+铸造工艺设备与设计课程课后作业.docx
《+铸造工艺设备与设计课程课后作业.docx》由会员分享,可在线阅读,更多相关《+铸造工艺设备与设计课程课后作业.docx(10页珍藏版)》请在冰豆网上搜索。
+铸造工艺设备与设计课程课后作业
1、通过本课程的学习,同学们应该具有什么能力(能做什么)?
2、工程技术人员在进行铸造工艺设计过程中应坚持哪几条基本原则?
3、工程技术人员所设计的铸造工艺与铸造生产其他过程之间是什么关系?
4、试绘制普通砂型铸造的流程图
5、试绘制消失模铸造的流程图
6、一种壁厚15mm、重量50kg的铸铁件是否适合用压力铸造方法来生产?
为什么?
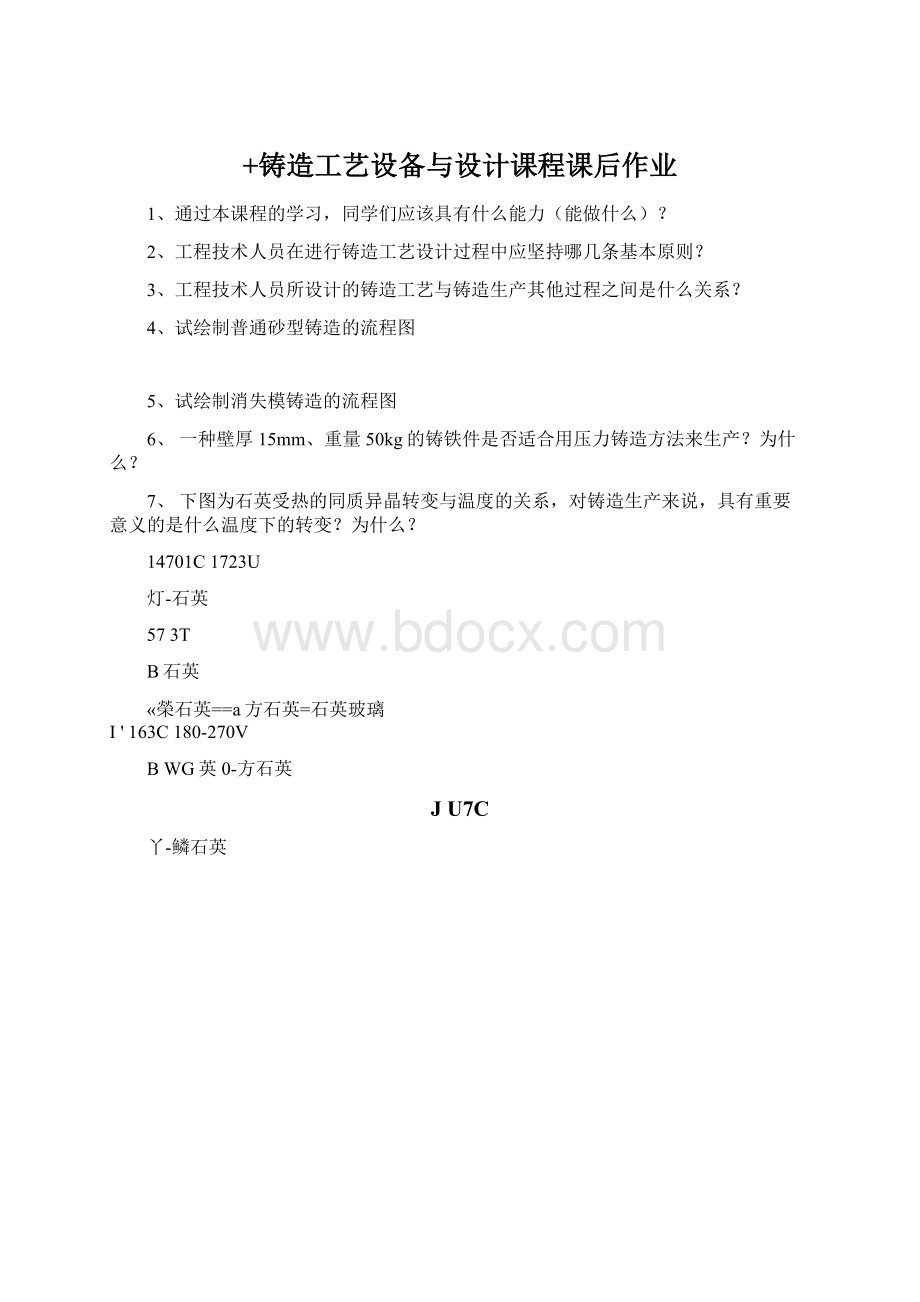
7、下图为石英受热的同质异晶转变与温度的关系,对铸造生产来说,具有重要意义的是什么温度下的转变?
为什么?
14701C1723U
灯-石英
573T
B石英
«榮石英==a方石英=石英玻璃
I'163C180-270V
BWG英0-方石英
JU7C
丫-鳞石英
400Kill)12rxi1600
fit叱兀1
图12常用.flWcM料的统刪帐率
1山英2戟化段出叩]
&什么是原砂的含泥量?
原砂的含泥量对型砂的哪些性能有较大的影响?
9、从理论上讲,大多数铸造用砂的耐火度都要求高于合金的浇注温度,但由于耐火材料的基体及其所含的杂质与金属液或粘结剂中的有关物质发生相互作用,而生成低熔点的化合物或共熔物。
它们通常在远低于耐火材料本身耐火度的温度下开始形成液相。
因此,对铸造用砂来说,要求材料本身具有高的耐火度固然是重要的,但更有意义的是
_即最低共熔点。
比较简单、实用的方法是测试原砂及其混合料的烧结点。
10、
11、粘土根据它含有的粘土矿物种类及其性能的不同,主要分为
和两大类。
通常,用N代表普通粘土、用P代表膨润土。
普通粘土主要由—_组成。
膨润土主要由__组成。
12、水是极性分子,可表示为一般情况下,由于分子的热运动,水分子排列得很乱,在重力的作用下,可以自由流动,称为自由水。
当粘土在水中与
水作用时,由于粘土质点表面带负电荷,使它牢固地吸附着水分子,水则以一定的取向分布在粘土质点周围,这种作用叫水化作用。
粘土水化以后,形成一个胶团,如图2-19所示。
(何培之《铸造材料化学》)
牢固结合水”。
在牢固结合水的周围(即扩散层中)也吸住一部分水分子。
这些水分子的定向程度随着离开粘土质点距离的增加而减弱。
水分子离开质点愈远,它
们之间的结合力愈小,故把这一层水叫做松结合水”松结合水以外的是自由水结合水(包括牢固的与松的)与自由水在物理性质上是不同的,结合水的密度大,热容小,冰点低。
牢固结合水不能流动,具有很大的粘滞性,而松结合水有可能发生非常缓慢的流动,但不受重力的影响,具有较高的粘滞性。
由于粘土与水结合,形成水化薄膜,使粘土质点与质点分割,促进了质点的滑动,从而使粘土-水体系产生了可塑性。
(何培之《铸造材料化学》)
从以上讨论的情况可以认为粘土砂的粘结机理是:
13、在金属液的热作用下,铸型温度升高,导致铸型体积膨胀、型内水分迁移等现象产生。
金属和铸型间的机械作用和物理化学作用亦随温度升高而加剧。
__
用是其它两方面作用的基础。
14、湿型被金属液急剧加热时,砂型中的水分会从高温的型腔表面层向低温的里层迁移,水分迁移的原因是砂型表面层中的水分受热蒸发变成水蒸气、水蒸气通过砂粒间的孔隙流向砂型内层,进而凝聚成水;另外急热时砂粒间孔隙中的水在压力差和表面张力的作用下也由温度高处向温度低处移动。
由于水分迁移的结果,在湿型中出现四个区域(见图1—13)。
图M3浸注后觀型屮
第一区域一一干燥区
第二区域一一水分饱和凝聚区
第三区域一一过渡区。
也叫水分不饱和凝聚区。
它是从铸型中温度为100C至室温的区域。
干燥区来的水蒸气在此区域凝结。
故这个区域的水分含量比正常区的稍高,但其分布是不均匀的,随着至型腔表面距离的增加而减少,直至趋向正常的水分,因此称为过渡区。
水分饱和凝聚区和过渡区总称为水分凝聚区。
第四区域一一正常区。
它是从铸型温度为室温至砂箱壁处。
该区域未受液体金属热作用的影响,其温度、水分、强度和透气性都保持正常的状态。
必须指出,当液体金属表面尚未凝固成硬壳之前,干燥区与水分凝聚区的大小、位置、强度和透气性的高低对铸件的质量有很大的影响。
但当液体金属表面已经
凝固并具有足够的强度后,水分迁移对铸件质量的影响就不明显。
15、防止机械粘砂有哪些措施?
16、
等为主要作用的铸造辅助材料统称为铸型涂料。
一般铸型涂料厚度为零点几个毫米至数毫米。
17、涂料有哪些作用?
18、水玻璃砂有哪些特点(优点和缺点)?
19、铸造用水玻璃的粘度关系到是否能与原砂混合均匀,因此水玻璃的粘度是重要指标。
模数和比重均对水玻璃的粘度有影响。
其相互关系如图1-6所示。
从图中的曲线你发现了什么规律?
H
si—b亦玻厲的©6/朮2比与粘性
轴关索【黔宇县©0沙苗含■佛口
20、图2为水玻璃模数和浓度对粘度的关系,从图中你看出了什么,可以得出什么样的结论?
图2啦玻期極Ef利谦理MfcM更的喲响
表4水玻璃的浓度与摸数临界值的对应关系
模數2,(JZ22.42.C)2.83(;3*2L43.6生Ji4,0
21、水玻璃砂在混砂时加入液态或固态硬化剂,在室温下能够自硬,不必吹C02或加热,砂型(芯)在硬化后起模,称之为水玻璃自硬砂。
相对来说,它能制作更
大的砂型(芯),并可用另外的型砂作背砂,具有极大的灵活性。
钠水玻璃自硬砂一般由、、,以及为改
善砂型(芯)性能、减少铸件缺陷、提高铸件表面质量的附加物所组成。
22、烘干硬化水玻璃砂的硬化原理是通过加热,
使水玻璃中硅酸钠聚合成由胶粒构成的立体网状骨架的含Na+的硅凝胶。
当加热到180-200E以上时脱水得到水玻璃凝胶比由硅溶胶生成的硅酸凝
胶更致密,具有较高的强度,其强度比CO2硬化水玻璃砂高10倍左右。
23、水泥是重要的建筑材料,品种多,用途广,外观为灰白色粉末状,与—混合后可以胶凝硬化,可用作铸造自硬砂粘结剂。
铸造用水泥粘结剂按组成分,有硅酸盐水泥和矶土水泥;按硬化特性分,
有普通硅酸盐水泥和早强水泥(包括快凝快硬水泥、特快硬水泥)。
矶土水泥也是
时间和硬化周期较长,其应用范围逐渐减少。
矶土水泥耐火度比普通水泥高,在
中使用较多。
以下两张图将在作业中多次使用,请同学们各自多打印几张备用。
题号:
题号:
”县,戸護>刁肯盂“
.MS
8星*怎鼻.聖■煜Ii一昌进:
_.“吗二拿兰二
€G
7r
丄
丄1「
卩
L-
1
1
1
€
—
TU
图1米煤机机座
1——3
圈
W
*
亠
1
「7
1亠
函2书爭
技术要求
1.未注铸适圆蔭R3
2•未注尺寸公差按[T16
制图
王吳
201&年5月
1:
1
王昊
2恥郸月
ET20Q
輟花報
1LINGJH1
25、简述零件结构的铸造工艺性分析的步骤和方法
26、请分析图1所示铸件结构的铸造工艺性27、请设计图1所示铸件的浇注位置和分型面,并用标准的工艺符号在图纸上表达出来。
然后在图纸的空白处用文字说明你设计的浇注位置和分型面满足哪几条设计原则。
28、请选择图1所示铸件的铸造工艺参数,能用工艺符号表达的请画在图纸上,不能用符号表达的请在图纸的空白处用文字说明。
29、请设计图1所示铸件的砂芯,请在图纸上用工艺符号表达出来。
30、根据内浇道注入型腔的位置可将浇注系统分成哪几类?
请填写在图中
即C)<1}
图了-2*金届逹人型腔的四种形式
31、请在图1中绘制你设计的浇注系统
7-5所示。
32、通过模拟试验可以观察到,浇口杯内液面的高低影响最大。
如图
[LI対
链性毅念对械號迟动附影咱町令堺h).cj祐Jft
因此,
匕外浇口杯还应有合理的形状和结构,以防止,提高浇口杯的
挡渣能力。
33、当金属液柱高而横浇道较短时,大部分金属液越过离直浇道较近的内浇道而进入最远的内浇道中,液流分配比例如图7—12所示。
34、生产中常将横浇道的断面做成_梯形,内浇道制成梯形,内浇道
置于横浇道之,并使h横=()h内,以保证内浇道的吸动作用不会到达
横浇道顶面。
-
35、试设计图2所示铸件的浇注位置、分型面和浇注系统(用工艺符号在图纸上表达出来),并计算其阻流截面积及其他浇注系统组元的尺寸。
36、简述通用冒口设计的基本原则(3条)
37、简述冒口位置的确定原则(8条)
38、设计图1所示铸件的冒口(仅确定安放位置)
39、用模数法计算39题所设计的图1所示铸件的冒口的尺寸
41、提高冒口补缩效率的工艺措施一般有哪些?
,并用
42、根据所学知识,请重新设计图1所示铸件的冒口(注意补贴的运用)比例法绘制出冒口的尺寸大小。
43、请设计图2所示铸件的浇注位置、分型面、浇注系统。
44、根据题43的工艺设计,试设计其模样和模底板,用图纸表达它们的相互位置关系即可。
45、根据题29设计的砂芯,试设计其芯盒,用草图表达处芯盒结构即可。
46、请给出生产图1所示铸件所需的砂箱尺寸。
47、简述过程的含义。
你认为划分过程的目的是什么?
48、请阐述在工艺设计中应如何落实工艺设计六原则中的“有效指导原则”
49、你知道目前有哪些铸造工艺数值模拟软件?
选择其一陈述其特点
试分析其原因,
50、在干型砂型铸造生产中,有时会出现翻箱时砂型塌箱的现象,并提出预防措施。
 升级会员
升级会员 