自动化生产线安装样题.docx
《自动化生产线安装样题.docx》由会员分享,可在线阅读,更多相关《自动化生产线安装样题.docx(11页珍藏版)》请在冰豆网上搜索。
自动化生产线安装样题
样题
自动化生产线安装与调试工作任务书
一、竞赛设备及工艺过程描述
YL-335B自动生产线由供料和输送、分拣、装配和加工等5个工作单元组成,其中供料和输送单元、装配和加工单元、分拣单元各用一台PLC承担其控制任务,这三台PLC之间通过RS485串行通信的方式实现互连,构成分布式的控制系统。
矚慫润厲钐瘗睞枥庑赖。
系统主令工作信号由连接到系统主站PLC的触摸屏人机界面提供,主站与各从站之间通过网络交换信息。
整个系统的主要工作状态除了在人机界面上显示外,尚须由安装在装配单元的警示灯显示启动、停止、报警等状态。
聞創沟燴鐺險爱氇谴净。
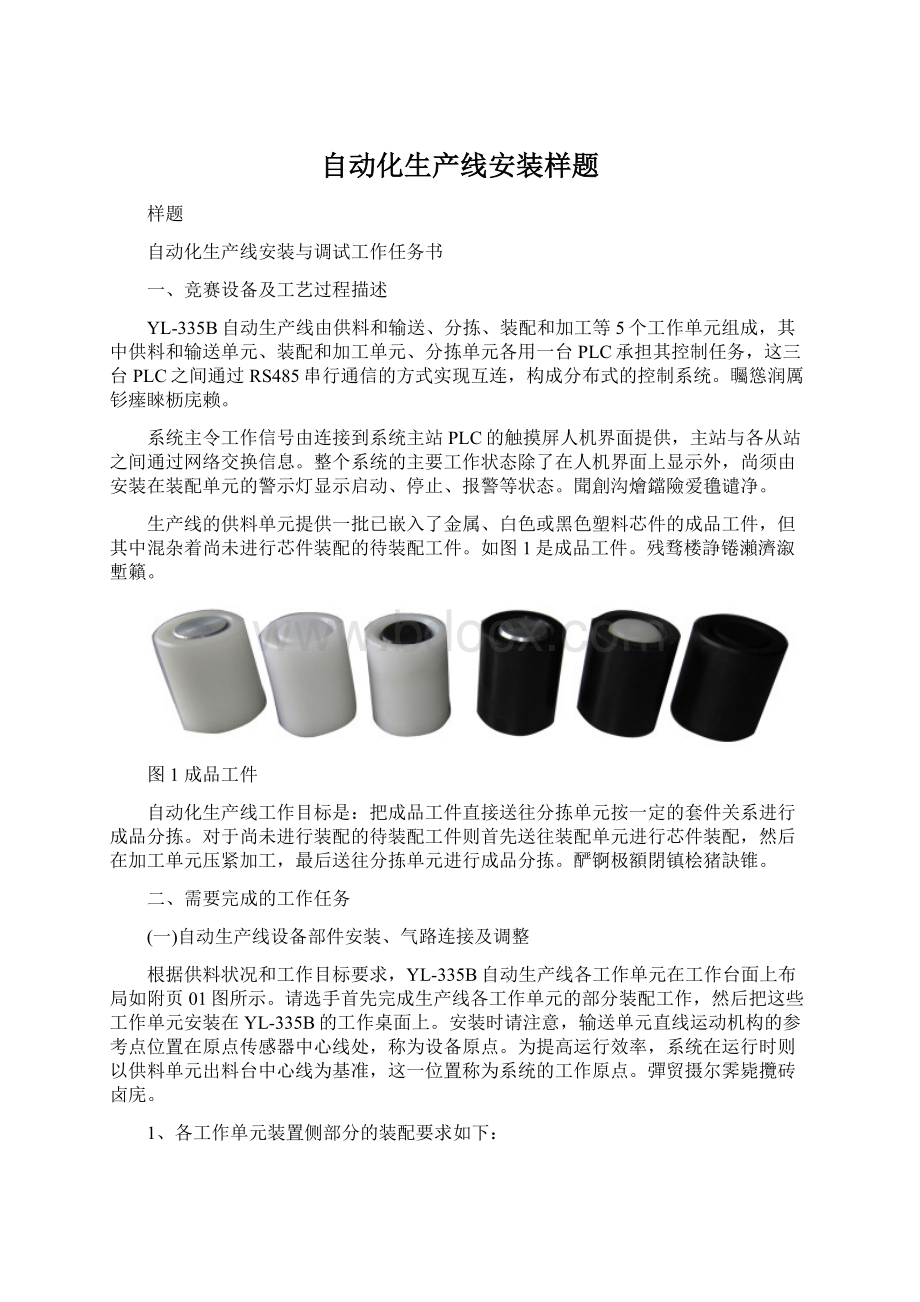
生产线的供料单元提供一批已嵌入了金属、白色或黑色塑料芯件的成品工件,但其中混杂着尚未进行芯件装配的待装配工件。
如图1是成品工件。
残骛楼諍锩瀨濟溆塹籟。
图1成品工件
自动化生产线工作目标是:
把成品工件直接送往分拣单元按一定的套件关系进行成品分拣。
对于尚未进行装配的待装配工件则首先送往装配单元进行芯件装配,然后在加工单元压紧加工,最后送往分拣单元进行成品分拣。
酽锕极額閉镇桧猪訣锥。
二、需要完成的工作任务
(一)自动生产线设备部件安装、气路连接及调整
根据供料状况和工作目标要求,YL-335B自动生产线各工作单元在工作台面上布局如附页01图所示。
请选手首先完成生产线各工作单元的部分装配工作,然后把这些工作单元安装在YL-335B的工作桌面上。
安装时请注意,输送单元直线运动机构的参考点位置在原点传感器中心线处,称为设备原点。
为提高运行效率,系统在运行时则以供料单元出料台中心线为基准,这一位置称为系统的工作原点。
彈贸摄尔霁毙攬砖卤庑。
1、各工作单元装置侧部分的装配要求如下:
⑴根据附页02和03图(供料、分拣单元的装配效果图),完成供料和分拣两单元装置侧部件的安装和调整以及工作单元在工作台面上定位。
然后根据两单元工作的工艺要求完成它们的气路连接,并调整气路,确保各气缸运行顺畅和平稳。
謀荞抟箧飆鐸怼类蒋薔。
⑵输送单元直线导轨底板已经安装在工作台面上,请根据附页04图(输送单元的装配效果图)继续完成装置侧部分的机械部件安装和调整工作,再根据该单元工作的工艺要求完成其气路连接,并调整气路,确保各气缸运行顺畅和平稳。
厦礴恳蹒骈時盡继價骚。
⑶装配单元和加工单元的装置侧部分机械部件安装、气路连接工作已完成,请将这两个工作单元安装到工作台面上,然后进一步加以校核并调整气路,确保各气缸运行顺畅和平稳。
茕桢广鳓鯡选块网羈泪。
(二)电路设计和电路连接
1、装配和加工单元合用一组PLC主机+数字量扩展模块的控制器。
其中,采用西门子S7-200系列时,PLCCPU模块为S7-226CNAC/DC/RLY,数字量扩展模块为EM223(8点输入,24VDC,8点继电器输出);采用三菱FX系列时,PLCCPU模块为FX2N-48MR,数字量扩展模块为FX2N-8ER(4点输入,24VDC;4点继电器输出);采用汇川H2U系列时,PLCCPU模块为H2U-3232MR-XP,不需要数字量扩展模块。
鹅娅尽損鹌惨歷茏鴛賴。
装配-加工单元的电气接线已经完成,其中装配单元装置侧的接线端口信号端子的分配如下表所示。
请根据实际接线查核确定装配-加工单元PLC的I/O分配,作为程序编制的依据。
籟丛妈羥为贍偾蛏练淨。
输入端口中间层
输出端口中间层
端子号
信号线
端子号
信号线
2
零件不足检测
2
挡料电磁阀
3
零件有无检测
3
顶料电磁阀
4
左料盘零件检测
4
回转电磁阀
5
右料盘零件检测
5
手爪夹紧电磁阀
6
装配台工件检测
6
手爪下降电磁阀
7
顶料到位检测
7
手臂伸出电磁阀
8
顶料复位检测
8
红色警示灯
9
挡料状态检测
9
橙色警示灯
10
落料状态检测
10
绿色警示灯
11
摆动气缸左限检测
11
12
摆动气缸右限检测
12
13
手爪夹紧检测
13
14
手爪下降到位检测
14
15
手爪上升到位检测
16
手臂缩回到位检测
17
手臂伸出到位检测
2、供料和输送单元合用一台PLC。
其中,采用西门子S7-200系列时,PLC为S7-226CNDC/DC/DC;采用三菱FX系列时,PLC为FX1N-40MT;采用汇川H2U系列时,PLC为H2U-3624MT-XP。
请根据工作任务的要求,完成供料-输送单元装置侧和PLC侧的电气接线,并设置松下A5伺服驱动器的参数。
该单元装置侧的信号分配和PLC的I/O分配请自行确定。
預頌圣鉉儐歲龈讶骅籴。
3、在附页图05的电路图框(A3图纸)上设计分拣单元的电气控制电路,并根据所设计的电路图连接电路。
电路图应包括PLC的I/O端子分配和变频器主电路及控制电路。
电路连接完成后应根据运行要求设定变频器有关参数(其中要求斜坡下降时间或减速时间参数不小于0.8S),变频器有关参数应以表格形式记录在所提供的电路图上。
渗釤呛俨匀谔鱉调硯錦。
4、电路设计应符合附录“自动化生产线安装与调试赛项电气制图的要求”。
电路和气路连接应布局合理、绑扎工艺工整美观;电线连接时必须用冷压端子,电线金属材料不外露,冷压端子金属部份不外露。
铙誅卧泻噦圣骋贶頂廡。
(三)各站PLC网络连接
本系统的PLC网络指定输送站作为系统主站。
请根据您所选用的PLC类型,选择合适的网络通信方式并完成网络连接。
擁締凤袜备訊顎轮烂蔷。
(四)连接触摸屏并组态用户界面
触摸屏应连接到系统中主站PLC的相应接口。
在TPC7062KS人机界面上组态画面,要求用户窗口包括首页界面、测试界面、运行界面和报警记录界面四个窗口。
贓熱俣阃歲匱阊邺镓騷。
1、为生产安全起见,系统应设置操作员组和技师组两个用户组别。
技师组具有较高的权限(即具有技师组权限的用户也同时具有操作员组的权限)。
坛摶乡囂忏蒌鍥铃氈淚。
2、首页界面是启动界面,在触摸屏上电后运行,界面上设置有显示输送单元按钮/指示灯模块上的转换开关SA位置的2盏指示灯。
当SA处于测试模式位置时,具有操作员及以上权限的用户可触摸“测试模式”按钮进入测试界面。
当SA处于运行模式位置时,如果输送单元各气缸均在初始位置且抓取机械手已复位到原点(这时界面上的“初始状态”指示灯被点亮),则具有技师权限的用户可触摸“运行模式”按钮进入运行界面。
蜡變黲癟報伥铉锚鈰赘。
2、测试界面组态要求说明如下:
测试内容为①使抓取机械手各气缸复位到初始位置并驱动装置移动到设备原点位置;②以设备原点为基准,根据附页01图所规定的尺寸,确定工作原点的位置,并测试工作原点的定位准确度;③以工作原点为基准,完成抓取机械手传送工件的测试,并测试装配、加工单元定位准确度。
買鲷鴯譖昙膚遙闫撷凄。
⑴设置用以使抓取机械手各气缸复位到初始位置并驱动装置移动到设备原点位置的复位按钮和设备原点指示灯,当复位程序完成,抓取机械手装置已移动到设备原点位置时,此指示灯被点亮。
注意:
一旦设备原点位置被确定,设备原点指示灯应始终保持点亮状态,除非机械手装置坐标丢失,需要重新寻找设备原点位置。
綾镝鯛駕櫬鹕踪韦辚糴。
⑵设置“工作原点”按钮,当抓取机械手装置已移动到设备原点位置时,触摸此按钮,向PLC发出使抓取机械手移动到工作原点的指令。
若抓取机械手装置尚未移动到设备原点位置,触摸此按钮无效。
驅踬髏彦浃绥譎饴憂锦。
⑶设置工作原点指示灯、初始状态指示灯和显示工作原点对设备原点坐标值的构件。
当抓取机械手从设备原点移动到工作原点后,工作原点指示灯被点亮,这时输送单元在初始状态,初始状态指示灯也被点亮,同时显示构件将显示工作原点对设备原点坐标值(坐标轴的正方向以设备原点向分拣单元的方向为正向),单位为mm,显示精度为0.01mm。
猫虿驢绘燈鮒诛髅貺庑。
⑷设置用以测试各工作单元定位准确度的“定位测试”按钮。
⑸进行机械手传送工件测试及装配、加工单元定位精度测试时,界面上应能显示抓取机械手当前位置和伺服电机当前给定的转速(抓取机械手当前位置为装置相对工作原点的坐标,单位为mm,显示精度为0.01mm;伺服电机当前给定的转速的单位为r/min,用正负号指示旋转的方向,此显示值应与伺服驱动器前面板7段LED所显示的位置指令速度相一致)。
锹籁饗迳琐筆襖鸥娅薔。
⑹设置“返回首页”按钮,当各项测试完成,输送单元处于初始状态时,可触摸该按钮返回到首页界面。
3、运行界面窗口组态要求如下:
⑴提供全线运行模式下系统启动信号和停止运行指令。
⑵设置显示系统各工作站是否均准备就绪的指示灯。
如果各站均就绪,该指示灯被点亮,此时才能触摸启动按钮启动系统。
系统启动后,“系统运行”指示灯被点亮。
構氽頑黉碩饨荠龈话骛。
⑶提供能切换到首页界面的按钮。
只有在系统停止状态,切换按钮才有效。
⑷能在界面上设定分拣单元变频器的运行频率(15Hz~30Hz)。
实时显示变频器启动后的输出频率(精确到0.1Hz)。
輒峄陽檉簖疖網儂號泶。
⑸在界面上分别显示分拣站工位一和工位二已推入的2类套件的数量。
⑹设置指示网络的通信状况的指示灯,网络正常时指示灯被点亮,故障时闪烁。
⑺设置用于显示运行过程中抓取机械手装置越程故障(左或右极限开关动作)指示灯。
发生故障时,该报警指示灯以闪烁方式报警。
尧侧閆繭絳闕绚勵蜆贅。
若抓取机械手装置发生越程故障被确认为误动作后,当伺服报警信号被复位时能弹出相应的提示框,提示“该越程故障为误动作,可以继续运行!
”。
触摸提示框内的“确定”按钮,发出继续运行信号,然后提示框消失。
识饒鎂錕缢灩筧嚌俨淒。
⑻设置指示系统运行中供料异常的指示灯,包括:
①供料站的供料不足状态和缺料状态。
②装配单元的供料不足状态和缺料状态。
发生上述异常状态时,相应指示灯以闪烁方式报警。
凍鈹鋨劳臘锴痫婦胫籴。
⑼设置切换到报警记录界面的按钮,发生故障报警时,触摸此按钮能切换到报警记录界面。
3、报警记录界面组态要求
⑴报警记录界面应以报警显示构件显示系统运行中供料异常时、抓取机械手装置发生越程故障时的报警记录,报警内容包括报警对象名,报警内容描述、报警产生和结束的时间。
恥諤銪灭萦欢煬鞏鹜錦。
⑵界面上应设置在报警查询结束后返回到运行界面的按钮。
(五)编制及调试PLC程序
系统的工作模式分为单站测试模式和全线运行模式。
1、单站测试模式
进行单站测试时,各站的方式转换开关SA应设置到测试位置。
⑴供料-输送站单站测试要求:
供料-输送站单站测试须在人机界面处于测试界面下进行。
测试内容为①使抓取机械手各气缸复位到初始位置并驱动装置移动到设备原点位置;②以设备原点为基准,根据01图所规定的尺寸,确定工作原点的位置,并测试工作原点的定位准确度;③以工作原点为基准,完成抓取机械手传送工件的测试,并测试装配、加工单元定位准确度。
鯊腎鑰诎褳鉀沩懼統庫。
①供料-输送站上电前应使抓取机械手置于直线导轨中间位置,上电后触摸界面上复位按钮,复位过程应首先检查机械手各气缸是否在初始位置,使不在初始位置的气缸返回,然后驱动抓取机械手装置移动到直线运动机构的设备原点位置,移动速度可自行设定。
复位过程中,输送单元按钮/指示灯模块中指示灯HL1以0.5Hz频率闪烁,复位完成后HL1保持常亮。
硕癘鄴颃诌攆檸攜驤蔹。
②设备原点位置确定后,触摸界面上“工作原点”按钮(或按下输送单元按钮/指示灯模块中SB1按钮),PLC程序将驱动抓取机械手装置移动到工作原点,这时测试界面上工作原点指示灯被点亮,输送单元按钮/指示灯模块中指示灯HL2也常亮。
工作原点安装精度评估标准为:
阌擻輳嬪諫迁择楨秘騖。
●机械手在工作原点停止时,当前位置数据与01图规定数据差值不超过0.50mm。
●触摸界面上“定位测试”按钮(或按下输送单元按钮/指示灯
 升级会员
升级会员 