焊接专业强制性条文实施细则燃机机组.docx
《焊接专业强制性条文实施细则燃机机组.docx》由会员分享,可在线阅读,更多相关《焊接专业强制性条文实施细则燃机机组.docx(43页珍藏版)》请在冰豆网上搜索。
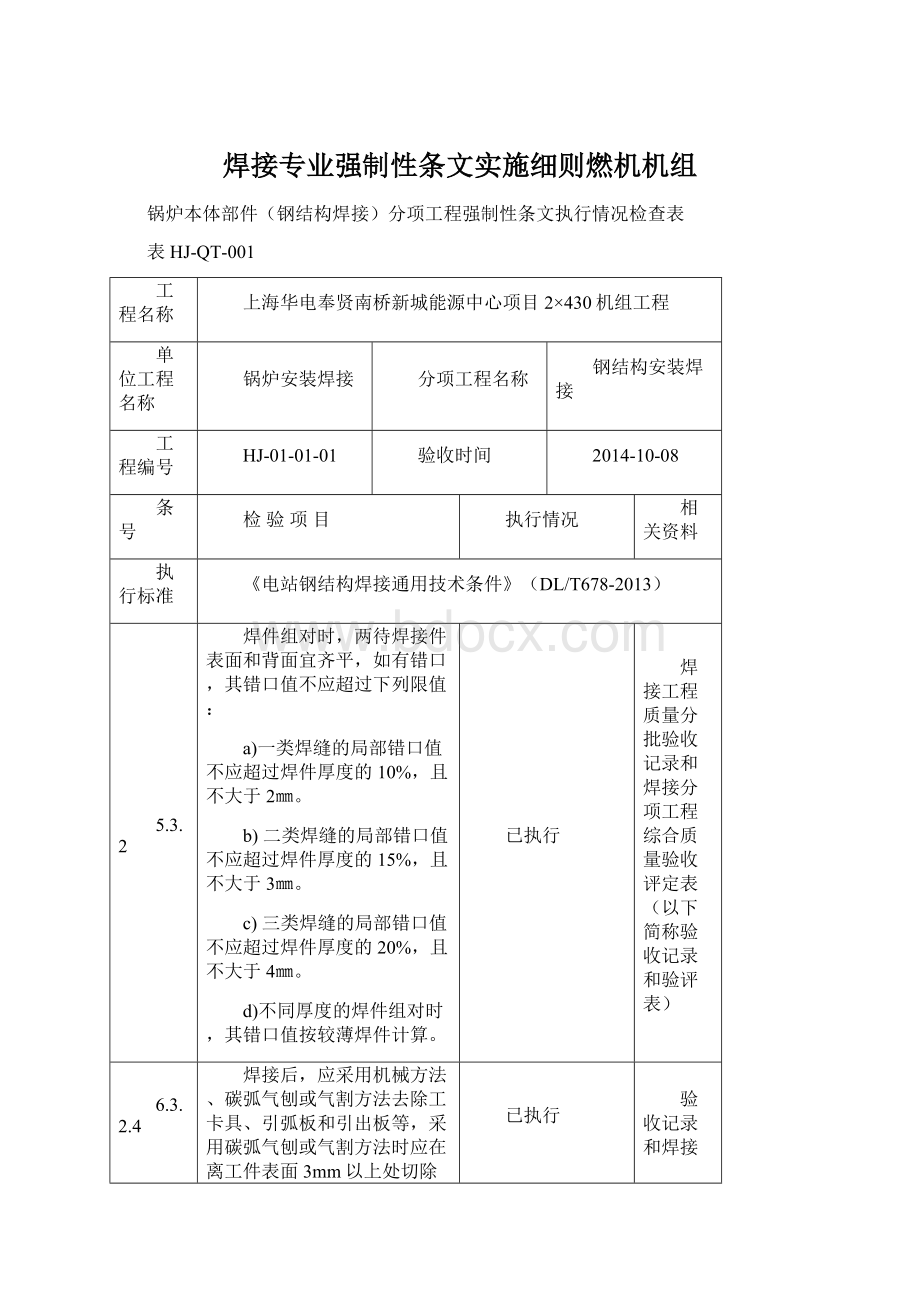
焊接专业强制性条文实施细则燃机机组
锅炉本体部件(钢结构焊接)分项工程强制性条文执行情况检查表
表HJ-QT-001
工程名称
上海华电奉贤南桥新城能源中心项目2×430机组工程
单位工程名称
锅炉安装焊接
分项工程名称
钢结构安装焊接
工程编号
HJ-01-01-01
验收时间
2014-10-08
条号
检验项目
执行情况
相关资料
执行标准
《电站钢结构焊接通用技术条件》(DL/T678-2013)
5.3.2
焊件组对时,两待焊接件表面和背面宜齐平,如有错口,其错口值不应超过下列限值:
a)一类焊缝的局部错口值不应超过焊件厚度的10%,且不大于2㎜。
b)二类焊缝的局部错口值不应超过焊件厚度的15%,且不大于3㎜。
c)三类焊缝的局部错口值不应超过焊件厚度的20%,且不大于4㎜。
d)不同厚度的焊件组对时,其错口值按较薄焊件计算。
已执行
焊接工程质量分批验收记录和焊接分项工程综合质量验收评定表(以下简称验收记录和验评表)
6.3.2.4
焊接后,应采用机械方法、碳弧气刨或气割方法去除工卡具、引弧板和引出板等,采用碳弧气刨或气割方法时应在离工件表面3mm以上处切除。
去除后应将残留部分打磨修整,并检查表面质量。
已执行
验收记录和焊接技术交底
执行标准
《火力发电厂焊接技术规程》(DL/T869-2012)
4.1.2
搭接接头的搭接长度应不小于5倍较薄母材厚度,且不小于25mm。
已执行
验收记录和验评表
4.1.3
焊件组对的局部间隙过大时,应设法修整到规定尺寸,不应在间隙内加填塞物。
已执行
验收记录和验评表
4.2.3
焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组对:
a)淬硬倾向较大的钢材,如经过热加工方法下料,坡口加工后要经表面探伤检测合格。
b)坡口内及边缘20mm内母材无裂纹、重皮、坡口破损及毛刺等缺陷。
c)坡口尺寸符合图纸要求。
已执行
验收记录和焊接技术交底
5.1.1
允许进行焊接操作的最低环境温度因钢材不同分别为:
A-Ⅰ类为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
最低环境温度可在施焊部位为中心的以1m为半径的空间范围内测量。
已执行
验收记录和焊接技术交底
5.3.3
不应在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不应焊接组对用卡具。
已执行
验收记录和焊接技术交底
6.1.4
外观检查不合格的焊缝,不允许进行其他项目检验。
已执行
验收记录
验收结果
符合相应的执行标准。
合格
施工单位:
(章)
项目技术负责人:
年月日
监理单位:
(章)
监理工程师:
年月日
锅炉本体部件(高压连通管道安装焊接)分项工程强制性条文执行情况检查表
表HJ-QT-002
工程名称
上海华电奉贤南桥新城能源中心项目2×430机组工程
单位工程名称
锅炉安装焊接
分项工程名称
高压连通管道安装焊接
工程编号
HJ-01-02-02
验收时间
2015-01-04
条号
检验项目
执行情况
相关资料
执行标准
《火力发电厂焊接技术规程》(DL/T869-2012)
4.1.1.2
管道对接焊口,其中心线距离管道弯曲起点不小于管道外径,且不小于100mm(定型管件除外),距支、吊架边缘不小于50mm。
同管道两个对接焊口间距离应大于管道直径且不小于150mm,当管道公称直径大于500mm时,同管道两个对接焊口间距离不小于500mm。
已执行
焊接技术交底
4.1.3
焊件组对的局部间隙过大时,应设法修整到规定尺寸,不应在间隙内加填塞物。
已执行
焊接技术交底
4.1.5
除设计规定的冷拉焊口外,其余焊口不应强力组对,不应采用热膨胀法组对。
已执行
焊接技术交底
4.2.3
焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组对:
a)淬硬倾向较大的钢材,如经过热加工方法下料,坡口加工后要经表面探伤检测合格。
b)坡口内及边缘20mm内母材无裂纹、重皮、坡口破损及毛刺等缺陷。
c)坡口尺寸符合图纸要求。
已执行
焊接技术交底
4.2.4
管道(管子)管口端面应与管道中心线垂直。
其偏斜度△f不得超过表2规定。
表2管子端面与管中心线的偏斜度要求
图例
管子外径
mm
Δf
mm
≤60
60~159
159~219
>219
0.5
1
1.5
2
已执行
焊接技术交底
4.3.2
焊件组对时一般应做到内壁(根部)齐平,如有错口,其错口值不应超过下列限值:
a)对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
b)对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。
已执行
焊接技术交底
5.1.1
允许进行焊接操作的最低环境温度因钢材不同分别为:
A-Ⅰ类为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
最低环境温度可在施焊部位为中心的以1m为半径的空间范围内测量。
已执行
焊接技术交底
5.3.2
除非确有办法防止根层焊道氧化,合金含量较高的耐热钢(含铬量大于3%或合金总含量大于5%)管子和管道焊口焊接时,内壁或焊缝背面应充氩气或其混合气体保护,并确认保护有效。
已执行
焊接技术交底
5.3.3
不应在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不应焊接组对用卡具。
已执行
焊接技术交底
5.3.10
施焊过程除工艺和检验上要求分次焊接外,应保持连续。
若被迫中断时,应采取防止裂纹产生的措施(如后热、缓冷、保温等)。
再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。
已执行
焊接技术交底
5.3.13
焊口焊完后应进行清理,经自检合格。
做出永久性标记。
已执行
焊接验收记录
5.3.14
安装管道冷拉口所使用的加载工具,应待焊接和热处理完毕后方可卸载。
已执行
焊接技术交底
5.3.15
不应对焊接接头的变形进行加热校正。
已执行
焊接技术交底
6.1.4
外观检查不合格的焊缝,不允许进行其他项目检验。
已执行
焊接技术交底
6.1.5
对容易产生延迟裂纹和再热裂纹的钢材应在焊接热处理后进行无损检测。
已执行
焊接技术交底
6.3.3
对下列部件的焊接接头的无损检测应执行如下具体规定:
a)厚度不大于20mm的汽、水管道采用超声波检测时,还应进行射线检测,其检测数量为超声波检测数量的20%。
b)厚度大于20mm的管道和焊件,射线检测或超声波检测可任选其中一种。
c)需进行无损检测的角焊缝可采用磁粉检测或渗透检测。
已执行
焊接技术交底DL/T869-2012
6.3.4
对同一焊接接头同时采用射线和超声波两种方法进行检测时,均应合格。
已执行
焊接记录
6.3.5
无损检测的结果若有不合格时,应按如下规定处理:
a)应对该焊工当日的同一批焊接接头中按不合格焊口数加倍检验,加倍检验中仍有不合格时,则该批焊接接头判定为不合格。
b)容器的纵、环焊缝局部检验不合格时,应在缺陷两端的延伸部位增加检验长度,增加的检验长度应该为该焊缝长度的10%且不少于250mm;若仍不合格,则该焊缝应100%检验。
已执行
焊接技术交底DL/T869-2012
6.3.6
对修复后的焊接接头,应100%进行无损检测。
已执行
焊接技术交底和焊接记录
6.6.3
有超过标准规定,需要补焊消除的缺陷时,可采取挖补方式返修。
但同一位置上的挖补次数不宜
超过三次,耐热钢不应超过二次。
挖补时应遵守下列规定:
a)彻底清除缺陷。
b)制定具体的补焊措施并经专业技术负责人审定,按照工艺要求实施。
c)需进行焊后热处理的焊接接头,返修后应重做热处理。
已执行
技术交底和焊接记录
7.1.4
管子、管道的外壁错口值不应超过以下规定:
a)锅炉受热面管子:
外壁错口值不大于10%δ,且不大于1mm。
b)其他管道:
外壁错口值不大于10%δ,且不大于4mm。
已执行
焊接验收记录
7.3.1
同种钢焊接接头热处理后焊缝的硬度,不超过母材布氏硬度值加100(HBW),且不超过下列规定:
合金总含量小于或等于3%,布氏硬度值不大于270HBW;合金总含量小于10%,且不小于3%,布氏硬度值不大于300HBW。
已执行
焊接技术交底
验收结果
符合相应的执行标准。
合格
施工单位:
(章)
项目技术负责人:
年月日
监理单位:
(章)
监理工程师:
年月日
锅炉本体部件(主汽出口管道安装焊接)分项工程强制性条文执行情况检查表
表HJ-QT-003
工程名称
上海华电奉贤南桥新城能源中心项目2×430机组工程
单位工程名称
锅炉安装焊接
分项工程名称
主汽出口管道安装焊接
工程编号
HJ-01-02-02-09-30
验收时间
2015-01-28
条号
检验项目
执行情况
相关资料
执行标准
《火力发电厂焊接技术规程》(DL/T869-2012)
4.1.1.2
管道对接焊口,其中心线距离管道弯曲起点不小于管道外径,且不小于100mm(定型管件除外),距支、吊架边缘不小于50mm。
同管道两个对接焊口间距离应大于管道直径且不小于150mm,当管道公称直径大于500mm时,同管道两个对接焊口间距离不小于500mm。
已执行
焊接技术交底
4.1.3
焊件组对的局部间隙过大时,应设法修整到规定尺寸,不应在间隙内加填塞物。
已执行
焊接技术交底
4.1.5
除设计规定的冷拉焊口外,其余焊口不应强力组对,不应采用热膨胀法组对。
已执行
焊接技术交底
4.2.3
焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组对:
a)淬硬倾向较大的钢材,如经过热加工方法下料,坡口加工后要经表面探伤检测合格。
b)坡口内及边缘20mm内母材无裂纹、重皮、坡口破损及毛刺等缺陷。
c)坡口尺寸符合图纸要求。
已执行
焊接技术交底
4.2.4
管道(管子)管口端面应与管道中心线垂直。
其偏斜度△f不得超过表2规定。
表2管子端面与管中心线的偏斜度要求
图例
管子外径
mm
Δf
mm
≤60
60~159
159~219
>219
0.5
1
1.5
2
已执行
焊接技术交底
4.3.2
焊件组对时一般应做到内壁(根部)齐平,如有错口,其错口值不应超过下列限值:
a)对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
b)对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。
已执行
焊接技术交底
5.1.1
允许进行焊接操作的最低环境温度因钢材不同分别为:
A-Ⅰ类为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
最低环境温度可在施焊部位为中心的以1m为半径的空间范围内测量。
已执行
焊接技术交底
5.3.2
除非确有办法防止根层焊道氧化,合金含量较高的耐热钢(含铬量大于3%或合金总含量大于5%)管子和管道焊口焊接时,内壁或焊缝背面应充氩气或其混合气体保护,并确认保护有效。
已执行
焊接技术交底
5.3.3
不应在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不应焊接组对用卡具。
已执行
焊接技术交底
5.3.10
施焊过程除工艺和检验上要求分次焊接外,应保持连续。
若被迫中断时,应采取防止裂纹产生的措施(如后热、缓冷、保温等)。
再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。
已执行
焊接技术交底
5.3.13
焊口焊完后应进行清理,经自检合格。
做出永久性标记。
已执行
焊接技术交底
5.3.14
安装管道冷拉口所使用的加载工具,应待焊接和热处理完毕后方可卸载。
已执行
焊接技术交底
5.3.15
不应对焊接接头的变形进行加热校正。
已执行
焊接技术交底
6.1.4
外观检查不合格的焊缝,不允许进行其他项目检验。
已执行
焊接技术交底
6.1.5
对容易产生延迟裂纹和再热裂纹的钢材应在焊接热处理后进行无损检测。
已执行
焊接技术交底
6.3.6
对修复后的焊接接头,应100%进行无损检测。
已执行
DL/T869-2012
6.6.3
有超过标准规定,需要补焊消除的缺陷时,可采取挖补方式返修。
但同一位置上的挖补次数不宜
超过三次,耐热钢不应超过二次。
挖补时应遵守下列规定:
a)彻底清除缺陷。
b)制定具体的补焊措施并经专业技术负责人审定,按照工艺要求实施。
c)需进行焊后热处理的焊接接头,返修后应重做热处理。
已执行
焊接技术交底DL/T869-2012
7.1.4
管子、管道的外壁错口值不应超过以下规定:
a)锅炉受热面管子:
外壁错口值不大于10%δ,且不大于1mm。
b)其他管道:
外壁错口值不大于10%δ,且不大于4mm。
已执行
焊接验收记录HJ-01-02-02
7.3.1
同种钢焊接接头热处理后焊缝的硬度,不超过母材布氏硬度值加100(HBW),且不超过下列规定:
合金总含量小于或等于3%,布氏硬度值不大于270HBW;合金总含量小于10%,且不小于3%,布氏硬度值不大于300HBW。
已执行
DL/T869-2012
7.3.3
焊缝硬度不应低于母材硬度的90%。
已执行
DL/T869-2012
验收结果
符合相应的执行标准。
合格
施工单位:
(章)
项目技术负责人:
年月日
监理单位:
(章)
监理工程师:
年月日
锅炉本体部件(再热出口管道安装焊接)分项工程强制性条文执行情况检查表
表HJ-QT-004
工程名称
上海华电奉贤南桥新城能源中心项目2×430机组工程
单位工程名称
锅炉安装焊接
分项工程名称
再热出口管道安装焊接
工程编号
HJ-01-03-03-04-029
验收时间
2015-01-27
条号
检验项目
执行情况
相关资料
执行标准
《火力发电厂焊接技术规程》(DL/T869-2012)
4.1.1.2
管道对接焊口,其中心线距离管道弯曲起点不小于管道外径,且不小于100mm(定型管件除外),距支、吊架边缘不小于50mm。
同管道两个对接焊口间距离应大于管道直径且不小于150mm,当管道公称直径大于500mm时,同管道两个对接焊口间距离不小于500mm。
已执行
焊接技术交底
4.1.3
焊件组对的局部间隙过大时,应设法修整到规定尺寸,不应在间隙内加填塞物。
已执行
焊接技术交底
4.1.5
除设计规定的冷拉焊口外,其余焊口不应强力组对,不应采用热膨胀法组对。
已执行
焊接技术交底
4.2.3
焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组对:
a)淬硬倾向较大的钢材,如经过热加工方法下料,坡口加工后要经表面探伤检测合格。
b)坡口内及边缘20mm内母材无裂纹、重皮、坡口破损及毛刺等缺陷。
c)坡口尺寸符合图纸要求。
已执行
焊接技术交底
4.2.4
管道(管子)管口端面应与管道中心线垂直。
其偏斜度△f不得超过表2规定。
表2管子端面与管中心线的偏斜度要求
图例
管子外径
mm
Δf
mm
≤60
60~159
159~219
>219
0.5
1
1.5
2
已执行
焊接技术交底
4.3.2
焊件组对时一般应做到内壁(根部)齐平,如有错口,其错口值不应超过下列限值:
a)对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
b)对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。
已执行
焊接技术交底
5.1.1
允许进行焊接操作的最低环境温度因钢材不同分别为:
A-Ⅰ类为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
最低环境温度可在施焊部位为中心的以1m为半径的空间范围内测量。
已执行
焊接技术交底
5.3.2
除非确有办法防止根层焊道氧化,合金含量较高的耐热钢(含铬量大于3%或合金总含量大于5%)管子和管道焊口焊接时,内壁或焊缝背面应充氩气或其混合气体保护,并确认保护有效。
已执行
焊接技术交底
5.3.3
不应在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不应焊接组对用卡具。
已执行
焊接技术交底
5.3.10
施焊过程除工艺和检验上要求分次焊接外,应保持连续。
若被迫中断时,应采取防止裂纹产生的措施(如后热、缓冷、保温等)。
再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。
已执行
焊接技术交底
5.3.13
焊口焊完后应进行清理,经自检合格。
做出永久性标记。
已执行
焊接技术交底
5.3.14
安装管道冷拉口所使用的加载工具,应待焊接和热处理完毕后方可卸载。
已执行
焊接技术交底
5.3.15
不应对焊接接头的变形进行加热校正。
已执行
焊接技术交底
6.1.4
外观检查不合格的焊缝,不允许进行其他项目检验。
已执行
焊接技术交底
6.1.5
对容易产生延迟裂纹和再热裂纹的钢材应在焊接热处理后进行无损检测。
已执行
焊接技术交底
6.3.6
对修复后的焊接接头,应100%进行无损检测。
已执行
DL/T869-2012
6.6.3
有超过标准规定,需要补焊消除的缺陷时,可采取挖补方式返修。
但同一位置上的挖补次数不宜
超过三次,耐热钢不应超过二次。
挖补时应遵守下列规定:
a)彻底清除缺陷。
b)制定具体的补焊措施并经专业技术负责人审定,按照工艺要求实施。
c)需进行焊后热处理的焊接接头,返修后应重做热处理。
已执行
焊接技术交底DL/T869-2012
7.1.4
管子、管道的外壁错口值不应超过以下规定:
a)锅炉受热面管子:
外壁错口值不大于10%δ,且不大于1mm。
b)其他管道:
外壁错口值不大于10%δ,且不大于4mm。
已执行
焊接验收记录HJ-01-03-03
7.3.1
同种钢焊接接头热处理后焊缝的硬度,不超过母材布氏硬度值加100(HBW),且不超过下列规定:
合金总含量小于或等于3%,布氏硬度值不大于270HBW;合金总含量小于10%,且不小于3%,布氏硬度值不大于300HBW。
已执行
DL/T869-2012
7.3.3
焊缝硬度不应低于母材硬度的90%。
已执行
DL/T869-2012
验收结果
符合相应的执行标准。
合格
施工单位:
(章)
项目技术负责人:
年月日
监理单位:
(章)
监理工程师:
年月日
锅炉本体部件(中压连通管道安装焊接)分项工程强制性条文执行情况检查表
表HJ-QT-005
工程名称
上海华电奉贤南桥新城能源中心项目2×430机组工程
单位工程名称
锅炉安装焊接
分项工程名称
中压连通管道安装焊接
工程编号
HJ-01-04-04-03-022
验收时间
2015-01-04
条号
检验项目
执行情况
相关资料
执行标准
《火力发电厂焊接技术规程》(DL/T869-2012)
4.1.1.2
管道对接焊口,其中心线距离管道弯曲起点不小于管道外径,且不小于100mm(定型管件除外),距支、吊架边缘不小于50mm。
同管道两个对接焊口间距离应大于管道直径且不小于150mm,当管道公称直径大于500mm时,同管道两个对接焊口间距离不小于500mm。
已执行
焊接技术交底
4.1.3
焊件组对的局部间隙过大时,应设法修整到规定尺寸,不应在间隙内加填塞物。
已执行
焊接技术交底
4.1.5
除设计规定的冷拉焊口外,其余焊口不应强力组对,不应采用热膨胀法组对。
已执行
焊接技术交底
4.2.3
焊件经下料和坡口加工后应按照下列要求进行检查,合格后方可组对:
a)淬硬倾向较大的钢材,如经过热加工方法下料,坡口加工后要经表面探伤检测合格。
b)坡口内及边缘20mm内母材无裂纹、重皮、坡口破损及毛刺等缺陷。
c)坡口尺寸符合图纸要求。
已执行
焊接技术交底
4.2.4
管道(管子)管口端面应与管道中心线垂直。
其偏斜度△f不得超过表2规定。
表2管子端面与管中心线的偏斜度要求
图例
管子外径
mm
Δf
mm
≤60
60~159
159~219
>219
0.5
1
1.5
2
已执行
焊接技术交底
4.3.2
焊件组对时一般应做到内壁(根部)齐平,如有错口,其错口值不应超过下列限值:
a)对接单面焊的局部错口值不应超过壁厚的10%,且不大于1mm。
b)对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于3mm。
已执行
焊接技术交底
5.1.1
允许进行焊接操作的最低环境温度因钢材不同分别为:
A-Ⅰ类为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
最低环境温度可在施焊部位为中心的以1m为半径的空间范围内测量。
已执行
焊接技术交底
5.3.3
不应在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不应焊接组对用卡具。
已执行
焊接技术交底
5.3.10
施焊过程除工艺和检验上要求分次焊接外,应保持连续。
若被迫中断时,应采取防止裂纹产生的措施(如后热、缓冷、保温等)。
再焊时,应仔细检查并确认无裂纹后,方可按照工艺要求继续施焊。
已执行
焊接技术交底
5.3.13
焊口焊完后应进行清理,经自检合格。
做出永久性标记。
已执行
焊接技术交底
5.3.15
不应对焊接接头的变形进行加热校正。
已执行
焊接技术交底
6.1.4
外观检查不合格的焊缝,不允许进行其他项目检验。
已执行
焊接技术交底
6.3.6
对修复后的焊接接头,应100%进行无损检测。
已执行
DL/T869-2012
6.6.3
有超过标准规定,需要补焊消除的缺陷时,可采取挖补方式返修。
但同一位置上的挖补次数不宜
超过三次,耐热钢不应超过二次。
挖补时应遵守下列规定:
a)彻底清除缺陷。
b)制定具体的补焊措施并经专业技术负责人审定,按照工艺要求实施。
c)需进行焊后热处理的焊接接头,返修后应重做热处理。
已执行
焊接技术交底DL/T869-2012
7.1.4
管子、管道的外壁错口值不应超过以下规定:
a)锅炉受热面管子:
外壁错口值不大于10%δ,且不大于1mm。
b)其他管道:
外壁错口值不大于10%δ,且不大于4mm。
已执行
焊接验收记录HJ-01-04-04
验收结果
符合相应的执行标准。
合格
施工单位:
(章)
项目技术负责人:
年月日
监理单位:
(章)
监理工程师:
年月日
锅炉本体部件(低压连接管道安装焊接)分项工程强制性条文执行情况检查表
表HJ-QT-006
工程名称
上海华电奉贤南桥新城能源中心项目2×430
 升级会员
升级会员 