数控车床操作手册广州数控免积分.docx
《数控车床操作手册广州数控免积分.docx》由会员分享,可在线阅读,更多相关《数控车床操作手册广州数控免积分.docx(11页珍藏版)》请在冰豆网上搜索。
数控车床操作手册广州数控免积分
GSK980T数控车床
第一章数控系统面板
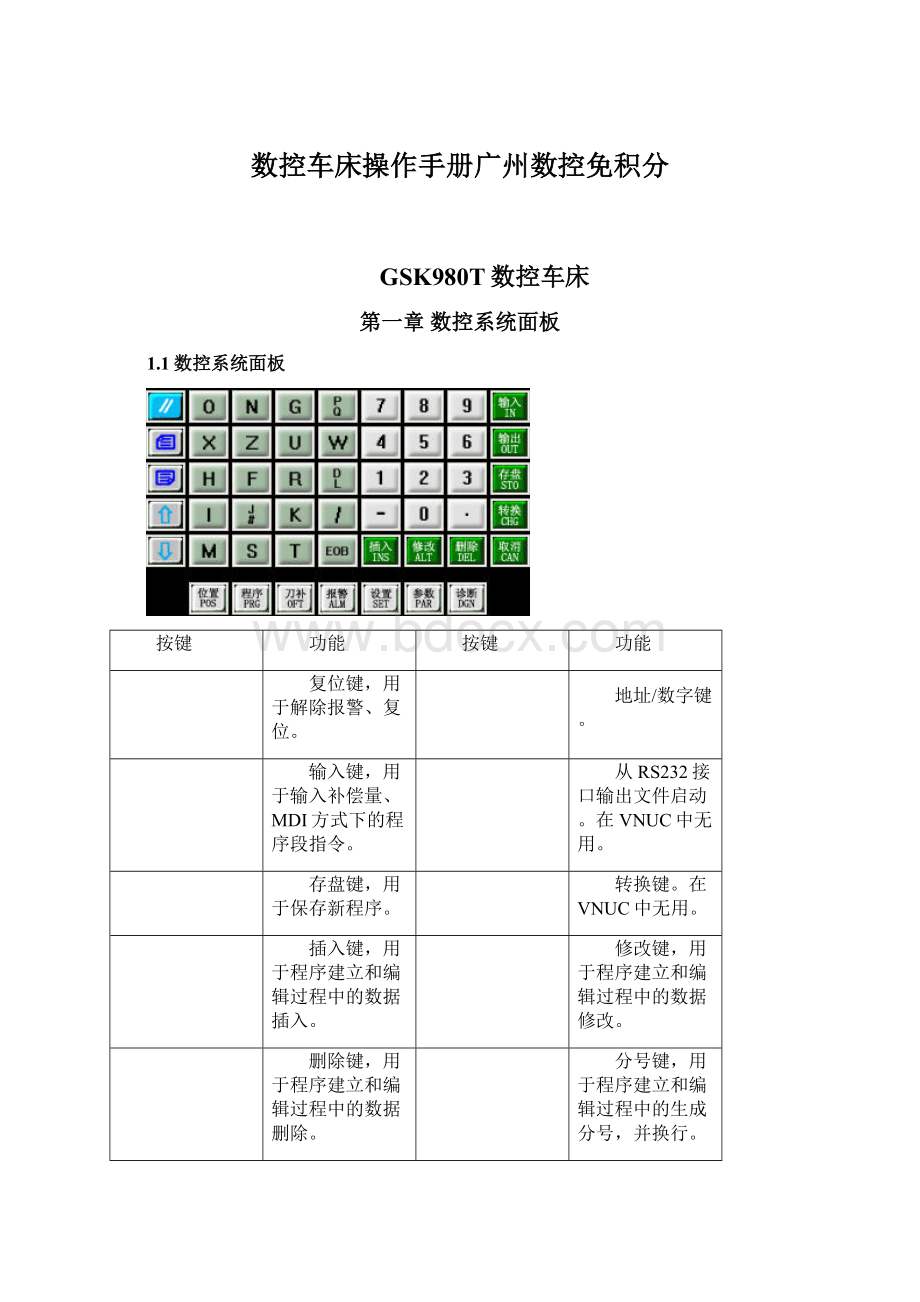
1.1数控系统面板
按键
功能
按键
功能
复位键,用于解除报警、复位。
地址/数字键。
输入键,用于输入补偿量、MDI方式下的程序段指令。
从RS232接口输出文件启动。
在VNUC中无用。
存盘键,用于保存新程序。
转换键。
在VNUC中无用。
插入键,用于程序建立和编辑过程中的数据插入。
修改键,用于程序建立和编辑过程中的数据修改。
删除键,用于程序建立和编辑过程中的数据删除。
分号键,用于程序建立和编辑过程中的生成分号,并换行。
翻页键
光标移动键,用于使光标上移或下移一个字。
位置键,用于使显示屏显示现在位置。
共有四页:
相对、绝对、总和、位置/程序,通过翻页键转换。
程序键,用于显示程序和对其进行编辑。
共有三页:
程序、MDI/模、目录/存储量,通过翻页键转换。
刀补键,用于显示和设定刀具偏置值,共两页,通过翻页键转换。
报警键,用于显示报警信息。
在VNUC中无用。
设置键,用于设置显示及加工轨迹图形。
在VNUC中无用。
参数键,用于显示和设定参数。
在VNUC中无用。
诊断键,用于显示诊断信息和软件盘机床面板。
在VNUC中无用。
1.2机床操作面板
按键
功能
按键
功能
编辑方式键
自动方式键
录入方式键
机械回零键
单步/手轮方式键
手动方式键
单程序段
机床锁住
辅助功能锁住
空运行
程序回零键
单步/手轮移动量
手轮轴选择
坐标轴移动键
主轴倍率
快速进给倍率
进给速度倍率/手动连续进给速度
主轴正转键
主轴停止键
主轴反转键
冷却液开关,在VNUC中无用。
润滑液开关,在VNUC中无用。
手动换刀键
急停键
循环启动键
进给保持键
机床回零指示灯
快速进给指示灯
单程序段指示灯
机床锁住指示灯
辅助功能锁指示灯
指示灯
第二章手动操作
2.1手动返回机床参考点
1.按机械回零键;
2.分别按移动轴键、,机床沿选择轴方向移动;
3.当轴返回机床参考点后,相应轴的参考点指示灯亮。
当两轴都返回参考点后,参考点指示灯均亮,如下图。
2.2手动返回程序起点
1.按程序起点键;
2.分别按移动轴键、,机床沿程序起点方向移动;
3.当返回程序起点后,相应轴的参考点指示灯亮。
当两轴都返回后,指示灯均亮,如下图。
2.3手动连续进给
1.按手动方式键,屏幕右下角显示文字“手动方式”;
2.点击进给倍率,调整机床移动速度。
每按一下向上按键,倍率增加10%;每按一下向下按键,倍率递减10%;
3.按住或按键,X轴产生正向或负向连续移动;
4.按住、按键,使Z轴产生正向或负向连续移动。
2.4快速进给
1.按手动方式键,屏幕右下角显示文字“手动方式”;
2.当按下坐标移动轴中间的快速进给键后,机床面板上的快速进给指示灯亮,这时可使刀具在选择的方向轴上快速进给;
3.通过快速进给倍率,调整机床移动速度。
每按一下向上按键,倍率增加6000;每按一下向下按键,倍率递减6000;
4.按住或按键,X轴产生正向或负向快速连续移动;
5.按住、按键,使Z轴产生正向或负向快速连续移动;
6.再按一下快速进给键,快速进给指示灯灭,可以取消快速进给。
2.5单步进给
1.按单步方式键,这时屏幕右下角显示文字“单步方式”;
2.按增量选择键,选择移动增量。
显示窗口中的“单步增量”一栏将显示当前选择的增量值:
3.按一下或按键,X轴将向正向或负向移动一个增量值;
4.按下、按键,使Z轴向正向或负向移动一个增量值。
2.6手动换刀
当刀架上安装了2把以上刀后,可以使用“换刀”功能来切换不同的刀。
1.按下手动键或单步键,选择手动或单步方式。
2.按下换刀键。
3.刀架旋转,换到下一个刀位。
显示窗口的右下方显示当前的刀位号。
2.7主轴运转操作
1.按下手动键,选择手动方式。
;
2.设定主轴转速;
3.选择执行下列三者之一:
o按下“主轴正转”键,主轴以机床参数设定的转速正转。
o按下“主轴停”键,主轴停止运转。
o按下“主轴反转”键,主轴以机床参数设定的转速反转。
2.8主轴倍率修调
主轴正转和反转的速度可通过主轴倍率修调来调整。
每按一次增加键,主轴倍率递增10%;每按一次减少键,主轴倍率递减10%。
2.9MDI运行
MDI运行是指从面板上输入一个程序段指令,并执行该程序段。
例如,要执行“X10Z-200”,操作步骤如下:
1.按录入方式键,屏幕右下角显示文字“录入方式”;
2.按程序键;
3.按翻页键,直到显示窗口显示含有“程序段值”的界面;
4.键入X10。
键入的值显示在屏幕的输入缓冲区(下图中,红圈包围的区域)。
这时如果输入错误,可以按取消键进行删除。
5.按输入键。
屏幕上显示刚输入的数值(如下图)。
一旦按了输入键,就不能用取消键删除错误了。
如果这时需要修改错误,可重复第4、5步操作,即键入正确数值,然后按输入键。
6.键入Z-200,然后按输入键。
屏幕显示如下图。
7.按循环起动键。
机床执行程序段指令。
第三章程序编辑
3.1进入程序编辑状态
程序的编辑和程序容的编辑,都是在“编辑”状态下进行的。
进入编辑状态后,可以使用电脑键盘上的数字和字母进行输入。
如果系统当前处于其他操作状态下,请按机床操作面板上的编辑键,进入编辑操作方式,这时显示窗口右下方显示文字“编辑方式”。
3.2建立新程序
1.在编辑方式状态下,按显示页面键中的程序键。
2.输入地址O;
3.输入程序号;
4.按EOB键;
5.输入程序容。
输入容后,按EOB键,程序换行:
按INS键,不换行;
6.按存盘键,弹出windows保存文件对话框,输入新程序名称,然后按“保存”键,即可将该程序保存在电脑中。
例如,要建立如下程序:
O0050
N1234X100.0Z20.0
S02
N5678M03
M30
操作步骤和结果如下:
1.按程序键。
2.点击控制面板上的字母和数字键,输入程序名:
O0050;
3.按EOB键;
4.系统会自动换行,并生成程序结束符%;
5.点击控制面板上的字母和数字键,开始输入程序容。
在点击了N、1、2、3、4各键后,按插入键。
按插入键能使输入的容显示在同一行上;
6.再点击X、1、0、0、.、0各键,按插入键;
7.点击Z、2、0、.、0各键,按EOB键,自动换行并且光标移到下一行;
8.按上述方法,完成后三行的输入;
9.完成程序输入后,按下存盘键或选择菜单栏“数控加工”-“加工代码”-“保存代码”项;
10.在弹出的windows保存文件对话中,输入文件名O0050,然后按“保存”键,该程序就被保存在电脑中。
3.3打开已有的程序
1.选择菜单栏“文件”下的“加载NC代码文件”项;
2.弹出Windows打开文件夹,选择程序存放的文件夹,然后按下“打开”;
3.显示窗口将显示程序容。
3.4编辑程序
在进入编辑状态、程序被打开后,可以执行字的插入、修改和删除等功能,对程序进行编辑。
●插入:
点击中的向上或向下键,将光标移到需要插入字符的位置,输入数据,然后按插入键。
●删除:
使用上下光标键,将光标落在需要删除的字符上,按Delete键,删除错误的容。
●替换:
使用上下光标键,将光标落在需要替换的字符上,输入新的数据,然后按替换键。
第四章数据设置
4.1设置刀补数据
设置刀补数据时,请不要设置0号刀,而是从1号刀开始设置。
1.在“编辑方式”下,按下刀补键;
2.使用上下光标键,使光标移到需要设置的行;
3.按地址键X或Z,再按数据键,输入补偿值;
4.按输入键,该数据就会显示在窗口中。
4.2设置G50
G50指令用于定义工件坐标系,可将刀尖当前位置设置为工件原点。
在设置G50前,先要进行对刀操作,例如通过试切法,使刀尖处于要建立的工件坐标系的原点位置,然后就可以设置G50。
设置G50的步骤如下:
1.按下录入键,选择录入工作方式;
2.按下程序键,使屏幕上显示程序页面,按翻页键直到显示屏如下显示:
3.使用字母、数字键,输入:
G50;
4.按输入键,屏幕上的G00变为G50;
5.使用字母、数字键,输入:
X0;
6.按输入键,屏幕上的X后面出现0.000;
7.使用字母、数字键,输入:
Z0;
8.按输入键,屏幕上的Z后面出现0.000;
9.这样就完成了G50的设置。
第五章自动运行操作
5.1启动自动运转
1.打开加工程序。
2.按下自动方式键,选择自动方式。
3.按循环起动键。
机床开始执行程序。
5.2停止自动运转
使正在自动运转的程序停止,有下列几种方法:
∙程序中含有指令:
M00
当程序执行到含有M00的程序段后,停止运行。
按循环起动键,能继续开始运转。
∙程序中含有指令:
M30
M30表明主程序结束,当程序执行到含有M30的程序段后,机床停止运行,并返回到程序的起点。
∙进给保持键
在机床运行中,按进给保持键,可以暂时停止机床运行。
再按循环起动键,继续执行程序。
5.3单段运行
1.在程序运行过程中,按单段开关键。
2.单段指示灯亮,执行程序的一个程序段后,程序暂停运行。
3.再按循环起动键,机床开始执行下一个程序段,执行完后,程序暂停。
 升级会员
升级会员 