切边模具资料.docx
《切边模具资料.docx》由会员分享,可在线阅读,更多相关《切边模具资料.docx(32页珍藏版)》请在冰豆网上搜索。
切边模具资料
通用模具结构
第3部分:
修边冲孔模
11 范围
本标准规定了本公司汽车覆盖件修边冲孔模的技术要求
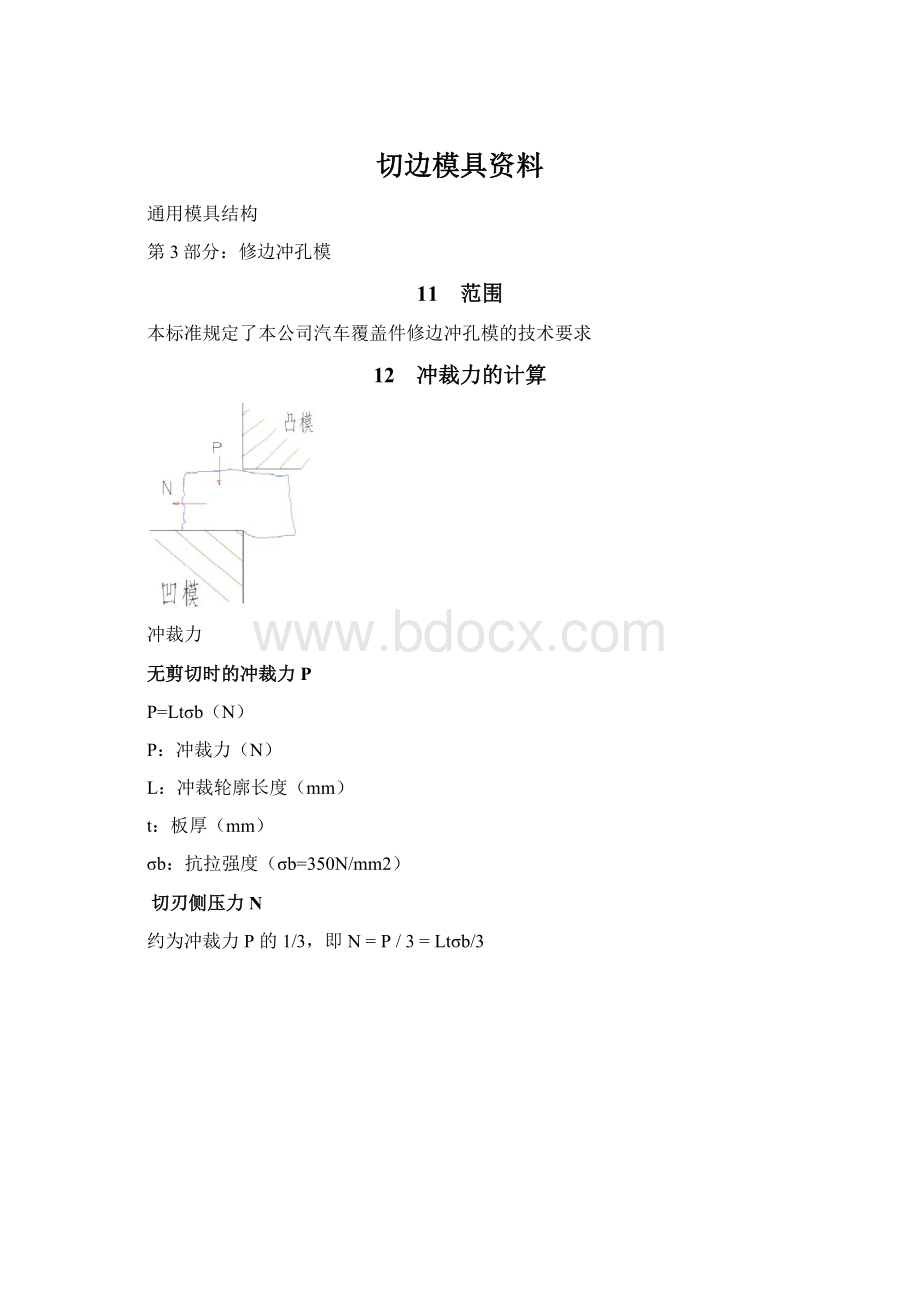
12 冲裁力的计算
冲裁力
无剪切时的冲裁力P
P=Ltσb(N)
P:
冲裁力(N)
L:
冲裁轮廓长度(mm)
t:
板厚(mm)
σb:
抗拉强度(σb=350N/mm2)
切刃侧压力N
约为冲裁力P的1/3,即N=P/3=Ltσb/3
有剪切(设置波浪刃口)时的冲裁力Px
图1
PPx=KP(N)
Px:
有剪切角时的冲裁力
P:
无剪切时的冲裁力H=t时,K=0.4-0.6
H=2t时,K=0.2-0.4
冲裁力超过冲床能力的50%时,要考虑设置波浪刃口,修边刃口长的情况下,可设计若干个波浪口。
每块镶块上尽可能取半个波浪或一个波浪;一个波浪的高点,取在镶块中间。
退料力Ps
退料力据板厚、形状的不同而变化,一般为冲裁力的4-20%,如间隙为板厚的10%以下时,退料力将增大。
P为冲裁力:
t≤2mm:
退料力Ps=0.05P(形状简单);
Ps=0.06P(形状复杂)
t=2~4.5mm:
退料力Ps=0.07P(形状简单);
Ps=0.08P(形状复杂)
t≥4.6mm:
退料力Ps=(0.10-0.20)P;
卸料力
卸料力因料厚、形状等的不同而各异,一般取冲裁力的2~6%。
(常取5%)
常用冲压材料的抗拉强度
表1
13 冲裁间隙
间隙选取原则
落料尺寸取决于凹模尺寸(基准侧),间隙取在凸模上;冲孔尺寸取决于凸模尺寸(基准侧),间隙取在凹模上。
间隙值的选取
表2
板厚t
间隙C
C/t
板厚t
间隙C
C/t
板厚t
间隙C
C/t
0.6
0.030
5%
1.6
0.100
6.2%
3.2
0.221
6.9%
0.7
0.035
5%
1.8
0.113
6.3%
4
0.320
8%
0.8
0.040
5%
2
0.130
6.5%
4.5
0.400
8.9%
0.9
0.045
5%
2.2
0.143
6.5%
5
0.460
9.2%
1.0
0.050
5%
2.5
0.163
6.5%
6
0.600
10.0%
1.2
0.070
6%
2.6
0.169
6.5%
7
0.700
10.0%
1.4
0.080
6%
2.9
0.200
6.9%
8
0.800
10.0%
1.5
0.090
6%
3
0.207
6.9%
10
1.000
10.0%
钝角修边
1——30°以下钝角修边,间隙取常规的1/2。
2——30~60°倾角修边,钝角刃口作出局部平台,一般为3倍料厚,但不超过5mm;间隙趋于0。
图2
立切修边
刃口线与斜面上的最大斜线平行,允许最小θ角可参照下表,冲裁间隙按常规选用。
图3
表3
t
mm
0.6
0.7
0.8
0.9
1.0
1.2
1.4
1.6
1.8
2.0
θ°
≥
5.7
8.0
9.2
10.3
11.5
13.9
16.2
18.6
21.1
23.5
立切角度θ角不满足上表要求,需改造凹模刃口,并取小间隙冲裁,对于接近90°立切,冲裁间隙趋于0。
此外,注意检查压件器行程是否满足最大立切工作行程的要求。
图4
14 修边接刀基本设定原则
薄板
图5
厚板
图6
15 废料处理
注意事项
必须确认废料滑到模具外还是压床工作台外。
废料以每一次冲裁落下为原则。
模具内废料滑板倾角:
滑道≥25°,滚道≥15°。
当要求废料滑出压床工作台面时,废料滑板应为二级可拆式。
废料刀处必须有足够的高度,以便安装滑板。
废料要处理得安全,不应存在尖角,设计时要保证有足够的空间从模具里取出。
豆料ø30以上及对角线尺寸大于30×80的不规则豆料,不使用废料盒,应用滑板滑出。
废料盒容量应考虑一个班次(约500件)的冲裁量。
废料的大小要求
图7
强制废料落下方法
提升臂
图8
附属气动机构
图9
弹出器
图10
大孔的废料处理
设计成二级空刀
图11
废料铸孔
图12
倾斜面冲孔时,低处废料先接触滑板,高处铸件要空开,以防堵塞。
图13
图14
小孔的废料处理
一般情况按铸件选空开孔要大,但在机械加工时,按图15。
冲孔靠近修边时按图15
图15
16 废料刀
工作结构示意图
图16
废料刀安装座的设计
在下模座上,并与安装面为同一面。
图17
安装座设计在凸模上
图18
分别设计在下模座和凸模上。
图19
17 废料滑板
废料滑板的钢板厚t≥2.5㎜,采用尽可能用一块板构成,工作面不涂漆。
考虑维修、安装,采用内六角螺钉固定。
废料流出模具外
图20
废料流到机床前侧,为确保操作者的场地,按下图处理
图21
外围废料滑板
前后方向
图22
侧向(左右方向)
图23
考虑模具铸件形状对废料滑板的影响。
图24
模具内的废料滑板
图25
滑板的宽度大于废料的最大尺寸。
图26
多个废料滑出时避免干涉
图27
滑板安装要方便、可靠
图28
18 凸模
凸模材质
凸模材质的选定是依据产量、零件板厚、形状及其他条件来决定。
表4
凸模的形式
材质
选定条件
生产数量/月
零件板厚
零件形状、其他
镶块
HT+钢镶块
纵式镶块
主要用于外板
HT+钢镶块
横式镶块
只用于内板
断面变化少
锻件
整体钢板
Cr12Mn
Cr12MoV
CH1
小件
断面变化少
用于落料模(板材)
铸造合金
ZCH1
(火焰淬火)
其他
凸模强度弱的部分局部镶块,以增强修边刃口强度。
图29
凸模分块原则
在结构可行的情况下,凸模分块尽量少;
凸模分块困难时,可分成若干大块;
铸CH-1最大铸造能力500kg。
制件定位
当修边长度较长时,采用局部形状定位,其余部分避让
图30
19 凹模
标准断面形状
锻造结构
B≧(1.2-1.5)*A
图31
铸造结构
凹模高度A:
50≦A≦200
凹模宽度B:
B≧(1.2-1.5)*A
筋位置:
a≦200;40≦b≦60
A≦60时不要加强筋
图32
刃口部分厚度见表:
表5
钢板
T
一般δb≦400Mpa
40
δb=60-80Mpa
45
δb≧100Mpa
50
凹模的分块
分块线与刃口线夹角应在70-110°范围,尽可能垂直。
凹模的分块线与凸模分块线应错开5mm以上。
图33
急剧斜面上的分块避免交角。
断面形状中a≦60°时,为避免尖角,如图所示进行分块
图34
在后序伸长翻边,收缩翻边明显的地方不要分块。
图35
在平面形状的直线部位进行分块,使制造更容易。
θ和R特别小时,在R的终止点附近的直线部进行分块。
重量以15-20㎏为标准,以35kg为最大;
长度以200-300mm标准,以500㎜为最大。
图36
末端部如下图所示分块。
图37
台阶镶块的分块
刃口镶块的台阶原则上取水平。
图38
刃口安装螺钉(销钉)选用标准
图示为螺钉位置
图39
t<1.5mm:
M12×40,Φ12×40
t≥1.5mm:
M16×45,Φ16×50
不需设销钉的情况
镶块四个方向位置已定死,可不要销钉。
根据可调转刃口镶块在镶块组内的位置依键而定。
图40
背面有挡墙时,镶块可设一个销钉。
三面被其它镶块围住,可设一个销钉。
吊装螺孔设置
重量在30kg以上时应设置吊装螺孔。
镶块在三面被围时应设置吊装螺孔。
吊装螺孔借用螺钉孔、销钉孔的情况:
图41
表6
销孔或螺孔
Φ8
Φ10
Φ12
Φ16
Φ20
M8
M10
M12
M16
吊装螺孔
M10
M12
M16
M20
M24
M16
M20
M20
M30
110 压件器
决定行程的要素
表7
压件器的工作行程=a+b+t
在凹模接触到冲压件前,压件器预压行程a=10mm以上。
斜面修边时,板厚由t0→t,
垂直方向的最大工作行程t=t0/sinθ。
θ
θ
要考虑入模量b因制造时的误差对行程的影响,应保证b比b0大。
压件器的强度
压件器的壁厚(以灰铁为标准)
图42
强度变弱之处用钢材加强,或用QT-600或铸钢代替HT。
压件器的导向
利用导板导向(中型和大型模具)(形状起伏较大或明显有侧向力时应采用导柱倒向)。
图43
利用小导柱/导套导向(中小型模具)。
利用刃口导向(小型模具)。
压件器的避让
 升级会员
升级会员 