数控机床操作培训.docx
《数控机床操作培训.docx》由会员分享,可在线阅读,更多相关《数控机床操作培训.docx(14页珍藏版)》请在冰豆网上搜索。
数控机床操作培训
数控机床操作培训
数控机床以其经济性好、加工精度高、加工一致性好并大年夜大年夜降低了劳动强度的特点,已经广范深刻到机械加工行业。
经由近四十年的成长,数控机床操作界面赓续改进完美,其智能化、人道化以及运行速度日臻完美、简单,让操作者易学易用。
在我厂,数控机床从1979年开端引进,至今已稀有控加工中间近50台套、简略单纯数控机床近50台套、数控电加工机床10余台套,再加上机械人、电子束焊机、数控冲床、数字测量机10余台套,已经成为我厂机械加工的重要构成部分。
然则,因为近两年操作人员转岗新接触数控设备较多,对数控设备特点不敷深刻懂得,是以固然已经可以或许操作机床进行工件加工,但一些旧有的操作习惯仍然带入到如今的操作中,对机床造成了必定的影响。
下面,重要以具有西门子840D立式加工中间为例,针对日常临盆中常见的问题,简单讲解一下数控操作以及数控机床的保护保养。
一、数控机床的概念
1、定义:
数控机床就是用数字旌旗灯号控制,按照编程给定的地位进行肯定轨迹进行工作的机械设备。
应当说,这是一个广义的概念,不仅仅局限于机械加工设备,也包含测量、焊接等设备。
关键字:
数字旌旗灯号、控制、编程
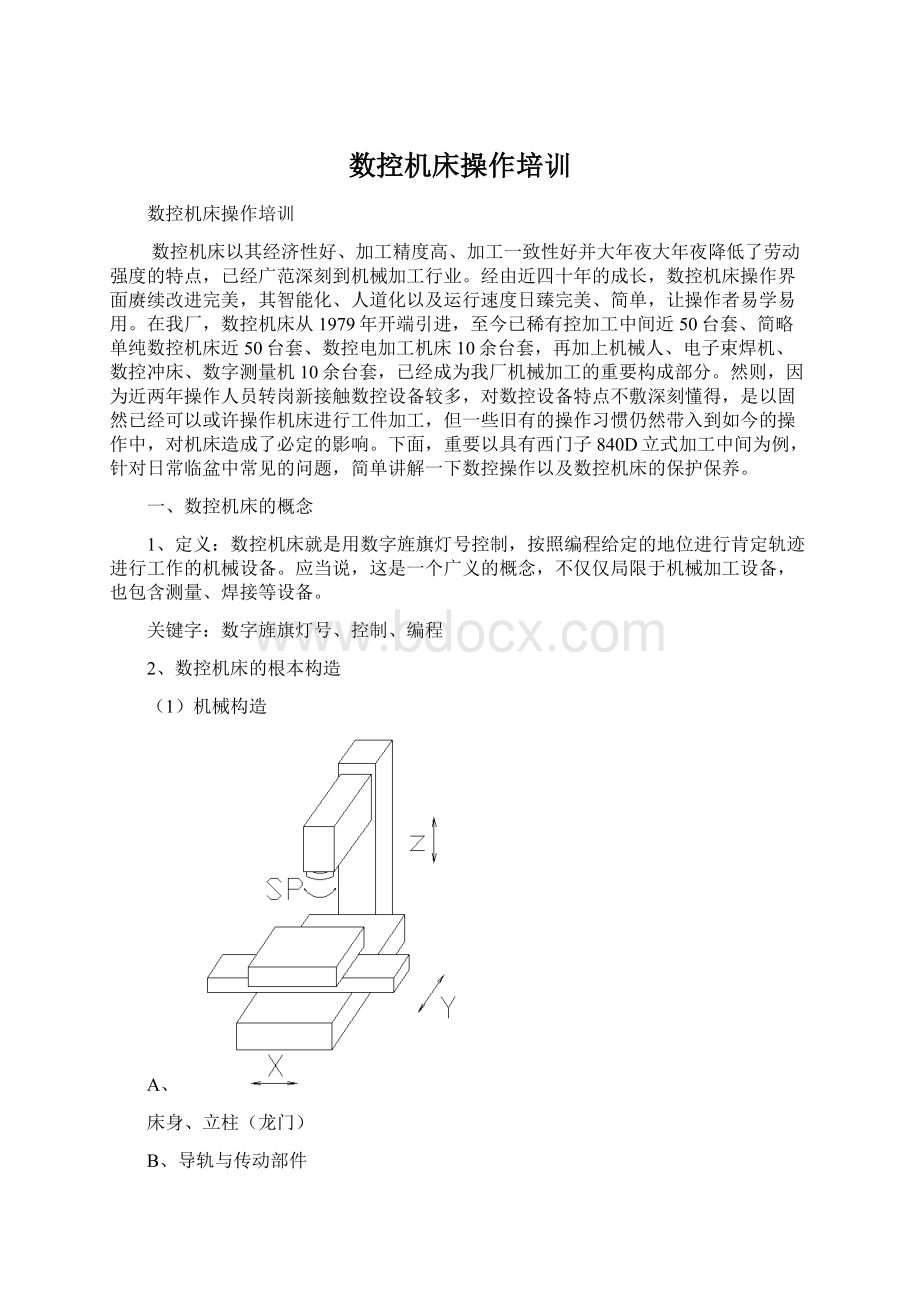
2、数控机床的根本构造
(1)机械构造
A、
床身、立柱(龙门)
B、导轨与传动部件
C、主轴与主轴箱
D、换刀机构(线切割的穿丝机构、冲床的换冲头机构)
E、帮助机构(液压站、气压站、润滑站、冷却体系、排屑器)
(2)电器机构
A、配电柜(电源开关、数控体系、控制电路等)
B、操作站(急停开关、显示器及周边软键盘、MPI软键盘、帮助按钮)
C、各部位的行程开关(行程开关、液位开关)
D、安然开关(门禁)
E、驱动元件(伺服电机)
F、地位检测部件
3、数控体系驱念头床的基来源基本理
所谓数控体系驱动,就是数控体系按照给定的位移和速度,计算出响应的脉冲幅宽和脉冲频率(数字量),再驱动履行元件(伺服电机)运行,从而达到指令所请求的成果。
雷同的时光内:
幅宽越宽,则电流越大年夜;频率越高,则速度越快。
二、根本操作内容
1、开机前检查
开机前,应围着机床转一圈,看看外围帮助体系状况。
重要包含:
A、各油箱液位是否正常(液压、润滑、冷却液);
B、紧缩空气是否正常;
C、遍地有无泄漏现象;
D、所有物品是否处于安然地位;
E、所有安然开关处于正常地位。
2、开机次序
A、上电(主开关、体系上电)
B、打开急停按钮、复位
C、将进给倍率拧至零位,加载使能
D、加载液压
E、手动方法先将各轴移动一段距离(留意偏向)
F、回零(按提示)
G、启动过程停止
3、数控体系回参考点的工作次序
(1)按照机床设定的各轴回零次序,已给定的速度、偏向向零点偏向活动;
(2)当回零减速接近开关生效后,进给轴按照参数给定的偏向和速度持续进步或撤退撤退;
(3)当读到第一个零点标记后,进给轴按照参数给定的速度和地位活动到机械零点地位;
这个中,半闭环机床读的是电机编码器的回零标记,每圈一个零标记;全闭环机床读的是光栅零标记,每5厘米一个标记。
(4)回零完成。
特别留意:
A、(半闭环机床)因为在设定回零挡块与零标记地位较近,当回零减速接近开关不灵敏时,会出现零点与正常时差一个螺距的现象(通俗机床一个螺距一般为6、8、10、12毫米),这时就有可能须要保护人员调剂一下挡块地位(经常涌如今刚进行过维修后)或检查一下接近开关,或降低进给倍率再回一次零点(有机会床进给会过冲)。
B、当回零减速开关掉效或碰到异物时,减速接近开关误动作,则体系也会把第一次读到的零标记作为零点处理。
机床零点误差为整数倍螺距或整数倍栅距。
C、当减速接近开关掉效时,该轴可能会持续运行到极限地位,直至撞到正负极限接近开关,体系急停报警,这是须要清除报警手动回到正常地位,让保护检查回零减速开关短长或地位是否正常。
4、工件坐标系的设定与确认
(1)工件坐标系界面
A、界面
(一)
B、界面
(二)
(2)工件坐标系设定的留意事项
A、工件坐标系是肯定工件相对于机床的具体地位,直接影响到工件的加工。
当工作台上存在上一班未完成的工件或体系下电后,应从新确认工件坐标系,清除坐标系纰谬可能导致的不测。
B、必定要留意清除可能存在的:
扭转、缩放、镜像以及根本零偏等与本次加工无关的坐标偏移指令。
因为存在多重工件坐标系,所以根本零偏会一向生效,所以法度榜样中仅应用的G54、G55、G505等指令并不克不及够撤消零偏,只会叠加应用。
即使应用了G53、G500指令,坐标系仍然处于根本零偏前提下。
是以,应切切留意根本零偏的数值情况
例如:
5、
刀具参数的设定与确认
刀具参数是某一加工刀具所具有的固定的加工参数,它包含刀具的外形、长度、直径等根本参数,以及磨损、刀刃数、刀沿号等相干细节。
清除刀沿号、刀具磨损等补偿细节,一把刀实际上只有一个刀长——实际刃长,这是一个可以在外部道具测量仪器上测量的、独一的、长度为正数的值。
这个值到任何一台机床都是不会改变的(可能存在必定的误差,但这个误差也是固定的)
实际刀长的长处是:
可以事先预备好同一集中测量,所有机床拿来就用(只是须要加减本机床的相对误差即可),极大年夜地进步效力。
如今有很多操作手在应用刀长时会选用负刀长,这个刀长实际上只是相对于这一台机床、这一种工件的刀长,并不通用,它是本台机床封闭高度与实际刀长之差,有时还要减去工件坐标系高度。
相对刀长是针对某一机床的、本次应用的,须要随时变更的刀长参数。
相对刀长长处是不须要专门的外围帮助设备,直接测量获得并应用,缺点是每次改换工件都须要从新设定。
6、文件传输及传输协定的设定
文件的传输是在体系许可的前提下,经由过程传输线路把法度榜样等从外部计算机传送到机床体系中,反之亦然。
所谓体系许可是指(西门子体系)钥匙开关在二档及以上,或暗码在二级以上;(FANUC体系)参数开关PWE=1。
传送时应起首进入传送菜单,接收方起首做好预备,然后发送方开端发送。
这个中,传输协定的设定是完成数据传输的根本前提,传输协定参数包含:
A、传输接口(interface)com1或com2
B、记录方法(log)RTS/CTS
C、奇偶校验(parity)none或其他
D、停止位数(stopbits)1或(其它如2)
E、数据位数(databits)8(或其它如7)
F、波特率(baudrete)9600(或其它如19200、4800)
G、文档格局(archformat)punchtypewithCR+LF(或其它)
别的,传输的目标有V24(串行接口)、PG(外部带有西门子专用传输卡的接口)、Disk(内部磁盘)、Archive(内部硬盘上的紧缩备份)、NCcard(体系上的NC卡)。
三、设备的日常保护与保养
1、油、液、气的检查与保护
数控设备是一种周详的、主动控制运行的设备,对自身运行前提请求极其苛刻,并是以具有一套完全的自我检查机制。
一般的数控设备可以或许对各类润滑油、液压油、冷却液的数量、压力进行监测监控,操作者只需按照提示进行即可。
既便如斯,仍然须要操作者要在班前细心检查各类油、液、气、温度等的数量及压力等情况,防止加工中出现报警使法度榜样中断,形成接刀痕或出现其他不测情况。
在操作人员的日常工作中,应按期检查各类油、液的粘度、纯净度、抗老化度、浓度、酸碱度,防止油、液等老化后在管路、阀体中粘挂、积聚,最终导致动作迟缓、不完全或掉灵,防止液体变质发出异味和腐化机床。
应按期排放气体过滤器中的水。
2、安然开关的检查
不问可知,这些开关是保护操作者或设备而设置的,一旦这些开关出现故障,将直接伤害到操作者的生命或设备的安然。
(1)急停开关:
将割断所用控制电路,割断液压,去除进给使能,各抱闸锁逝世,所有活动停止。
(2)门禁开关:
各类封闭式机床(JOBS/DMG/UNION/NILES等)不合,有的经由过程打开钥匙后许可某些(低速)进给动作,有的则不许可有任何动作。
A、交换工作台、换刀保护:
当门禁被打开时,中断工作台交换以及刀具交换,并报警提示;
B、工作区域保护:
挡门禁被打开时,不许可加载液压或中断正在运行的操作;
C、操作区域保护:
只许可在手动方法下,打开钥匙开关后,才许可进出操作区域(JOBS操作区域围挡);
D、配电柜门保护:
门禁被打开时,各类进给停止,使能撤消,;
(3)安然警示灯具、报警器工作正常。
3、机械体系的保护与保养
机械体系的日常检查与保护保养,是关系到设备应用寿命、保护设备自身精度的极其重要一环,保持各活动部件的干净以及优胜的润滑,再加上操作者的精确操作,可以或许极大年夜的减缓机械磨损,延长应用寿命。
重要的检查方面有:
(1)各活动外面检查:
包含各导轨副、丝杠副、活塞副、齿轮副、防护拉板等各类活动外面。
各外面应保持干净,无金属屑及杂物。
一般情况下,活动外面都有润滑油润滑,目视外面有油膜,手摸有油迹,外面应是滑腻无损。
当出现锈蚀、研伤、金属堆砌等现象时,应急速申报保护人员检查确认,防止该部位持续受损从而加剧破坏过程。
(2)油路、气路、阀体检查:
应检查各油管、气管、阀体有无渗漏滴油现象,压力是否正常。
各油箱注油时光正常。
稀油润滑注油时光一般应在10天阁下,少于7天或大年夜于15天则都属于非正常范围。
时光过短可能是油路有开放点泄漏,时光过长则可能是油路堵塞。
(3)
各类动作天然无卡涩现象。
如换刀卸不下来,可能是顶刀螺钉过短,机械手完端赖机械力量拔刀;换挡时光长,可能是长时光应用齿轮切向有磨损或聚积。
4、机床配重体系检查
机床配重为均衡主轴箱体系、加快响应速度而采取的一种方法。
重要有两种情势:
均衡液压缸、重锤式均衡。
重锤式均衡须要链条或钢丝绳连接重锤和主轴箱。
应按期检查链条及钢丝绳的润滑以及磨损情况,防止重锤坠落造成机械毁伤和机械精度损掉。
5、电气体系的保护与保养
(1)各类按钮、开关是否功能正常、灵活,指导灯工作是否正常;
(2)配电柜内是否干净,各模块上应干净无油渍;
(3)
各排电扇优胜,冷却体系过滤网应干净无堵塞,制冷风口应吹出冷风。
四、设备出现故障后的办法
无论是通俗机床照样数控设备,在工作中不免会出现如许或那样的故障,体系会产生不合的报警信息。
相对而言,越是先辈的、主动化程度高的设备,对外界情况的请求越高、检测的方面越多、知足主动运行的前提越严,维修起来越艰苦。
这就请求除了在日常平凡保持设备的活动前提外,更要把握住出现故障的刹时,保持好现场,以便于故障的清除。
那么,当设备出现故障时应当做些什么呢?
一般应做到如下几点:
1、保持现场
当设备出现非紧急故障时(指碰撞等现象),一般不要按下急停按钮,因为急停按钮会掩盖住很多状况,再次打开急停按钮故障以及报警则弗成复现,晦气于故障清除时对情况的诊断。
尤其是FANUC体系,重启后体系主动读取存储器中的数据,除非硬件故障,不然软故障及报警都被复位了,什么也看不见。
紧急状况除外
2、记录状况
出现故障时,应及时、周全的记录显示器上报警号及报警内容,并简单描述操作过程,便于今后分析故障。
记录的格局:
时光、操作员、报警号及内容、操作过程。
留意:
必定要完全,不然某些报警无法查到!
3、及时上报
4、保存本机床的故障记录
保存故障记录、维修记录,以利于下次出现故障时作为参考和佐证,以及在往后的保护保养时重点防备检查,防止类似事宜产生。
五、操作中的常见不良习惯
如今,在很多分厂因为老同志退休,以及设备增多造成老操作员分散、新操作员增长,很多操作员接触设备时光短,基本常识相对脆弱,某些意识尚未建立,对机床仅仅处于能操作会干活的程度,并且不肯意去进修一些道理性的器械,就形成了一种为甚麽不知道的现象。
并且把有些开通俗机床的习惯带入到数控设备操作中来了。
下面,举例解释日常平凡操作中一些不精确、不优胜的操作方法。
1、手轮操作不正规
手持操作单位,被大年夜部分操作员简称为手轮。
其功能是用于近距离手动操作机床活动的部件。
其重要由使能按钮、手摇脉冲产生器轴选旋钮(或按键)、倍率旋钮(或按键)构成,功能周全一些的还可以控制主轴以及法度榜样运行等根本操作。
在各分厂中,经常看见某位操作员一手持手轮,调剂好倍率后,用另一只手沿着脉冲产生器转轮侧面快速的拨动转轮扭转。
这时假如留意的话,会从显示器上发明数值再不平均的变更,同时仔谛听还可以或许听到进给轴丝杠不规律的活动声音。
这,就是如今广泛存在的一种对设备伤害极大年夜地操作方法。
前面讲过,数控机床为加快响应速度、进步活动精度,在直线活动中(非重型设备)平日采取滚珠丝杠副,经由过程直联的方法与伺服电念头联络起来,从而使伺服电念头的扭转活动转化为直线进给。
为去除中心环节、削减间隙,滚珠丝杠副两端还要加载预紧力。
滚珠丝杠是从梯形截面丝杠成长来的、轻型的、响应快速的、传动安稳的、活动精确的、把反转展转活动转化为直线活动的传动方法。
它的长处如上述所示很明显,但缺点也很明显,即抗冲击性负载差、传递扭矩较低、无自锁性,抗冲击性仅仅相当于矩形截面丝杠的几十甚至百分之一。
当手轮快速迁移转变时,体系为赶上编码的速度,须要克服各轴巨大年夜的惯性矩,使进给轴快速活动。
根据能量守恒定律P=1/2mv2,当须要轴快速活动,在质量必定的时刻,惯量与速度的平方成正比,体系须要极大年夜的电流加快度,同时这种加快度照样忽大年夜忽小、忽正忽反,形成不平均的轮回压力。
这种轮回压力对滚珠丝杠的伤害极大年夜,它将使其相干精度很快降低,并且寿命减小到正常的几十甚至百分之一。
精确的手轮应用办法是:
先应用持续进给的方法将进给轴活动到须要达到的地位邻近,然后选择合适的倍率(尽量不要应用高倍率),平均、迟缓的接近要达到的地位,完成后续工作。
2、应用水枪冲屑无所顾忌
经常有些操作员为了图省事,在工件加工完后,应用外置的手动冷却液枪清理工件内、工作台以及护板上的切屑,其现象是冷却液和切屑四处飞溅。
这同样是一种对设备伤害极大年夜的坏习惯。
在进口设备上,没有任何一个厂家原带外置清洗水枪,而国产机床厂家为逢迎用户的欢心,掉落臂及一些会存在隐患的情况,准许了用户的一些不合理请求。
其实用户往往不懂得设备的深层次状况,只是从应用便利的角度出发,对会产生什么情况不会有预感性。
为什么不克不及够装外置水枪呢?
机床的冷却液喷嘴多是从主轴上或接近机床的里侧向外喷冷却液,是以其设计的护板等都是里高外低,使切屑可以或许顺利的从护板上流下去,并且不会在护板的裂缝中夹住切屑。
加长进口机床护板设计合理、板材厚、变形小、刮板清理干净,是以护板下的空间可以或许被极好的保护住;反之,国产机床为下出世产成本,多采取一些小钣金厂伸缩防护板,板材薄、变形大年夜、刮屑不干净,造成切屑夹在伸缩节之间,并且冷却液也流进了被防护的空间,造成污染严重,冷却液四溢。
操作员站在机床外部向内部冲刷切屑,冷却液、切屑顺着裂缝流到护板下面的导轨上、床身里,时光长了造成油路堵塞、导轨被严重研伤的情况;并且,很多机床身没有设计回流渠道,时光稍长冷却液就会积聚,浸泡到滚珠丝杠两端的轴承,造成轴承生锈掉去精度,进给时进给轴窜动,体系报警;更有甚者,有的操作员把水枪伸到护板下清屑,冷却液进入了光栅内,造成光栅污染,甚至报废。
精确的清屑办法是:
起首应用笤帚或毛刷等清理对象,先将大年夜量的切屑清除掉落,然后应用棉纱等清理干净须要清理的部位;若必定要应用水枪,则需顺着护板伸缩偏向冲刷,切忌把切屑及冷却液冲到护板下面,并且要把护板伸缩节间的切屑清理干净,不然会加剧护板节间隙,造成大年夜量的切屑等进入护板下面。
再有,国产机床安装的护板保护性差,应按期拆开护板,检查护板下床身内是否存在大年夜量积屑,并及时清除,不然时光长了会挤压行程开关,造成回零时或活动过程中产生报警,对工件加工造成伤害。
若回零不准,坐标会产生巨大年夜偏移。
3、工件粗加工及编程方法的不合理
前面说过,滚珠丝杠最最大年夜的缺点就是抗冲击负载才能差,理论上适于加工已经进行过粗加工的工件。
但实际上,为加快加工进度、削减加工工序并加强工件一致性,往往很多毛坯料从粗加工到半精加工及精加工都由数控机床完成。
并且,工艺员、操作员不推敲机床的遭受才能,在编程时不推敲切削参数,加工是采取盘铣刀或大年夜直径立铣刀、大年夜切深大年夜切量去除加工余量。
这些断续加工、大年夜吃刀量加工是数控机床的致命杀手。
最简单的例子,某分厂XH718立式加工中间,除去机床自身的原因,因为操作和加工欠妥,在应用了3年阁下的时光后,造成了数台机床全部改换了Y轴丝杠,并且多次改换了丝杠端的固定轴承。
是以,除去编程原因,操作员加工时应尽量不应用盘铣刀等断续加工方法,并且应采取高转速、小切削量、快速进给的方法来进行加工。
这种加工方法已经成为现代数控加工的趋势,这种新的加工理念应尽快进入到如今各单位的实际工作中,以适应加工业的成长。
4、工量具摆放不规范
工量具的摆放实际上应属于老发展谈了。
在“6S”的请求中,“整顿”这一项今朝照样有些外面上的意思。
很多操作员检查时摆放得很整洁,日常工作中却照样愿意摆放在顺手的处所,固然多次出现摆放不安稳器械掉落下来的情况,但改正的时刻少。
5、关机次序不正常
经常有某位操作员为了赶紧更衣服回家,在没有封闭液压、退出数控体系的时刻,直接封闭总电源开关。
这是一种极有可能造成隐患的方法。
因为非正常关机,在数控体系中可能产生数据碎片,同时可能会鄙人电刹时形成冲击电流击穿体系芯片。
是以应按照精确次序关机,以免造成难以挽回的损掉。
以上,简单讲述了数控机床应用中的一些轻易出现问题的处所,讲述很不周全。
请各位有时光多看一些相干书本,加强理论常识进修,会避免工作过程中出现问题的几率。
 升级会员
升级会员 