12mm钢板开坡口的平对接焊单面焊双面成型.docx
《12mm钢板开坡口的平对接焊单面焊双面成型.docx》由会员分享,可在线阅读,更多相关《12mm钢板开坡口的平对接焊单面焊双面成型.docx(6页珍藏版)》请在冰豆网上搜索。
12mm钢板开坡口的平对接焊单面焊双面成型
12mm钢板开坡口的平对接焊单面焊双面成型
12mm钢板开坡口的平对接焊单面焊双面成型
一、实习目的
让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数,运条方法要领及接头方法,掌握中间层及表面层焊接操作技术。
二、课前准备
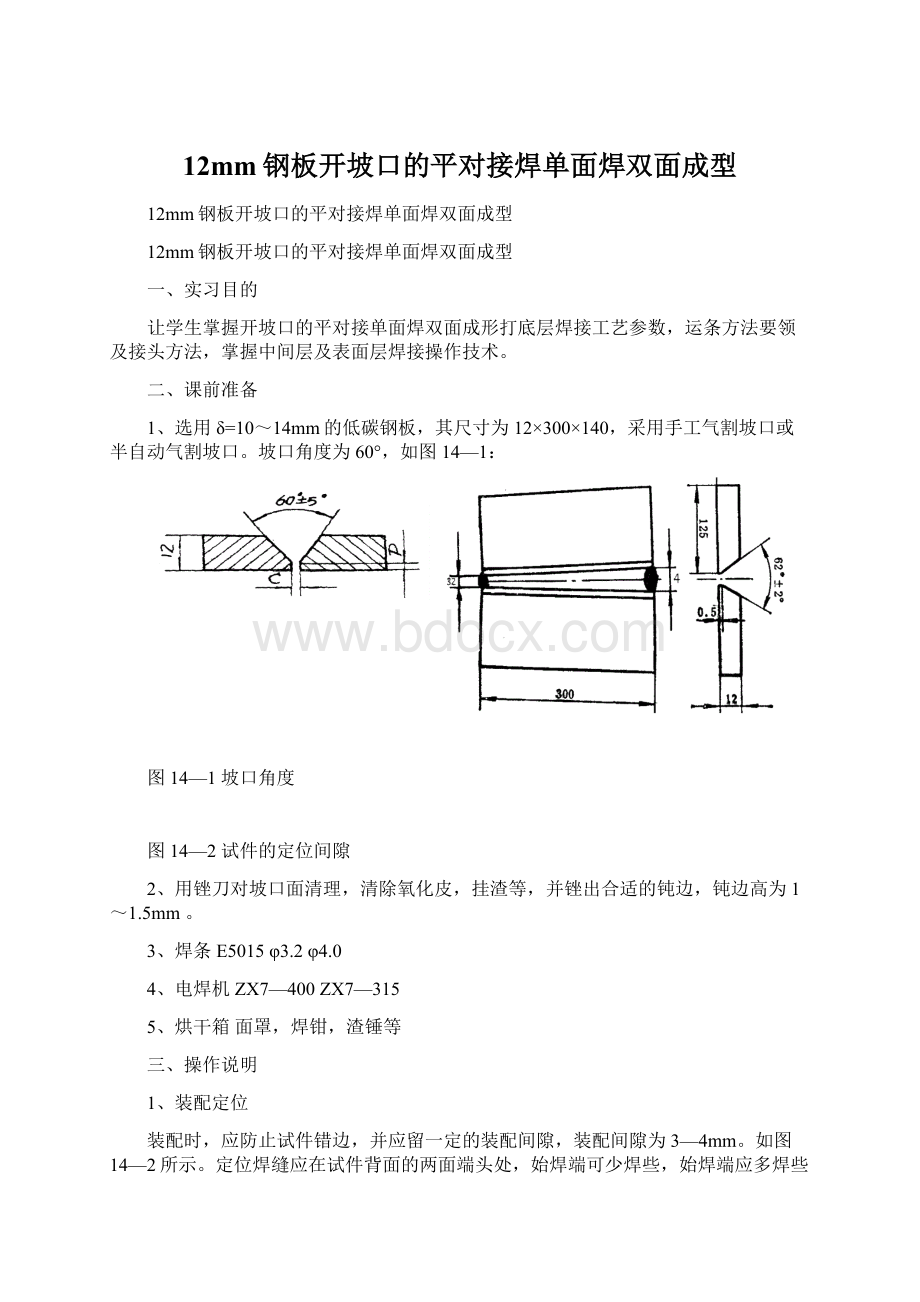
1、选用δ=10~14mm的低碳钢板,其尺寸为12×300×140,采用手工气割坡口或半自动气割坡口。
坡口角度为60°,如图14—1:
图14—1坡口角度
图14—2试件的定位间隙
2、用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为1~1.5mm。
3、焊条E5015φ3.2φ4.0
4、电焊机ZX7—400ZX7—315
5、烘干箱面罩,焊钳,渣锤等
三、操作说明
1、装配定位
装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为3—4mm。
如图14—2所示。
定位焊缝应在试件背面的两面端头处,始焊端可少焊些,始焊端应多焊些,防止在施焊过程中开裂,变形。
为保证试件焊后没有角度形,试件装配完后,应预反变形,反变形角度θ为3~4°。
如图14—3。
如图14—3反变形a)获得反变形的方法b)反变形角度θ
2、焊道分布单面焊四层四道如图14—4。
图14—4焊道分布图14—5打底焊条角度
3、工艺参数⑴打底层φ3.2I=85~90AI引=3~5A
⑵中间层 φ3.2I=130~140φ4.0I=160~180A
⑶表面层 φ3.2I=120~130φ4.0I=150~165A
4、操作要点
⑴打底层的焊接打底层焊接是单面焊双面成形的关键,其质量好坏直接影响的试件的合格与否。
1)运条方法直线形运条,直线往复运条,小锯齿运条,月牙形运条等。
应视具体情况,灵活运用上述几种运条方法。
2)焊条角度打底焊时,焊条与焊件间的角度如图14—5所示:
3)焊接要点:
①控制引弧位置打底层从试板左边定位焊接的始焊处开始引弧,电弧引燃后,稍作停顿预热后横向摆动向右施焊待电弧到达定位焊缝右侧前沿时,将焊条下压并稍作停顿,以便形成熔孔。
②控制熔孔大小在电弧的高温和吹力作用下,试板坡口根部熔化并击穿形成熔孔,如图14—6。
形成熔孔后,应将焊条提起至离开熔池约1.5mm左右,即可向右正常施焊。
图14—6平板对接焊时熔孔1—焊缝 2—熔池 3—熔孔
打底层焊接,为保证得到良好的背面成形和优质焊缝,焊接电弧应短些,运条要均匀,前进速度不宜过快。
要注意将焊接电弧的三分之一覆盖在熔池上,电弧的三分之一保持在熔池前,用来熔化和击穿试件坡口根部形成熔孔。
焊接施焊过程中要严格控制熔池的变化及坡口根部的熔化情况,焊接时,如果有明显的熔孔出现,则背面可能要烧穿或产生焊瘤。
熔孔的大小决定焊缝背面宽度和高度,若焊孔太小,焊根熔合不好。
若焊孔太大,则背面焊道既高又宽很不好看,而且容易烧穿,通常熔孔直径比间隙大1-2mm较好。
焊接过程中若发现熔孔太大,可稍加快焊接速度和摆动频率,减小焊条与焊件的夹角;若焊孔太小,则可减慢焊速和摆动频率,加大焊条与焊件间夹角。
③控制铁水和熔渣的流动方向焊接过程中,电弧永远要在铁水的前面,利用电弧和药皮熔化时产生的定向吹力,将铁水吹向熔池后方,这样既能保证熔透,又能保证熔渣与铁水分离,减小产生夹渣和气孔的可能性。
焊接时,要注意观察熔池的情况,熔池前方稍下凹,铁水比较平静,即为正常。
如果熔池超前,即电弧在熔池后方时,很容易夹渣。
④控制坡口两侧的熔合情况焊接过程中,要随时观察坡口面的熔合情况,必须清楚的看见坡口面熔化并与焊条熔敷金属混合形成熔池。
熔池边缘要与两侧坡口面熔合在一起才行,最好在熔池前方稍有个小坑,但随即能被铁水填满,否则熔合不好。
⑤焊缝接头打底焊道无法避免焊接接头,因此,必须掌握好接头技术。
焊条即将焊完,需要更换焊条时,将焊条向焊接的反方向拉回约10-15mm,并迅速抬起焊条,这样电弧被拉长至熄灭,可把收弧缩孔消除和带到焊道表面,以便在下一根焊条焊接时将其熔化掉。
同时,回拉可使接头处形成一斜面,以便下根焊条接头。
焊缝的接头有两种方法,即热接法和冷接法。
热接法:
前一根焊条的熔池还没完全冷却就立即接头,这是生产中常用的方法,也最适用,接好头的关键有三个。
①更换焊条要快最好在焊接开始时,持面罩的手中拿几根焊条,前根焊条焊完后,立即换好焊条,趁熔池还未完全凝固时,在熔池前方10-20mm处引燃电弧,并立即将电弧后退至接头处。
②位置要准电弧后退至原先的弧坑处,估计新熔池的后沿与原先弧坑的后沿相切时,立即将焊条前移,开始继续焊接。
③掌握好电弧下压时间当电弧向前运动,焊至原弧坑的前沿时,必须压下电弧,必须击穿间隙生成新熔孔,待新熔孔形成后,再按前面要领继续焊接。
冷接法:
前一根焊条的熔池已经冷却,进行接头,称为冷接。
冷接时,应清除接头处焊渣10-15mm,或将收弧处打磨成缓坡形,在离熔池后10-15mm处引弧。
焊条做横向摆动向前施焊,焊至收弧处前沿时,填满弧坑,焊条角度稍加大并下压,稍做停顿。
待形成新熔孔后,逐渐将焊条提起,进行正常施焊。
(2)、中间层的焊接δ﹦12mm时,共需焊四层,因此,第二层,第三层称为中间层。
1)运条方法锯齿形运条 月牙形运条
2)焊条角度与打底层角度相同
3)焊接要点中间层施焊前,先将前一道焊缝的熔渣、飞溅清除干净,将打底层的焊接接头处打磨平整,然后进行第二层焊。
焊好中间层注意以下几点:
①控制好焊道两侧的熔合情况,焊接时,焊条摆幅加大,在坡口两侧停留时间比打底焊时稍长,必须保证坡口两侧有一定的熔深,并使中间层焊道表面向下凹。
②控制好第三层焊缝的高度和位置
③第三层焊缝的高度应低于母材约0.5-1.5mm,最好略呈凹形,要注意不能熔化坡口两侧的棱边,便于表面层焊接时看清楚坡口,为表面层的焊接打好基础。
第三层焊接时焊条摆幅应比第二层大,但要注意不能太大,千万不能让熔池边缘超出坡口面上方的棱边。
(3)、表面层的焊接表面层焊接前,应彻底清除前一层的焊渣,接头处如有高出部分,可用角向磨光机将其磨平。
1)焊接电流表面层焊接时,焊接电流比中间层小5-10A,电流太大,容易造成焊缝成型不良。
2)运条方法锯齿形运条 月牙形运条
3)焊条角度表面层焊接时,焊条前进角度为80-90°。
4)焊接要点表面层焊接时焊条的摆幅要比中间层大,坡口两侧棱边最好熔化0.5-1mm,摆动时,要注意摆幅一致,运条速度均匀。
同时注意观察坡口两侧的熔化情况,施焊时在坡口两边稍作停顿,以便使焊缝两侧边缘熔合良好,避免产生咬边,以得到优质的焊缝。
施焊时应注意焊缝的高度基本一致,不能有低于母材的现象,最多可高出母材表面3mm。
焊缝接头时,应敲掉弧坑边的熔渣,这样易于保证接头质量,焊接完毕,应等试件冷却至较低温度后再敲渣,最后再清除焊缝两侧的飞溅。
四、缺陷的产生及防止
1、背面下塌或背面余高超高产生的原因是根部间隙太大,钝边小,焊接电流大,焊接速度慢,电弧透过太多。
断弧焊时,熄弧时间太短,运条方法不当等。
2、未焊透产生的原因是根部间隙太小,钝边大,焊接电流小,焊接速度快,角度不合适,熔孔小,电弧未透过或透过太少,运条方法不当等。
3、咬边产生的原因是焊接电流太大,电弧太长,焊条角度不正确,运条到焊道边缘时停留不够,运条操作不当。
4、背面焊道脱节产生的原因是接头时,没有形成熔孔或熔孔太小,重新燃弧后,焊条在根部原弧坑的熔孔处未下压或下压不够。
5、气孔产生的原因是试件没按要求清理,焊条未按规定烘干,焊速过快,电弧过长,接头时接头方法不正确。
6、夹渣产生的原因是焊接电流过小,运条速度过快或过慢,焊接过程中,渣与铁水未分开,熔渣未充分浮出熔池,焊条角度不对,熔渣超前或前一层焊道的焊渣未清理干净。
综上所述,为防止上述各缺陷,确保焊接质量,在焊前准备和施焊过程中,应采取相应的有效措施。
五、质量要求及评分标准
打底层应保证焊透,不能出现未熔合,裂纹,烧穿,焊缝低于母材,出现任一种缺陷,本试件不及格。
1、夹渣,气孔,缺陷尺寸≤3mm,≤1mm,扣5分。
≤2mm,扣10分,≤3mm,扣20分,>3mm,试件不及格。
2、焊缝宽度7分 宽度≤20mm4分宽度差≤2mm3分
3、余高 7分余高0-3mm4分余高差≤3mm 3分
4、咬边 深度≤0.5mm12分 咬边每3mm扣1分 深度>0.5本项扣完。
5、熔合不良 深度≤1.5mm4分 每5mm扣1分
6、背面凹坑 深度≤2mm6分 每5mm扣1分 >2mm本项扣完
7、背面余高0-3mm 6分 >3mm扣完
8、错边≤1.2 4分≤1.2mm得4分;>1.2mm本项为0分
9、角变形≤3° 4分≤30得4分;>30本项为0分
10、内部质量40分 按GB3323-87标准,Ⅱ级为合格。
Ⅰ级片无缺陷得40分;Ⅰ级片有缺陷得30分;Ⅱ级得20分;Ⅲ级片本项为0分
11、安全文明生产 10分发生一般安全事故扣1~5分;发生重大责任事故不及格,不遵守者视情况酌情扣1~5分。
六、安全注意事项:
1.焊工工作时必须穿绝缘鞋,带皮手套,以防触电。
2.气割时,应戴上护目镜,防止焊渣溅入眼内。
3.气割下料时,气瓶附近应留一定的气带余量,防止拉倒气瓶,损坏减压器。
4.电焊工敲渣时,应戴眼镜或用面罩挡住,以免焊渣溅入眼内或灼伤皮肤。
 升级会员
升级会员 