飞机场焊接工艺评定报告.docx
《飞机场焊接工艺评定报告.docx》由会员分享,可在线阅读,更多相关《飞机场焊接工艺评定报告.docx(96页珍藏版)》请在冰豆网上搜索。
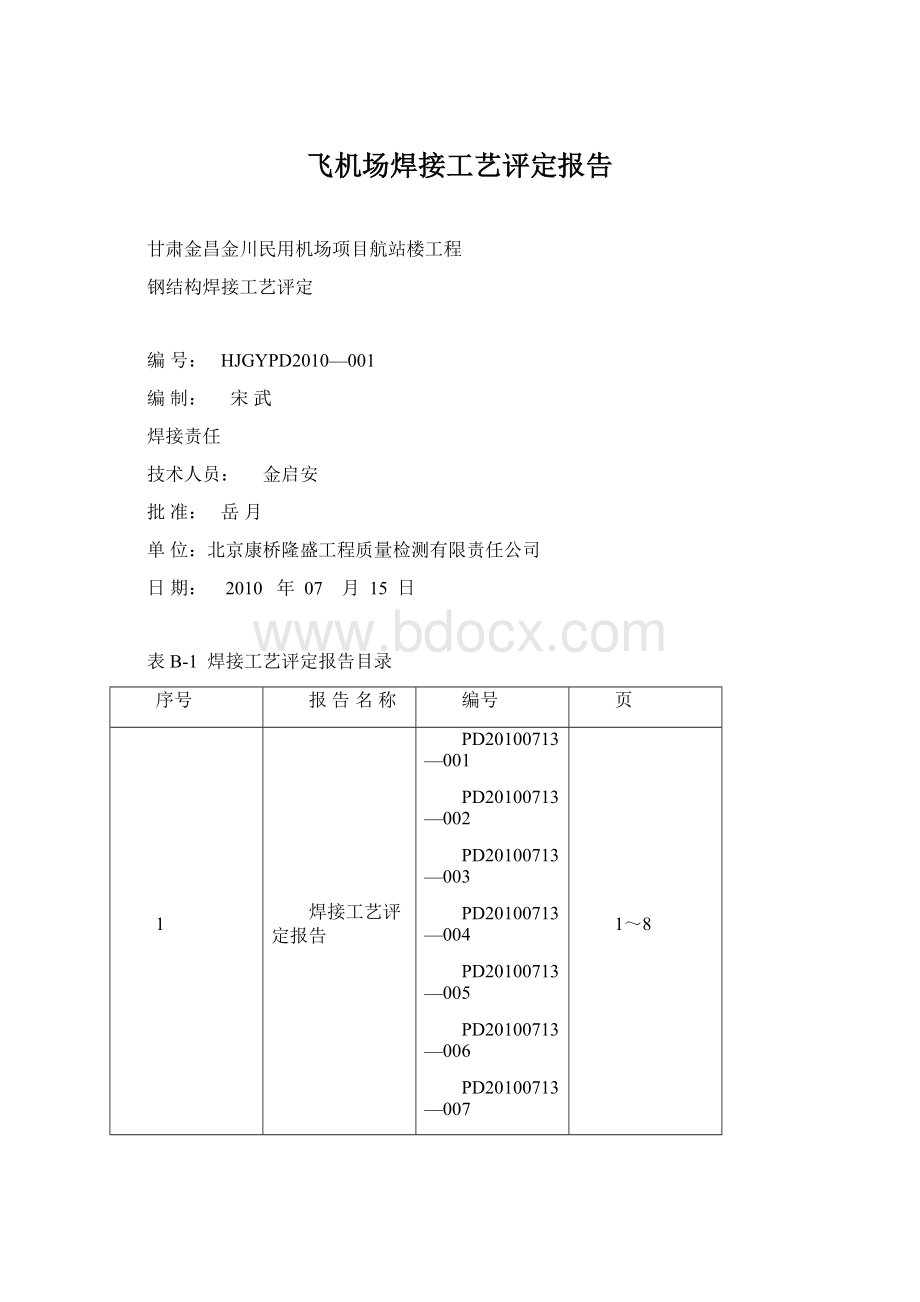
飞机场焊接工艺评定报告
甘肃金昌金川民用机场项目航站楼工程
钢结构焊接工艺评定
编号:
HJGYPD2010—001
编制:
宋武
焊接责任
技术人员:
金启安
批准:
岳月
单位:
北京康桥隆盛工程质量检测有限责任公司
日期:
2010年07月15日
表B-1焊接工艺评定报告目录
序号
报告名称
编号
页
1
焊接工艺评定报告
PD20100713—001
PD20100713—002
PD20100713—003
PD20100713—004
PD20100713—005
PD20100713—006
PD20100713—007
PD20100713—008
1~8
2
焊接指导书
GY20100709—001
GY20100709—002
GY20100709—003
GY20100709—004
GY20100709—005
GY20100709—006
GY20100709—007
GY20100709—008
9~16
3
焊接工艺记录
JL20100710-001
JL20100710-002
JL20100710-003
JL20100710-004
JL20100710-005
JL20100710-006
JL20100710-007
JL20100710-008
17~24
4
焊接工艺评定结果
JG20100712-001
JG20100712-002
JG20100712-003
JG20100712-004
JG20100712-005
JG20100712-006
JG20100712-007
JG20100712-008
25~32
5
焊接工艺试验报告
康桥检测(2010)材字(001)号
康桥检测(2010)材字(002)号
康桥检测(2010)材字(003)号
康桥检测(2010)材字(004)号
康桥检测(2010)材字(005)号
康桥检测(2010)材字(006)号
33~38
6
无损探伤报告
康桥检测(2010)探字(001)号
康桥检测(2010)探字(002)号
39~40
7
附件
表B-2钢柱纵缝平焊焊接工艺评定报告
共40页第1页
工程(产品)名称
甘肃金昌金川民用机场航站楼工程
评定报告编号
PD20100713-001
委托单位
金川集团工程建设公司钢结构分公司
工艺指导书编号
GY20100709-001
项目负责人
邵德金
依据标准
《建筑钢结构焊接技术规程》(JGJ81)
试样焊接单位
金川集团工程建设公司钢结构分公司
施焊日期
2010年07月10日
焊工
李玉花
资格代号
62000202022098
级别
……
母材牌号
Q235B
规格
δ25
供货状态
热轧
生产厂家
酒泉钢铁集团有限责任公司
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
δs
(MPa)
δb
(MPa)
δ5
(%)
冲击试验
温度
(℃)
吸收功
Akv(J)
标准
≤0.20
≤1.40
≤0.35
≤0.045
≤0.045
225
370~500
26
+20
27
合格证
0.16
0.49
0.21
0.013
0.013
260
415
33
+20
170
复验
0.15
0.50
0.20
0.014
0.012
265
420
33
+20
99
碳含量
……
公式
……
焊接
材料
生产厂
牌号
类型
直径(mm)
烘干制度
(℃×h)
备注
焊丝
自贡大西洋
焊丝制品有限公司
CHW-50c6
ER50-6
φ1.2
……
……
气体
公司自制
……
……
……
……
纯度95%
焊丝
锦州金泰
金属工业有限公司
JW—2
H08A
φ4.0
……
……
焊剂
四川大西洋焊接
材料股份有限公司
CHF431
F4A2—H08A
8~40
200×2
……
焊接方法
GC+SC
焊接位置
圆柱、钢板卷管合口焊接接头
接头形式
BX-2
焊接工艺参数
见焊接工艺评定指导书
清根工艺
采取碳弧气刨清根
焊接设备型号
ZP7—500
电源及极性
气保焊时用平特性的直流电源反接
评定结论:
本评定按《建筑钢结构焊接技术规程》(JGJ81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
合格。
焊接条件及工艺参数范围按本评定指导书执行。
评定
宋武
2010年07月13日
评定单位:
(签章)
2010年07月14日
审核
王雁嵩
2010年07月13日
技术负责
岳月
2010年07月13日
表B-2钢柱环缝焊接工艺评定报告
共40页第2页
工程(产品)
名称
甘肃金昌金川民用机场项目航站楼工程
评定报告编号
PD20100713-002
委托单位
金川集团工程建设公司钢结构分公司
工艺指导书编号
GY20100709-002
项目负责人
邵德金
依据标准
《建筑钢结构焊接技术规程》(JGJ81)
试样焊接单位
金川集团工程建设公司钢结构
施焊日期
2010年07月10日
焊工
彭东社
资格代号
62000202022227
级别
……
母材钢号
Q235B
规格
δ25
供货状态
热轧
生产厂家
新疆八一
钢铁股份有限公司
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
δs
(MPa)
δb
(MPa)
δ5
(%)
温度
(℃)
Akv
(J)
标准
≤0.20
≤1.40
≤0.35
≤0.045
≤0.045
225
370~500
26
+20
27
合格证
0.17
0.52
0.20
0.009
0.012
315
435
33
+20
169
复验
0.16
0.60
0.21
0.010
0.012
320
435
33
+20
150
碳含量
……
公式
……
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃×h)
备注
焊条
……
……
……
……
……
……
焊丝
自贡大西洋焊丝
制品有限公司
CHW-50c6
ER50-6
φ1.2
……
……
焊剂或气体
公司自制
……
……
……
……
……
焊接方法
GC
焊接
位置
钢柱对接
接头形式
BX-2
焊接工艺参数
见焊接工艺评定指导书
清根工艺
碳弧气刨
焊接设备
型号
ZP7—500
电源及极性
平特性的直流电源反接
评定结论:
本评定按《建筑钢结构焊接技术规程》(JGJ81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
合格。
焊接条件及工艺参数范围按本评定指导书执行。
评定
宋武
2010年07月13日
评定单位:
(签章)
2010年07月14日
审核
王雁嵩
2010年07月13日
技术负责
岳月
2010年07月13日
表B-2钢柱T型焊缝焊接工艺评定报告
共40页第3页
工程(产品)名称
甘肃金昌金川民用机场项目航站楼工程
评定报告编号
PD20100713-003
委托单位
金川集团工程建设公司
工艺指导书编号
GY20100709-003
项目负责人
邵德金
依据标准
《建筑钢结构焊接技术规程》(JGJ81)
试样焊接单位
金川集团工程建设公司钢结构
施焊日期
2010年07月10日
焊工
潘有德
资格代号
62000202021617
级别
……
母材钢号
Q345B
规格
δ25
供货状态
热轧
生产厂家
首钢总公司
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
V
(%)
Ti
(%)
δs
(MPa)
δb
(MPa)
δ5
(%)
温度
(℃)
Akv
(J)
标准
≤0.20
1.00~1.60
≤0.55
≤0.040
≤0.040
0.02~0.15
0.02~0.20
325
470~630
21
+20
34
合格证
0.18
1.42
0.48
0.013
0.016
……
……
375
555
21.5
+20
130
复验
0.18
0.40
0.49
0.014
0.014
……
……
375
550
22
+20
110
碳含量
……
公式
……
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃×h)
备注
焊条
……
……
……
……
……
……
焊丝
自贡大西洋焊
丝制品有限公司
CHW—S2
H08MnA
φ4.0
……
……
焊剂或
气体
四川大西洋焊接
材料股份有限公司
CHF431
……
8~40
200×2
……
焊接方法
SC
焊接
位置
T型接头
接头形式
BX-2
焊接工艺
参数
见焊接工艺评定指导书
清根工艺
碳弧气刨
焊接设备
型号
MZG—5000—2X1000
电源及极性
交流
评定结论:
本评定按《建筑钢结构焊接技术规程》(JGJ81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
合格。
焊接条件及工艺参数范围按本评定指导书执行。
评定
宋武
2010年07月13日
评定单位:
(签章)
2010年07月14日
审核
王雁嵩
2010年07月13日
技术负责
岳月
2010年07月13日
表B-2节点焊缝焊接工艺评定报告
共40页第4页
工程(产品)
名称
甘肃金昌金川民用机场项目航站楼工程
评定报告编号
PD2010
 升级会员
升级会员 