晓进330斩拌机设备操作规范.docx
《晓进330斩拌机设备操作规范.docx》由会员分享,可在线阅读,更多相关《晓进330斩拌机设备操作规范.docx(17页珍藏版)》请在冰豆网上搜索。
晓进330斩拌机设备操作规范
编制
晓进330斩拌机设备操作规范审核批准
类型受控文件总页码
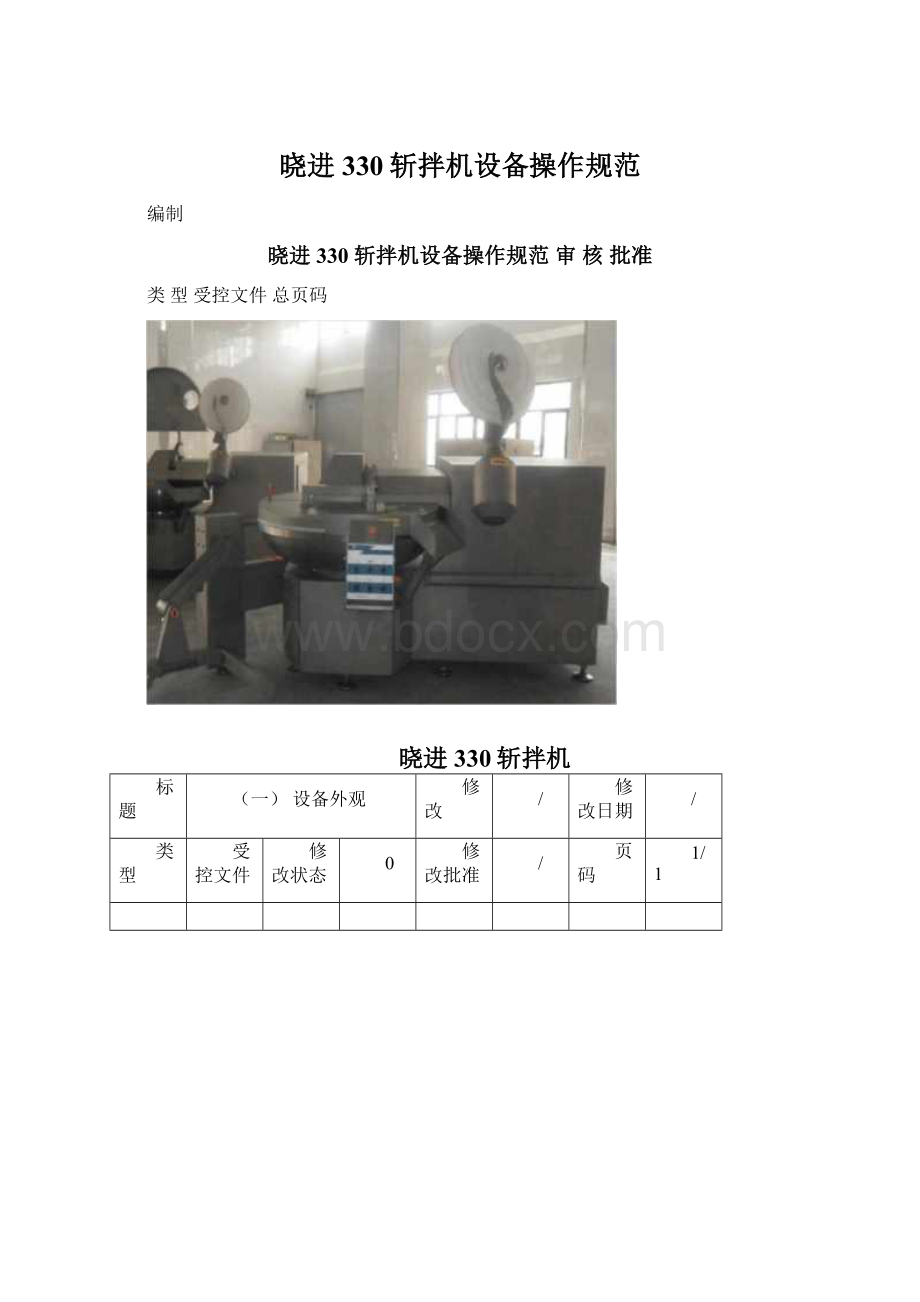
晓进330斩拌机
标题
(一)设备外观
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/1
标题
(二)设备分解图
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/5
出料盘:
用于将锅内的物料出到料桶中投料观察窗:
用于运转时观察物料的状态及小料的投放
前锅盖:
放下锅盖可以防止物料飞溅,减少设备
噪音
锅体:
用于盛装原物料
设备操作箱:
用于控制设备的各部件动作温度计:
用于探测物料在整个配料过程中的温度变
化
刀盖:
保护刀片,防止刀片故障飞出
高速刀片:
用于对锅体的物料进行斩拌,细切以达
到工艺要求的状态
可根据工艺要求进行切换。
按从低速到高速排序为
I
(1)、II
(2)、III(3)、IV(4)档
锅体转速控制开关:
根据产品工艺,要求控制锅体旋转速度,按从低速到高速排序可分为I
(1)、II
(2)、III(3)档
刀盖控制开关:
控制后锅盖的升降,刀在未停止运
转前禁止打开
标题
(二)设备分解图
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
2/5
刀片正/反转开关
出料盘
调速器
作箱界面左侧
刀片正/反转开关:
按产品工艺要求操作,未经允许,
不得转至反转状态
出料盘调速器:
根据物料的性状,可调节出料盘的
转动速度
锅体变频器:
通过改变锅体电机的工作频率,改变电机的转速,达到调节锅体的转速,同时达到省电的作用
出料盘变频器:
通过改变出料盘电机的工作频率,改变电机的转速,达到调节锅体的转速,同时达到省电的作用
配电箱电源开关:
为整个斩拌机提供电力的总控制
开关
电抗
配电箱
出料盘
器
电源开关
变频器
刀片变频器:
通过改变刀片电机的工作频率,改变
电机的转速,达到调节锅体的转速,同时达到省电
的作用
电抗器:
为防止电压突变和操作过电压引起的电流
冲击,加装电抗器能有效地保护变频器和改善功率
因数
标题
(二)设备分解图
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
3/5
操
电源启动按钮:
斩拌机各系统的电源启动开关
质
液压系统电磁控制阀:
通过液压作用力,实现对液
压油流向的控制
标题
(二)设备分解图
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
4/5
供合适各部件运行温度
行程开关
接近
开关1
接近
开关2
前锅盖接近开关
前后锅盖出料盘控制系统
行程开关:
控制出料盘的转动
接近开关1:
低位接近开关,定位出料盘最低位
接近开关2:
高位接近开关,定位出料盘最高位
前锅盖接近开关:
用于定位前锅盖的升降位置
隔音棉:
隔断内部与外界,降低设备的噪音
机械臂提升机提升机
定位器液压管连接轴
机械臂定位器:
提升高度的定位
提升机连接轴:
支撑提升臂
提升机液压管:
连接液压杆,给液压杆提供动力
标题
(二)设备分解图
类型受控文件修改状态
设备
修改
修改日期
0修改批准
细切机刀片传动图示
页码
5/5
刀片固定螺帽:
固定六把刀片,此螺帽为反丝结构
斩拌机刀片:
为六把对称刀片,对称刀片重量相差
不得大于2g
锅体轴密封盖:
防止后锅盖与锅体硬碰撞,锅体维
修时打开可密封盖,可提起锅体
油缸:
盛装需要的润滑油
注油时长控制器:
控制每次添加润滑油的时间,可
控制在0.5-120秒
间隔加油控制器:
控制加油间隔时间,可控制在
1-32小时
自动加油设备不得私自进行调节
标题
(三)设备点检对照表
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/1
班次
日期
⑥图示①
序号
点检说明
④⑤
②
①
③
③
①
点检说
④
①出料盘
升降正常、出料盘无磨损,转动正常
②锅体
锅体转动正常,无卡顿现象
③高速刀片
刀片运转正常,刀锋无缺口、锋利,轻敲无破音
④温度计
温度计连接线完好,管内无积水,温度显示正常
⑤后锅盖
⑥前锅盖
前后锅盖升降正常,密封条密封性好,连接处牢固,各部位螺丝紧固
①变频器
接通电源,检查各变频器显示正常
②配电箱
配电箱内无积水,无积尘(定期两周除尘一次)
③散热风扇
风扇转动正常,上方无积尘,手置于8CM风扇上方测试散热是否正常
④操作箱
操作箱各开关、按钮使用正常,无不良接触、破损、变形等现象
⑤急停开关
检查急停开关是否能正常停车、回位
①皮带
锅体、刀轴的电机皮带无开裂,磨损正常,松紧合适
②液压油位
检查油位表液位是否在正常液位,油色是否正常,是否浑浊
③电磁阀
检查电磁阀是否正常动作,液压管连接处是否有漏油现象
④电机风扇
检查电机散热风扇是否工作正常
⑤自动加油机
检查自动加油机油缸的油位是否正常
班前点检应重点注意机台设备各部位的完整性,是否有零部件的缺失、坏损,
各部位运转状态是否正常,仪表显示是否正常,安全保护装置能否正常动作
班后点检应重点注意机台设备各零件、操作开关是否归位,设备清洁是否到位,电箱内部有无积水,现场备用机台能否正常开机运转,本班次维修机台能否正常运转
⑤
②
标题
(四)班前设备点检表
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/1
班次
点检日期
序号
点检项
点检说明
是否
不合格项描述
1
出料盘
升降正常、出料盘无磨损,转动正常
合格□□
2
锅体
锅体转动正常无卡顿现象,锅内无异物,底部堵
□□
3
高速刀片
塞回旋到位
刀片运转正常,刀锋无缺口,无裂缝,锋利,轻
□□
4
温度计
敲无破音
温度连接线完好,管内无积水,温度显示正常
□□
5
锅盖
前后锅盖升降正常,密封条密封性好,连接处
□□
6
变频器
牢固,各部位螺丝紧固接通电源检查各变频器显示正常
□□
7
配电箱
外部无破损,内部无烧焦痕迹
□□
8
散热风扇
风扇上方无积尘,风扇转动正常
□□
9
操作箱
操作箱各开关、按钮正常使用,无不良接触破损
□□
10
急停开关
现象
检查急停开关是否能正常停车
□□
请在点检合格项的□中打“√”不合格项的打“×”并在不合格项描述栏中简要说明
点检点检不人合:
格且不能处理的,要及时上报审当查班人管:
理人员并通知维修单位,列入抽检维人修:
(抢修)计划
点检时间:
审查时间:
抽查时间:
标题
(五)设备操作规程
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/2
1.开机前进行设备点检,认真填写班前点检表
2.检查操作现场环境,确认无安全隐患存
前置作业
3.进行开工前准备工作(备料)接通电源
4.开启刀速、锅速一档,按产品工艺投入物料,进行作业
斩拌作业参照车间相关斩拌作业指导规程
5.作业过程中可根据工艺要求控制刀速开关逐级升降档位,不得跳档进行操作,防
止跳档时刀片瞬间受阻过大,造成刀片断裂发生安全事故
6.刀速开至高速档时(三档、四档),操作人员必须在能够控制操作台的范围内,不得擅自离开
斩拌作业7.操作人员需短暂离开操作现场时,必须将刀速逐档降至一档后,方可离开
8.操作人员需要长时间离开操作现场时,必须完全停机后方可离开
9.操作过程中禁止打开后锅盖,避免造成意外
10.由于高速档刀轴转速快,会造成刀轴与刀片连接部位发热且容易把浆料吸入,因此应严格按照工艺要求控制高速档的斩拌时间
标题
(五)设备操作规程
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/2
清洗作业
12.作业后,清理锅内残留物料,将设备里外清洁干净,通过锅底排水孔排掉锅内的水,并旋好塞子
13.清洗机台不得使用喷枪对配电箱,操作箱进行喷洗,防止进水
14.清洗结束将前后锅盖放下,出料盘升至高位,提升机降至低位,关闭操作箱电源及设备总电源
15.用专用擦拭用具对操作箱、配电箱进行清洁
16.清洗完毕后进行班后点检,认真填写班后点检表
应急措施
17.操作过程中如发现设备异常(异常声响、冒烟、出现火花等),应立即按下红色
急停按钮,断电停机检查,并告知现场管理人员,确认排除危险后
18.打浆过程中,出现断刀时,就及时按下急停按钮,浆料按车间相关异常浆料处理细则,进行处理
19.浆料出现烧糊现象,按车间相关异常浆料处理细则,进行处理
其它注意项
20.除有特殊工艺要求且经过主任或主任级别以上人员同意,否则禁止使用刀片反转
旋钮
21.操作过程中,料车应确实的卡入提升臂卡槽中,避免提升臂升起后料车滑落造成危险
标题
(六)班后设备点检表
修改
/
修改日期
/
类型
受控文件
修改状态
0
修改批准
/
页码
1/1
班次
点检日期
序号
点检项
点检说明
是否
不合格项描述
1
开关
设备是否处于断电状态,所有开关是否都处于关
合格□□
2
操作箱
闭状态
操作开关是否破损、变型,操作箱是否有水渍
□□
3
锅体
锅体内是否有异物,底部堵塞是否回旋到位
□□
4
配电箱
配电箱内无积水,无积尘(定期两周除尘一次)
□□
5
散热风扇
风扇上方无积尘,手置于上方8CM散热正常
□□
6
备用机台
检查备用机台外观是否完整,是否有明显零部件
□□
缺失
检查备用机台是否能够正常开启,开启后是否能
□□
7
本班已修
够正常运行
检查已修机台外观是否完整,是否有明显零部件
□□
机台
缺失
检查已修机台的维修派工单,核对派工单维修部
□□
位是否能够正常动作检查已修机台是否能够正常开启,开启后是否能
□□
够正常运行
请在点检合格项的□中打“√”不合格项的打“×”并在不合格项描述栏中简要说明
点点检检不人合:
格且不能处理的,要及时上报审当查人班:
管理人员并通知维修单位,列抽入检维人修:
(抢修)计划
点检时间:
审查时间:
抽查时间:
 升级会员
升级会员 