焊接工艺规程分汽缸.docx
《焊接工艺规程分汽缸.docx》由会员分享,可在线阅读,更多相关《焊接工艺规程分汽缸.docx(17页珍藏版)》请在冰豆网上搜索。
焊接工艺规程分汽缸
宁夏核工业二一七锅炉厂
焊接工艺规程
规程编号FQG20120221
图号FQG20120221名称分汽缸
版次
阶段
说明
修改标记及处数
编制人及日期
审核人及日期
备注
2012第一版
产品制造
NB/T47015-2011
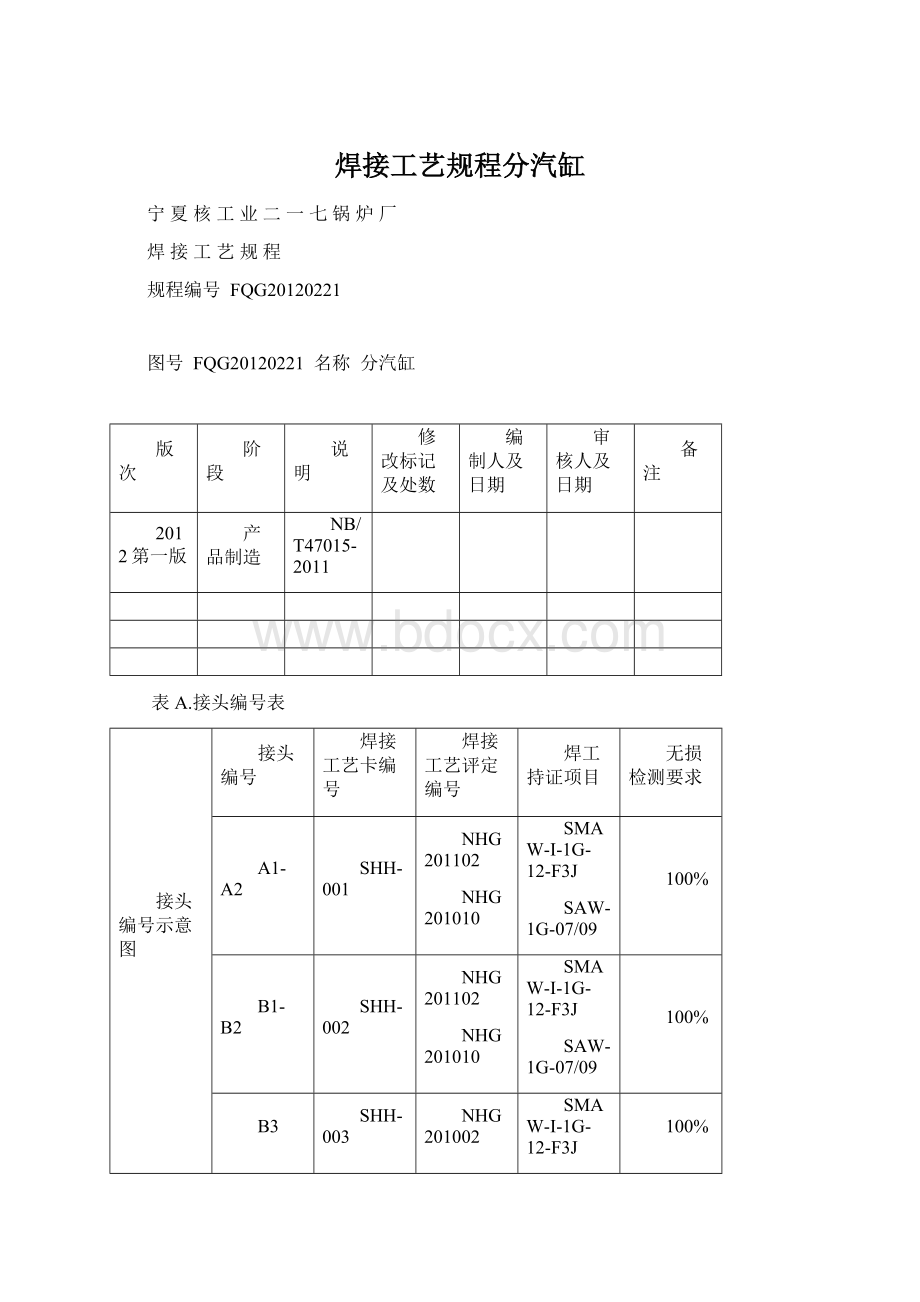
表A.接头编号表
接头编号示意图
接头编号
焊接工艺卡编号
焊接工艺评定编号
焊工持证项目
无损检测要求
A1-A2
SHH-001
NHG201102
NHG201010
SMAW-I-1G-12-F3J
SAW-1G-07/09
100%
B1-B2
SHH-002
NHG201102
NHG201010
SMAW-I-1G-12-F3J
SAW-1G-07/09
100%
B3
SHH-003
NHG201002
SMAW-I-1G-12-F3J
100%
C1-C10
SHH-004
NHG201005/NHG200804
SMAW-I-5FG-12/51-F1
D1-D9
SHH-005
NHG201004/NHG200804
SMAW-I-5FG-12/51-F1
D10-D12
SHH-006
NHG201004/NHG200804
SMAW-I-5FG-12/51-F1
表B.焊接材料汇总表
母材
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MIG/TIG
焊条牌号/规格
烘干温度/时间
焊丝牌号/规格
焊剂
烘干温度/时间
焊丝牌号/规格
保护气体
混合比
Q245R与20
E4303/φ3.2(4.0)
150℃/1-2h
Q245R与Q245R
E4316/φ3.2(4.0)
350℃/1-2h
H08A/φ4.0
HJ431
250℃/1-2h
Q235与20
E4303/φ3.2(4.0)
150℃/1-2h
压力容器技术特性
部位
设计压力,MPa
设计温度,℃
试验压力,MPa
焊接接头系数
容器类别
备注
筒体
1.7MPa
207.1℃
2.44MPa
1
II类
表C.接头焊接工艺卡
接头简图:
1,焊条,焊剂在350℃烘干1-2h,保温随用随
工艺卡编号
SHH-001
取。
清理破口周围20mm范围油锈杂质。
按图
接头名称
I型(板-板对接)
样组对点固。
接头编号
A1-A2
2,采用焊条电弧焊,按第一道参数封底焊。
焊接工艺评定报告编号
NHG201102
NHG201010
3,采用埋弧自动焊,按第二道参数施焊。
4,采用碳弧气刨,背面清根。
5,采用埋弧自动焊,按第三道参数施焊。
注
焊工持证项目
SMAW-I-1G-12-F3J
SAW-1G-07/09
意层间温度不超过250℃。
检验
序号
本厂
监检单位
第三方或用户
母材
Q245R
厚度mm
10mm
1
外观检验
/
/
Q245R
10mm
2
X射线
底片复查
X射线报告
焊接材料
E4316
规格
mm
φ3.2
3
力学性能
/
/
H08A+HJ431
φ4.0
4
水压试验
水压试验
水压试验报告
焊接位置
水平
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量kj/cm
施焊技术
SMAW/SAW
牌号
直径
极性
电流(A)
预热温度℃
/
1
SMAW
E4316
φ3.2
直流反接
100-130
20-24
90-150mm/min
21.08
道间温度℃
≤250℃
2
SAW
H08A
φ4.0
直流反接
500-600
25-32
15-25m/h
37.5
焊后热处理
/
3
SAW
H08A
φ4.0
直流反接
550-650
25-32
15-25m/h
40.9
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
表C.接头焊接工艺卡
接头简图:
1,焊条,焊剂在350℃烘干1-2h,保温随用随
工艺卡编号
SHH-002
取。
清理破口周围20mm范围油锈杂质。
按图
接头名称
I型(板-板对接)
样组对点固。
接头编号
B1-B2
2,采用焊条电弧焊,按第一道参数封底焊。
焊接工艺评定报告编号
NHG201102
NHG201010
3,采用埋弧自动焊,按第二道参数施焊。
4,采用碳弧气刨,背面清根。
5,采用埋弧自动焊,按第三道参数施焊。
注
焊工持证项目
SMAW-I-1G-12-F3J
SAW-1G-07/09
意层间温度不超过250℃。
检验
序号
本厂
监检单位
第三方或用户
母材
Q245R
厚度mm
10mm
1
外观检验
/
/
Q245R
10mm
2
X射线
底片复查
X射线报告
焊接材料
E4316
规格
mm
φ3.2
3
力学性能
/
/
H08A+HJ431
φ4.0
4
水压试验
水压试验
水压试验报告
焊接位置
水平
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量kj/cm
施焊技术
SMAW/SAW
牌号
直径
极性
电流(A)
预热温度℃
/
1
SMAW
E4316
φ3.2
直流反接
100-130
20-24
90-150mm/min
21.08
道间温度℃
≤250℃
2
SAW
H08A
φ4.0
直流反接
500-600
25-32
15-25m/h
37.5
焊后热处理
/
3
SAW
H08A
φ4.0
直流反接
550-650
25-32
15-25m/h
40.9
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
表C.接头焊接工艺卡
接头简图:
1,焊条,在350℃烘干1-2h,保温随用随
工艺卡编号
SHH-003
取。
清理破口周围20mm范围油锈杂质。
按图
接头名称
V型(板-板对接)
样组对点固。
接头编号
B3
2,采用焊条电弧焊,按第一道参数封底焊。
焊接工艺评定报告编号
NHG201002
3,采用焊条电弧焊,按第二道参数施焊。
4,采用焊条电弧焊,按第三道参数施焊。
意层间温度不超过250℃。
焊工持证项目
SMAW-I-1G-12-F3J
检验
序号
本厂
监检单位
第三方或用户
母材
Q245R
厚度mm
10mm
1
外观检验
/
/
Q245R
10mm
2
X射线
底片复查
X射线报告
焊接材料
E4316
规格
mm
φ3.2
3
力学性能
/
/
φ4.0
4
水压试验
水压试验
水压试验报告
焊接位置
水平
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量kj/cm
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度℃
/
1
SMAW
E4316
φ3.2
直流反接
100-120
20-24
90-150mm/min
21.08
道间温度℃
≤250℃
2
SMAW
E4316
φ4.0
直流反接
100-130
20-24
90-150mm/min
22.3
焊后热处理
/
3
SMAW
E4316
φ4.0
直流反接
110-130
20-24
90-150mm/min
23.02
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
表C.接头焊接工艺卡
接头简图:
1,焊条,在350℃烘干1-2h,保温随用随
工艺卡编号
SHH-004
取。
清理破口周围20mm范围油锈杂质。
按图
接头名称
管板插入式
样组对点固。
接头编号
C1-C10
2,采用焊条电弧焊,按第一道参数封底焊。
焊接工艺评定报告编号
NHG201005NHG200804
用钢丝刷清理焊渣,至露出金属光泽。
3,采用焊条电弧焊,按第二道参数施焊。
4,采用焊条电弧焊,按第三,四道参数施焊。
焊工持证项目
SMAW-I-5FG-12/51-F1
意层间温度不超过250℃。
检验
序号
本厂
监检单位
第三方或用户
母材
20
厚度mm
/
1
外观检验
/
/
Q235-B
10mm
焊接材料
E4303
规格
mm
φ3.2
焊接位置
水平
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量kj/cm
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度℃
/
1
SMAW
E4303
φ3.2
直流反接
 升级会员
升级会员 