WNS2焊接工艺规程.docx
《WNS2焊接工艺规程.docx》由会员分享,可在线阅读,更多相关《WNS2焊接工艺规程.docx(32页珍藏版)》请在冰豆网上搜索。
WNS2焊接工艺规程
山西奥通环保自动锅炉有限公司
焊接工艺规程
编号:
产品编号项目
用户位号
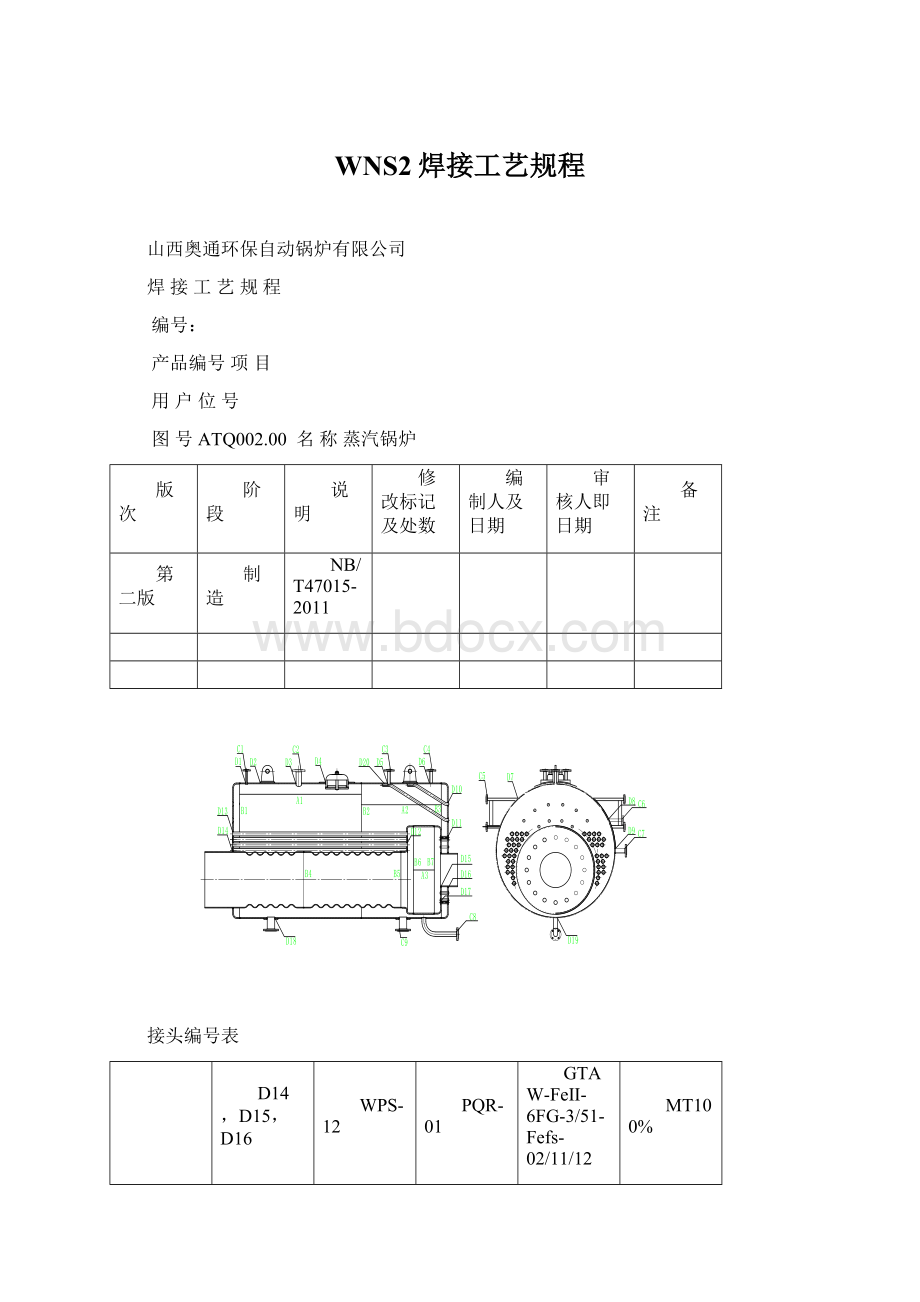
图号ATQ002.00名称蒸汽锅炉
版次
阶段
说明
修改标记及处数
编制人及日期
审核人即日期
备注
第二版
制造
NB/T47015-2011
接头编号表
D14,D15,D16
WPS-12
PQR-01
GTAW-FeⅡ-6FG-3/51-Fefs-02/11/12
SMAW-FeⅡ-5FG-9/51-Fef3J
MT100%
D10,D11,D12,D13
D17,D19
WPS-11
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
D20
WPS-10
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
D4,D18
WPS-09
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
D9,D3
WPS-08
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
D2
WPS-07
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
D1/D5/D6/D7/D8
WPS-06
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
C1/C2/C3/C4/C5/C6/C7/C8/C9
WPS-05
PQR-01
SMAW-FeⅡ-5FG-12/51-Fef3J
B3
WPS-04
PQR-01,PQR-02
SMAW-FeⅡ-5G-5/51-Fef3J
SAW-1G(K)_07/09/19
RT100%
B6,B7
WPS-03
PQR-02
SAW-1G(K)_07/09/19
RT20%
A3
WPS-02
PQR-02
SAW-1G(K)_07/09/19
RT20%
B4,B5
WPS-01
PQR-02
SAW-1G(K)_07/09/19
RT20%
A1,A2,B1,B2
WPS-01
PQR-02
SAW-1G(K)_07/09/19
RT100%
接头编号
焊接工艺卡编号
焊接工艺评定报告编号
焊工持证项目
无损检测要求
焊接材料汇总表
母材
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MIG/TIG
焊条牌号/规格
烘干温度/时间
焊丝牌号/规格
焊剂
烘干温度/时间
焊丝牌号/规格
保护气体
混合比
Q245R
J422Φ3.2/φ4.0
150℃/2h
H08A/φ4.0
HJ431
250℃/2h
ER49-1
氩气
99.99%
20
J422Φ3.2/φ4.0
150℃/2h
蒸汽锅炉技术特性
部位
设计压力,MPa
饱和蒸汽温度,℃
试验压力,MPa
焊接接头系数
锅炉级别
备注
锅炉本体
1.25
193.4
1.65
B
接头简图:
焊接顺序
焊接工艺卡编号
WPS-01
1.焊剂在250℃烘干2h,粒度200~20目。
图号
ATQ002-1-1-0
清理坡口周围20mm油锈等杂质并打磨出金属光泽。
接头名称
I型(板-板对接)
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,每间隔200mm就行10mm点固焊,
接头编号
A1,A2
B1,B2
B4,B5
3.采用SAW焊接,选用H08Aφ4焊丝,焊剂:
HJ431
4.背面采用埋弧自动焊,按第一道参数要求施
焊。
焊接工艺评定报告编号
PQR-02
5、要求表面焊波均匀,无咬边、焊瘤、
夹渣、气孔、裂纹等缺陷。
余高为0~
焊工持证项目
SAW-1G(K)_07/09/19
1.5mm,宽度在18~26mm范围。
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R
规格
mm
10mm
1
外观检验
外观检验
/
/
2
X射线
底片复查
X射线报告
焊接材料
H08A
规格
mm
φ4.0
3
力学性能
HJ431
8~40目
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SAW
牌号
直径
极性
电流(A)
预热温度
/
1
SAW
H08A
φ4.0
DCEP
500~550
37-38
46-52
/
层间温度
<150℃
2
碳弧气刨
Φ8.0
DCEP
400~430
/
焊后热处理
/
3
SAW
H08A
φ4.0
DCEP
500~550
37-38
46-52
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-02
1.焊剂在250℃烘干2h,粒度200~20目。
图号
ATQ002-1-1-0
清理坡口周围20mm油锈等杂质并打磨出金属光泽。
接头名称
I型(板-板对接)
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,每间隔200mm就行10mm点固焊,
接头编号
A3
3.采用SAW焊接,选用H08Aφ4焊丝,焊剂:
HJ431
4.背面采用埋弧自动焊,按第一道参数要求施
焊。
焊接工艺评定报告编号
PQR-02
5、要求表面焊波均匀,无咬边、焊瘤、
夹渣、气孔、裂纹等缺陷。
余高为0~
焊工持证项目
SAW-1G(K)_07/09/19
1.5mm,宽度在18~26mm范围。
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R
规格
mm
16mm
1
外观检验
外观检验
/
/
2
X射线
底片复查
X射线报告
焊接材料
H08A
规格
mm
φ4.0
3
力学性能
HJ431
8~40目
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW/SAW
牌号
直径
极性
电流(A)
预热温度
/
1
SAW
H08A
Φ4.0
DCEP
630~680
37-38
46-52
/
层间温度
<150℃
2
碳弧气刨
Φ8.0
DCEP
400~430
/
焊后热处理
/
3
SAW
H08A
φ4.0
DCEP
630~680
37-38
46-52
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-03
1.焊剂在250℃烘干2h,粒度200~20目。
图号
ATQ002-1-1-0
清理坡口周围20mm油锈等杂质并打磨出金属光泽。
接头名称
I型(板-板对接)
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,每间隔200mm就行10mm点固焊,
接头编号
B6,B7
3.采用SAW焊接,选用H08Aφ4焊丝,焊剂:
HJ431
4.背面采用埋弧自动焊,按第一道参数要求施
焊。
焊接工艺评定报告编号
PQR-02
5、要求表面焊波均匀,无咬边、焊瘤、
夹渣、气孔、裂纹等缺陷。
余高为0~
焊工持证项目
SAW-1G(K)_07/09/19
1.5mm,宽度在18~26mm范围。
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
16/12mm
1
外观检验
外观检验
/
/
2
X射线
底片复查
X射线报告
焊接材料
H08A
规格
mm
Φ4
3
力学性能
HJ431
8-40目
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW/GTAW
牌号
直径
极性
电流(A)
预热温度
/
1
SAW
H08A
Φ4.0
DCEP
530~580
37-38
46-52
/
层间温度
/
2
碳弧气刨
Φ8.0
DCEP
400~430
/
焊后热处理
/
3
SAW
H08A
Φ4.0
DCEP
530~580
37-38
46-52
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
Ar99.99%
气体流量
正面
8-10L/min
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-05
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATQ002-1-1-0
光泽。
接头名称
角焊缝
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
C1/C2/C3/C4/C5/C6/C7/C8/C9
3.采用SMAW焊接,选用J422φ3.2焊接
4.要求表面焊波均匀,无咬边、焊瘤、
夹渣、气孔、裂纹等缺陷。
焊接工艺评定报告编号
PQR-01
焊工持证项目
SMAW-FeⅡ-5FG-12/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
20/20Ⅱ
规格
mm
3mm
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
SMAW
J422
Φ3.2
/
100~120
24-26
7-10
/
层间温度
<150℃
2
SMAW
J422
Φ3.2
/
100~120
24-26
7-10
/
焊后热处理
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-06
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATQ002-1-1-0
光泽。
接头名称
角焊缝
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
D1/D5/D6/D7/D8
3.采用SMAW焊接,选用J422φ3.2焊条
4.要求表面焊波均匀,无咬边、焊瘤
夹渣、气孔、裂纹等缺陷。
焊接工艺评定报告编号
PQR-01
焊工持证项目
SMAW-FeⅡ-5FG-12/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
14/3/3.5/4
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2/4.0
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
SMAW
J422
Φ3.2
100~120
24-26
7-10
/
层间温度
<150℃
2
SMAW
J422
Φ4.0
160~190
24-27
7-12
焊后热处理
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-08
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATQ002-1-1-0
光泽。
接头名称
角焊缝
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
D3,D9
4.采用SMAW焊接,选用J422φ3.2/φ4.0焊条
4.要求表面焊波均匀,无咬边、焊瘤
夹渣、气孔、裂纹等缺陷。
焊接工艺评定报告编号
PQR-01
焊工持证项目
SMAW-FeⅡ-5FG-12/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
14/3/3.5/4
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2/4.0
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
SMAW
J422
Φ3.2
100~120
24-26
7-10
/
层间温度
<150℃
2
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
焊后热处理
/
3
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
后热
/
4
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
钨极直径
/
1
SMAW
J422
Φ3.2
100~120
24-26
7-10
背面
喷嘴直径
/
2
SMAW
J422
Φ4.0
160~190
24-27
7-12
背面
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-09
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATQ00Q-1-1-0
光泽。
接头名称
角焊缝
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
D4,D18
5.采用SMAW焊接,选用J422φ3.2/φ4.0焊
条
4.要求表面焊波均匀,无咬边、焊瘤
焊接工艺评定报告编号
PQR-01
夹渣、气孔、裂纹等缺陷。
焊工持证项目
SMAW-FeⅡ-5FG-12/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
14/6/20
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2/4.0
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
SMAW
J422
Φ3.2
100~120
24-26
7-10
双面
层间温度
<150℃
2
SMAW
J422
Φ4.0
160~190
24-27
7-12
双面
焊后热处理
/
3
SMAW
J422
Φ4.0
160~190
24-27
7-12
双面
后热
/
4
SMAW
J422
Φ4.0
160~190
24-27
7-12
双面
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-11
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATQ002-1-1-0
光泽。
接头名称
角焊缝
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
D10,D11,D12,D13,D17
6.采用SMAW焊接,选用J422φ3.2/φ4.0焊
条
4.要求表面焊波均匀,无咬边、焊瘤
焊接工艺评定报告编号
PQR-01
夹渣、气孔、裂纹等缺陷。
焊工持证项目
SMAW-FeⅡ-5FG-12/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
14/6
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2/4.0
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
SMAW
J422
Φ3.2
100~120
24-26
7-10
/
层间温度
<150℃
2
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
焊后热处理
/
3
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
后热
/
钨极直径
/
喷嘴直径
/
脉冲频率
/
脉宽比(%)
/
气体成分
/
气体流量
正面
/
背面
/
接头简图:
焊接顺序
焊接工艺卡编号
WPS-12
1.清理坡口周围20mm油锈等杂质并打磨出金属
图号
ATG002-1-1-0
光泽。
接头名称
单V型角接接头
2.采用J422φ3.2焊条点焊,U=24~26V,I=100-120A,
接头编号
D16
7.采用SMAW焊接,选用J422φ3.2/φ4.0焊
条
4.要求表面焊波均匀,无咬边、焊瘤
焊接工艺评定报告编号
PQR-01
夹渣、气孔、裂纹等缺陷。
焊工持证项目
GTAW-FeⅡ-6FG-3/51-Fefs-02/11/12
SMAW-FeⅡ-5FG-9/51-Fef3J
检验
序号
本厂
锅检所
第三方或用户
母材
Q245R/20
规格
mm
6/6
1
外观检验
外观检验
/
/
2
X射线
焊接材料
J422
规格
mm
Φ3.2/4.0
3
力学性能
焊接位置
水平转动/平位
层-道
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
备注
施焊技术
SMAW
牌号
直径
极性
电流(A)
预热温度
/
1
GTAW
ER49-1
Φ2.5
DCEP
100-120
20-22
7-9
/
层间温度
<150℃
2
SMAW
J422
Φ3.2
100~120
24-26
7-10
/
焊后热处理
/
3
SMAW
J422
Φ4.0
160~190
24-27
7-12
/
后热
 升级会员
升级会员 