常用钢材焊材选用表要点.docx
《常用钢材焊材选用表要点.docx》由会员分享,可在线阅读,更多相关《常用钢材焊材选用表要点.docx(17页珍藏版)》请在冰豆网上搜索。
常用钢材焊材选用表要点
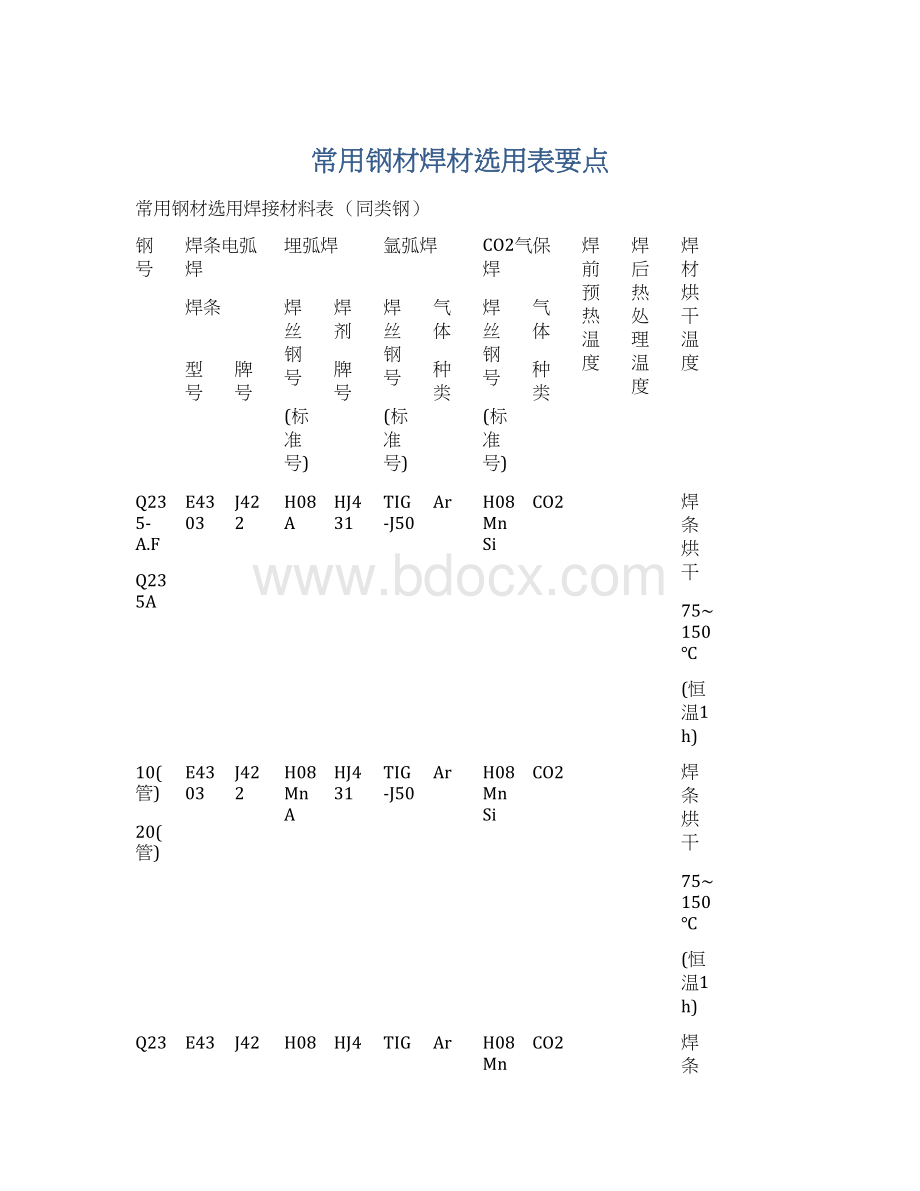
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
Q235-A.F
Q235A
E4303
J422
H08A
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
75~150℃
(恒温1h)
10(管)
20(管)
E4303
J422
H08MnA
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
75~150℃
(恒温1h)
Q235-B
Q235-C
E4316
E4315
J426
J427
H08A
H08E
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
350~380℃
(恒温1h)
20G、20g
20R、20(锻)
E4315
E4315
J426
J427
H08A
H08E
H08MnA
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
350~380℃
(恒温1h)
16Mn
16MnR
E5016
E5015
J506
J507
H10MnSi
H10Mn2
HJ431
HJ350
H10MnSi
Ar
H08Mn2Si
CO2
焊条烘干
350~380℃
(恒温1h)
16MnD
16MnDR
E5016-G
E5015-G
J506RH
J507RH
H10MnNiMoA
SJ101
TG50
Ar
MG50-3
CO2
焊条烘干
350~380℃
(恒温1h)
15MnNiDR
E5015-G
W607
H08MnA
SJ102
TG50
Ar
MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
12CrMo
E5515-B1
R207
H08CrMoA
HJ350
TIG-R30
Ar
H08CrMnSiMo
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
15CrMo
E5515-B2
R307
H13CrMoA
HJ350
SJ103
ER55-B2
ER55-B2L
Ar
ER55-G
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
12Cr1MoV
E5515-B2-V
R317
H08CrMoVA
HJ350
ER55B2MnV
Ar
200-300℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
1Cr5Mo
E5MoV-15
R507
H0Cr5Mo
Ar
200-300℃
760±10℃
焊条烘干
380~420℃
(恒温1.5h)
0Cr18Ni9
E308-16
E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102.A107
150℃1h
250℃1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10Ti
HJ260
H0Cr21Ni10Ti
Ar
A132.A137
150℃1h
250℃1h
0Cr17Ni12Mo2
E316-16
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
A202.A207
150℃1h
250℃1h
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
0Cr18Ni12Mo2
E316L-16
E318-16
A022
A212
H00Cr19Ni
12Mo2
HJ260
H00Cr19Ni
12Mo2
Ar
A022.A212
150℃1h
00Cr19Ni10
E308L-16
A002
H00Cr21Ni10
HJ260
H00Cr21Ni10
Ar
A002
150℃1h
1Cr13
E410-16
G202
G202
150℃1h
1Cr6Si2Mo
E5MoV-15
R507
焊条烘干
380~420℃
(恒温1.5h)
RQTSi505
EZC
Z202
Z202
150℃1h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
碳素钢之间焊接
Ⅰ+Ⅰ
E4303
J422
H08A
HJ431
TIG-J50
Ar
J422.J427
150℃1h
380℃1h
E4315
J427
碳素钢与强度型低合金钢焊接
Ⅰ+(Ⅱ-1)
E4303
J422
H08A
H08MnA
HJ431
H10MnSi
Ar
J422.J427
150℃1h
380℃1h
E4315
J427
Ⅰ+(Ⅱ+2)
E4315
J427
H08MnA
HJ431
H10MnSi
Ar
J427.J507
380℃1.5h
E5016
J507
Ⅰ+(Ⅲ+⒈)
Ⅰ+(Ⅲ+⒉)
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427.J507
380℃1.5h
E5015
J507
碳素钢与耐热型低合金钢焊接
Ⅰ+Ⅳ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
150~250℃
650~700℃
J427
380℃1.5h
Ⅰ+Ⅴ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
强度型低合金
钢的焊接
Ⅱ+Ⅱ
E5015
J507
H08MnA
H10MnSi
HJ431
H10MnSi
Ar
J507、J557
380-420℃恒温1-2h
E5515-G
J507
强度型低合金
钢的焊接
Ⅱ+(Ⅲ-1)
Ⅱ+(Ⅲ-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃
恒温1-2h
HJ350
(Ⅱ+2)+(Ⅲ+1)
(Ⅱ+2)+(Ⅲ+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557
380℃
恒温1-2h
E5515-G
J557
HJ350
强度型低合金
钢与耐热型低
合金钢焊接
Ⅱ+Ⅳ
E5003
J502
150-250℃
650-700℃
J502
150℃1h
E5015
J507
150-250℃
650-700℃
J507
380℃1-2H
Ⅲ+Ⅳ
E5003
J502
150-250℃
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
J557
200-300℃
760℃±10℃
J557
380℃1-2h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
强度型低合金钢与耐热型低合金钢焊接
Ⅲ+Ⅴ
E5015
J507
200-300℃
760±10℃
J507.J557
380~420℃1.5h
E5515-G
J557
耐热型低合金钢之间焊接
(Ⅳ-1)+(Ⅳ-2)
E5515-B1
R207
150~250℃
650~700℃
R207.R307
380~420℃1.5h
E5515-B2
R307
E309-15
A307
A307
250℃1.5h
Ⅳ+Ⅴ
E5515-B1
R207
200~300℃
760±10℃
R207.R307
R317.R407
380~420℃
1.5h
E5515-B2
R307
E5515-B2-V
R317
E6015-B3
R407
E310-15
A407
A407
250℃1.5h
珠光体钢与铁素体不锈钢焊接
(Ⅰ+Ⅳ)+Ⅶ
E309-16
A302
A302
150℃1h
E309-15
A307
A307
250℃
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
焊材烘干
 升级会员
升级会员 