CD-130汽车变速器箱体加工工序卡片.doc
《CD-130汽车变速器箱体加工工序卡片.doc》由会员分享,可在线阅读,更多相关《CD-130汽车变速器箱体加工工序卡片.doc(30页珍藏版)》请在冰豆网上搜索。
下载可编辑
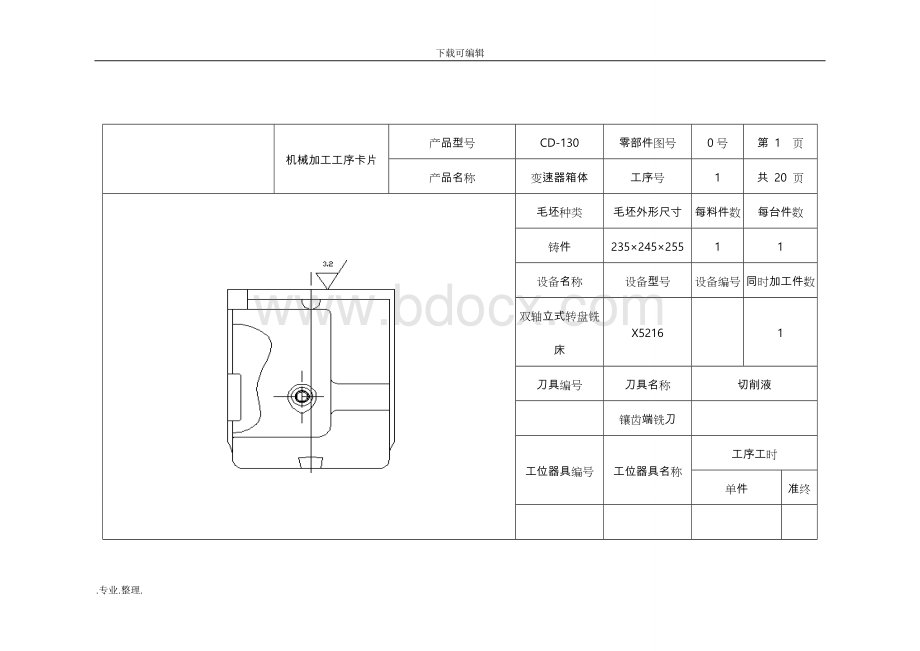
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第1页
产品名称
变速器箱体
工序号
1
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
双轴立式转盘铣床
X5216
1
刀具编号
刀具名称
切削液
镶齿端铣刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/min
进给次数
工步工时
机动
辅助
1
粗铣上盖结合面
双轴立式转盘铣床
600
50
2
精铣上盖结合面
双轴立式转盘铣床
600
50
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第2页
产品名称
变速箱箱体
工序号
2
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
立式三工位钻、铰攻螺纹组合机床
U1001
1
刀具编号
刀具名称
切削液
钻扩铰复合刀具、机夹式丝锥
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
钻孔M10螺纹孔和ф10的工艺孔
立式三工位钻、铰攻螺纹组合机床
500
0.2
2
扩ф10的工艺孔
立式三工位钻、铰攻螺纹组合机床
500
0.3
3
铰孔M10螺纹孔和ф10的工艺孔
立式三工位钻、铰攻螺纹组合机床
300
0.5
4
攻螺纹
同上
100
1.5
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第3页
产品名称
变速箱箱体
工序号
3
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
组合机床
X255
1
刀具编号
刀具名称
切削液
镶齿端铣刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/min
进给次数
工步工时
机动
辅助
1
粗铣前端面
组合机床
600
160
2
粗铣后端面
组合机床
600
160
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第4页
产品名称
变速箱箱体
工序号
4
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
组合铣床
X255
1
刀具编号
刀具名称
切削液
镶齿端铣刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/min
进给次数
工步工时
机动
辅助
1
粗铣两侧窗口面及凸台面
组合铣床
600
20
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第5页
产品名称
变速箱箱体
工序号
5
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面组合钻床
1
刀具编号
刀具名称
切削液
麻花钻
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
钻左右端面孔
卧式双面组合钻床
1000
0,3
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第6页
产品名称
变速箱箱体
工序号
6
共20页
工件在转台上回转90°
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
回转台
1
刀具编号
刀具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
工件在转台上回转90°
回转台
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第7页
产品名称
变速箱箱体
零部件图号
7
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面组合钻床
1
刀具编号
刀具名称
切削液
麻花钻
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
钻箱体右侧凸台面螺纹底孔
卧式双面组合钻床
1000
0.15
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第8页
产品名称
变速箱箱体
工序号
8
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
双面钻铣组合机床
1
刀具编号
刀具名称
切削液
端铣刀,麻花钻
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
粗铣倒档孔内端面
双面钻铣组合铣床
600
0.3
2
钻加油孔
双面钻铣组合铣床
800
0.3
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第9页
产品名称
变速箱箱体
工序号
9
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235X245X255
1
1
设备名称
设备型号
设备编号
同时加工件数
双面卧式多轴组合镗床
1
刀具编号
刀具名称
切削液
单刃浮动镗刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
粗镗前后断面轴承孔
双面卧式多轴组合镗床
400
0.3
2
扩倒车齿轮轴孔
双面卧式多轴组合镗床
400
0.3
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第10页
产品名称
变速箱箱体
工序号
10
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
组合钻床
1
刀具编号
刀具名称
切削液
麻花钻
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
钻底面放油孔
组合钻床
800
0.3
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第11页
产品名称
变速箱箱体
工序号
11
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面多轴组合镗床
1
刀具编号
刀具名称
切削液
单刃浮动镗刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
精镗前后轴承孔
卧式双面多轴组合镗床
400
0.2
2
铰倒车齿轮轴孔
卧式双面多轴组合镗床
400
0.2
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第12页
产品名称
变速箱箱体
工序号
12
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面组合铣床
1
刀具编号
刀具名称
切削液
镶齿端铣刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/min
进给次数
工步工时
机动
辅助
1
精铣两侧窗口面
卧式双面组合铣床
600
1.33
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第13页
产品名称
变速箱箱体
工序号
13
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面多轴攻螺纹组合机床
1
刀具编号
刀具名称
切削液
机用丝锥
工位器具编号
工位器具名称
工序工时
单件
准终
工位号
工位内容
工艺装备
主轴转速
m/min
进给量
mm/r
进给次数
工步工时
机动
辅助
工位1
前端面6-M8攻螺纹
卧式双面多轴攻螺纹组合机床
2.98
1.5
-
工位2
后端面4-M12攻螺纹
卧式双面多轴攻螺纹组合机床
3.18
1.5
-
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第14页
产品名称
变速箱箱体
工序号
14
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式双面铣、攻螺纹组合机床
1
刀具编号
刀具名称
切削液
镶齿端铣刀机用丝锥
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
m/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
精铣倒档孔内端面
卧式双面铣、攻螺纹组合机床
60
88.118
2
取力窗口侧面攻加油螺孔
卧式双面铣、攻螺纹组合机床
6.27
2.209
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第15页
产品名称
变速箱箱体
工序号
15
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式攻螺纹组合机床
1
刀具编号
刀具名称
切削液
机用丝锥
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
m/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
攻窗口面螺纹
卧式双面多轴攻螺纹组合机床
3
1.5
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第16页
产品名称
变速箱箱体
工序号
16
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式攻螺纹组合机床
1
刀具编号
刀具名称
切削液
机用丝锥
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
m/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
底面油孔攻丝
卧式攻螺纹组合机床
3
1.5
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第17页
产品名称
变速器箱体
工序号
17
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
组合龙门铣床
X255
1
刀具编号
刀具名称
切削液
镶齿端铣刀
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/min
进给次数
工步工时
机动
辅助
1
精铣前后端面
组合龙门铣床
600
160
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第18页
产品名称
变速箱箱体
工序号
18
共20页
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
1
刀具编号
刀具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
去毛刺
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第19页
产品名称
变速箱箱体
工序号
19
共20页
在温度80°-90°含0.4﹪-1.1﹪的苏打及0.25-0.5亚硝酸钠溶液中清洗零件,清洗后用压缩空气吹干净。
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
1
刀具编号
刀具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
清洗
清洗机
编制
校对
审核
会签
机械加工工序卡片
产品型号
CD-130
零部件图号
0号
第20页
产品名称
变速箱箱体
工序号
20
共20页
检验工序图见零件图
检验项目
1.外观缺陷100﹪检查
2.轴承孔尺寸精度、粗糙度按图样要求100﹪检查
3.两支撑孔轴线同轴度误差不大于0.025mm,抽查5﹪
4.倒车齿轮孔的轴线在100mm长度上平行度误差不大于0.015mm,抽查5﹪
5.两倒车齿轮孔同轴度误差不大于0.01mm,抽查5﹪
6.端面T1与T2不平行度不大于0.08mm,抽查5﹪
7.端面T1T2对T3的垂直度不大于0.003/100,端面T3平面度不大于0。
08mm,抽查5﹪
8.全部螺孔、销孔精度按图样要求,抽查10﹪
毛坯种类
毛坯外形尺寸
每料件数
每台件数
铸件
235×245×255
1
1
设备名称
设备型号
设备编号
同时加工件数
1
刀具编号
刀具名称
切削液
工位器具编号
工位器具名称
工序工时
单件
准终
工步号
工步内容
工艺装备
主轴转速
r/min
进给量
mm/r
进给次数
工步工时
机动
辅助
1
终检
检验台
编制
校对
审核
会签
.专业.整理.
 升级会员
升级会员 