气液分离器检测报告数据资料.docx
《气液分离器检测报告数据资料.docx》由会员分享,可在线阅读,更多相关《气液分离器检测报告数据资料.docx(54页珍藏版)》请在冰豆网上搜索。
气液分离器检测报告数据资料
焊缝射线检测报告
RadiationTestReport
检件名称:
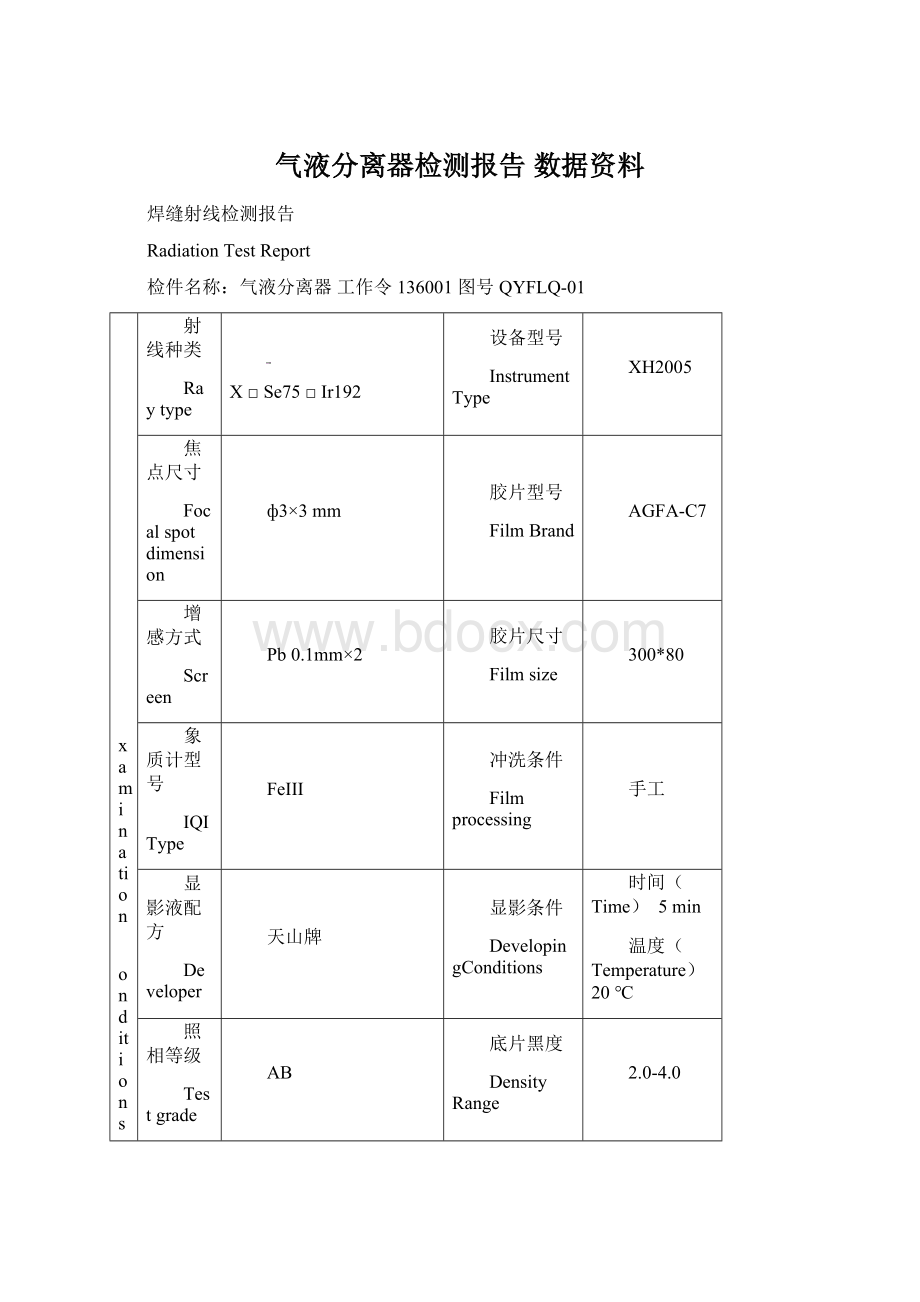
气液分离器工作令136001图号QYFLQ-01
检
测
条
件
与
工
艺
参
数
Examination
ConditionsandProcedure
Parameters
射线种类
Raytype
X□Se75□Ir192
设备型号
InstrumentType
XH2005
焦点尺寸
Focalspotdimension
ф3×3mm
胶片型号
FilmBrand
AGFA-C7
增感方式
Screen
Pb0.1mm×2
胶片尺寸
Filmsize
300*80
象质计型号
IQIType
FeIII
冲洗条件
Filmprocessing
手工
显影液配方
Developer
天山牌
显影条件
DevelopingConditions
时间(Time)5min
温度(Temperature)20℃
照相等级
Testgrade
AB
底片黑度
DensityRange
2.0-4.0
焊缝编号
WeldingseamNo.
A1
BI/B2
材料牌号
Material
SS304
SS304
母材厚度mm
WeldThk
4mm
4mm
透照方式
Photographymode
双壁单影
双壁单影
焦距mm
FFD
500
500
能量KV/Ci
Energy
150
150
管电流mA
Current
5
5
曝光时间min
Exposuretime
3
3
焊缝长度mm
Lengthofwelds
940
1124*2
一次透照长度Effectivelengthmm
250
250
要求检测比例(%)
ExaminationProportionRequired
20%
20%
实际检测比例(%)
ActualExaminationProportion
26%
22%
检测标准
Executivestandard
JB/T4730.2-2005
Ⅲ级
工艺编号
CraftcardSN
GY-RT-SN11
合格底片数量
Acceptancefilms
A类焊缝(张)
CategoryA
B类焊缝(张)
CategoryB
相交焊缝(张)
JointWelds
共计(张)
Total
最终评定结果
FinalEvaluationResults
I级(张)
GradeI
II级(张)GradeII
III级(张)GradeIII
IV级(张)
GradeIV
1
2
2
3
3
0
0
0
缺陷及返修和其它情况说明
DefectsAndRepairsInstruction
检测结果
EaminationResults
1.本台产品返修位共0张,最高返修次数0次,焊缝返修长度0mm。
Thereis(are)total0repairsontheproduct.Maxrepairtimesis0
Weldsrepair0mm
2.超标缺陷部位返修后复探合格。
Therepairhas(have)beenre-examinedandcanbeacceptable.
3.返修部位缺陷情况见焊缝射线检测评定表。
PleaserefertotheRadiographicExaminationFilmInterpretaionSheetforweldformoredetailsaboutinitialdefect.
4.焊缝一次合格率100%。
Weldinglinepercentofpass100%
5.本台产品焊缝质量符合JB/T4730.2-2005Ⅲ级的要求,结果合格。
WeldsqualityoftheproductmeetstherequirementsofgradeJB/T4730.2-2005ⅢItcanbeacceptable.
6.检测位置及底片情况见焊缝射线底片评定表及射线检测部位示意图。
(另附)
PleaserefertomapofRadiographicExamination(attached)andtheRadiographicExaminationFilmInterpretaionSheetforweldsforexaminationlocationsandmoredetails
报告人(资格):
Prepared(Qualification):
日期:
2013-3-29
Date:
审核人(资格):
Reviewed(Qualification):
日期:
2013-3-29
Date:
无损检测专用章
StampofNDT
射线探伤报告
RadiationTestReport
报告编号:
RT12-SN-11探伤日期:
2013年3月28日报告日期:
2013年3月28日
ReportNo.:
RTdate:
Reportdate:
施工单位
Constructioncontractor
上海神农机械有限公司
工艺卡编号
CraftcardSN
GY-RT-SN11
检件编号
TestpieceNo
136001-QYFLQ-01
材质
Material
S304
规格
Specification
4mm
检件名称
TestpieceName
筒节
检测比例
Deg.ofNDE
20%
透照厚度
WeldThk
4mm
检验等级
Testgrade
AB级
执行标准
Executivestandard
JB/T4730.2-2005
合格级别
Passgrade
Ⅲ级
射线种类
Raytype
X射线
射线机型号
InstrumentType
XH-2505
胶片牌号
FilmBrand
AGFA-C7
增感屏厚度
ScreenPb
0.1*2mm
居里数ci
Curiage
/
管电流
Current
5mA
管电压
Voltage
155/170Kv
曝光时间
Exposuretime
3min
像质计型号
IQIType
Fe-III
像质计灵敏度
IQIWiredia
14
像质计放置
IQIlocality
源侧S.Side
胶片侧F.Side
透照方式
Photographymode
D
√
透照焦距
FFD(mm)
500mm
底片黑度
DensityRange
2.0-4.0
胶片尺寸
Filmsize
300*80mm
有效长度
Effectivelength
250mm
序号
S/N
焊缝号
Welding
seamNo.
片号
FilmNo.
焊工号
WelderNo
缺陷性质
Defectstype
备注
评定级别
Assessmentgrade
裂纹
Cracks
未熔合
LackofFusion
未焊透
Lackofpenetrat
条状
stripy
圆形
Round
其他
Others
I
II
III
IV
是否
合格
√×
1
A1
1
√
√
2
B1
1
√
√
T
3
B2
1
√
√
T
4
以下空白
5
6
7
8
9
10
11
12
13
14
15
16
17
18
以下空白
拍片人
Photographer
评片人
Filmassessor
复评人
Re-assessor
检测单位
(盖章)
Testcontractor
焊缝射线检测报告
RadiationTestReport
检件名称:
气液分离器工作令:
136001图号:
QYFLQ-02-1
检
测
条
件
与
工
艺
参
数
Examination
ConditionsandProcedure
Parameters
射线种类
Raytype
X□Se75□Ir192
设备型号
InstrumentType
XH2005
焦点尺寸
Focalspotdimension
ф3×3mm
胶片型号
FilmBrand
AGFA-C7
增感方式
Screen
Pb0.1mm×2
胶片尺寸
Filmsize
300*80
象质计型号
IQIType
FeIII
冲洗条件
Filmprocessing
手工
显影液配方
Developer
天山牌
显影条件
DevelopingConditions
时间(Time)5min
温度(Temperature)20℃
照相等级
Testgrade
AB
底片黑度
DensityRange
2.0-4.0
焊缝编号
WeldingseamNo.
A1
BI/B2
材料牌号
Material
SS304
SS304
母材厚度mm
WeldThk
4mm
4mm
透照方式
Photographymode
双壁单影
双壁单影
焦距mm
FFD
500
500
能量KV/Ci
Energy
150
150
管电流mA
Current
5
5
曝光时间min
Exposuretime
3
3
焊缝长度mm
Lengthofwelds
1100
1124*2
一次透照长度Effectivelengthmm
250
250
要求检测比例(%)
ExaminationProportionRequired
20%
20%
实际检测比例(%)
ActualExaminationProportion
26%
22%
检测标准
Executivestandard
JB/T4730.2-2005
Ⅲ级
工艺编号
CraftcardSN
GY-RT-SN11
合格底片数量
Acceptancefilms
A类焊缝(张)
CategoryA
B类焊缝(张)
CategoryB
相交焊缝(张)
JointWelds
共计(张)
Total
最终评定结果
FinalEvaluationResults
I级(张)
GradeI
II级(张)GradeII
III级(张)GradeIII
IV级(张)
GradeIV
1
2
2
3
3
0
0
0
缺陷及返修和其它情况说明
DefectsAndRepairsInstruction
检测结果
EaminationResults
1.本台产品返修位共0张,最高返修次数0次,焊缝返修长度0mm。
Thereis(are)total0repairsontheproduct.Maxrepairtimesis0
Weldsrepair0mm
2.超标缺陷部位返修后复探合格。
Therepairhas(have)beenre-examinedandcanbeacceptable.
3.返修部位缺陷情况见焊缝射线检测评定表。
PleaserefertotheRadiographicExaminationFilmInterpretaionSheetforweldformoredetailsaboutinitialdefect.
4.焊缝一次合格率100%。
Weldinglinepercentofpass100%
5.本台产品焊缝质量符合JB/T4730.2-2005Ⅲ级的要求,结果合格。
WeldsqualityoftheproductmeetstherequirementsofgradeJB/T4730.2-2005ⅢItcanbeacceptable.
6.检测位置及底片情况见焊缝射线底片评定表及射线检测部位示意图。
(另附)
PleaserefertomapofRadiographicExamination(attached)andtheRadiographicExaminationFilmInterpretaionSheetforweldsforexaminationlocationsandmoredetails
报告人(资格):
Prepared(Qualification):
日期:
2013-3-29
Date:
审核人(资格):
Reviewed(Qualification):
日期:
2013-3-29
Date:
无损检测专用章
StampofNDT
射线探伤报告
RadiationTestReport
报告编号:
RT12-SN-11探伤日期:
2013年3月28日报告日期:
2013年3月28日
ReportNo.:
RTdate:
Reportdate:
施工单位
Constructioncontractor
上海神农机械有限公司
工艺卡编号
CraftcardSN
GY-RT-SN11
检件编号
TestpieceNo
136001-QYFLQ-02-1
材质
Material
S304
规格
Specification
4mm
检件名称
TestpieceName
筒节
检测比例
Deg.ofNDE
20%
透照厚度
WeldThk
4mm
检验等级
Testgrade
AB级
执行标准
Executivestandard
JB/T4730.2-2005
合格级别
Passgrade
Ⅲ级
射线种类
Raytype
X射线
射线机型号
InstrumentType
XH-2505
胶片牌号
FilmBrand
AGFA-C7
增感屏厚度
ScreenPb
0.1*2mm
居里数ci
Curiage
/
管电流
Current
5mA
管电压
Voltage
155/170Kv
曝光时间
Exposuretime
3min
像质计型号
IQIType
Fe-III
像质计灵敏度
IQIWiredia
14
像质计放置
IQIlocality
源侧S.Side
胶片侧F.Side
透照方式
Photographymode
D
√
透照焦距
FFD(mm)
500mm
底片黑度
DensityRange
2.0-4.0
胶片尺寸
Filmsize
300*80mm
有效长度
Effectivelength
250mm
序号
S/N
焊缝号
Welding
seamNo.
片号
FilmNo.
焊工号
WelderNo
缺陷性质
Defectstype
备注
评定级别
Assessmentgrade
裂纹
Cracks
未熔合
LackofFusion
未焊透
Lackofpenetrat
条状
stripy
圆形
Round
其他
Others
I
II
III
IV
是否
合格
√×
1
A1
1
√
√
2
B1
1
√
√
T
3
B2
1
√
√
T
4
以下空白
5
6
7
8
9
10
11
12
13
14
15
16
17
18
以下空白
拍片人
Photographer
评片人
Filmassessor
复评人
Re-assessor
检测单位
(盖章)
Testcontractor
焊缝射线检测报告
RadiationTestReport
检件名称:
气液分离器工作令:
136001图号:
QYFLQ-02-2
检
测
条
件
与
工
艺
参
数
Examination
ConditionsandProcedure
Parameters
射线种类
Raytype
X□Se75□Ir192
设备型号
InstrumentType
XH2005
焦点尺寸
Focalspotdimension
ф3×3mm
胶片型号
FilmBrand
AGFA-C7
增感方式
Screen
Pb0.1mm×2
胶片尺寸
Filmsize
300*80
象质计型号
IQIType
FeIII
冲洗条件
Filmprocessing
手工
显影液配方
Developer
天山牌
显影条件
DevelopingConditions
时间(Time)5min
温度(Temperature)20℃
照相等级
Testgrade
AB
底片黑度
DensityRange
2.0-4.0
焊缝编号
WeldingseamNo.
A1
BI/B2
材料牌号
Material
SS304
SS304
母材厚度mm
WeldThk
4mm
4mm
透照方式
Photographymode
双壁单影
双壁单影
焦距mm
FFD
500
500
能量KV/Ci
Energy
150
150
管电流mA
Current
5
5
曝光时间min
Exposuretime
3
3
焊缝长度mm
Lengthofwelds
1100
1124*2
一次透照长度Effectivelengthmm
250
250
要求检测比例(%)
ExaminationProportionRequired
20%
20%
实际检测比例(%)
ActualExaminationProportion
26%
22%
检测标准
Executivestandard
JB/T4730.2-2005
Ⅲ级
工艺编号
CraftcardSN
GY-RT-SN11
合格底片数量
Acceptancefilms
A类焊缝(张)
CategoryA
B类焊缝(张)
CategoryB
相交焊缝(张)
JointWelds
共计(张)
Total
最终评定结果
FinalEvaluationResults
I级(张)
GradeI
II级(张)GradeII
III级(张)GradeIII
IV级(张)
GradeIV
1
2
2
3
3
0
0
0
缺陷及返修和其它情况说明
Defects
 升级会员
升级会员 