05PBJL4002工艺卡片.docx
《05PBJL4002工艺卡片.docx》由会员分享,可在线阅读,更多相关《05PBJL4002工艺卡片.docx(11页珍藏版)》请在冰豆网上搜索。
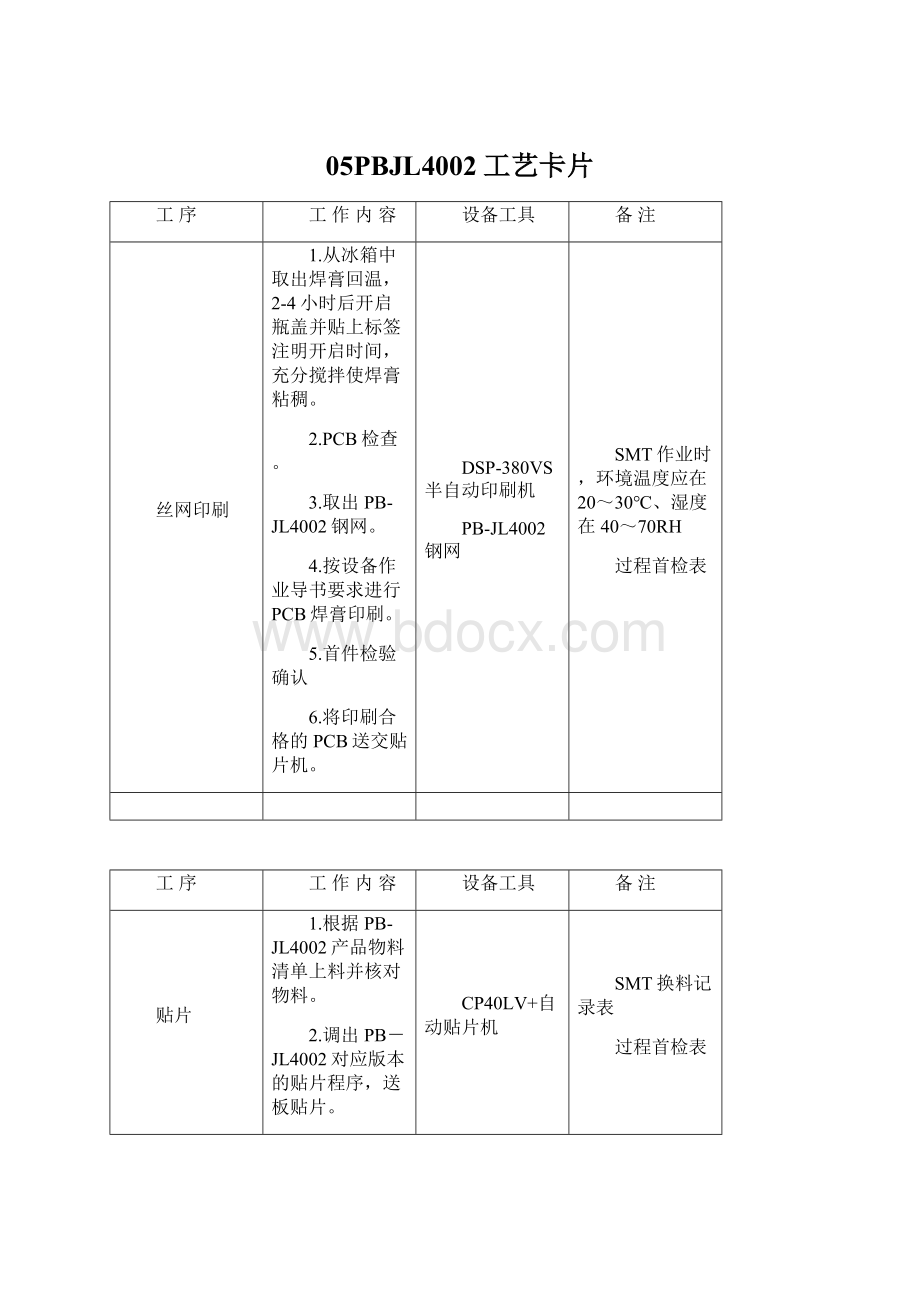
05PBJL4002工艺卡片
工序
工作内容
设备工具
备注
丝网印刷
1.从冰箱中取出焊膏回温,2-4小时后开启瓶盖并贴上标签注明开启时间,充分搅拌使焊膏粘稠。
2.PCB检查。
3.取出PB-JL4002钢网。
4.按设备作业导书要求进行PCB焊膏印刷。
5.首件检验确认
6.将印刷合格的PCB送交贴片机。
DSP-380VS半自动印刷机
PB-JL4002钢网
SMT作业时,环境温度应在20~30℃、湿度在40~70RH
过程首检表
工序
工作内容
设备工具
备注
贴片
1.根据PB-JL4002产品物料清单上料并核对物料。
2.调出PB-JL4002对应版本的贴片程序,送板贴片。
3.贴片完成后的首件检验确认。
4.对于机器不能贴的元器件应采用手工方式贴放。
5.PCB炉前自检后送回流炉。
6.及时更换使用完的物料并做换料记录。
7.及时处理设备在生产中出现的小故障。
CP40LV+自动贴片机
SMT换料记录表
过程首检表
工序
工作内容
设备工具
备注
回流焊接
1.按设备作业指导书要求设置并核对各项参数。
2.当各项参数达到设定值时可送板焊接。
3.首件检验确认
WIN-4005+回流炉
炉温设定记录表
过程首检表
工序
工作内容
设备工具
备注
炉后检修
1.对照标准SMT样件及元器件位置图对炉后PCB全检,检查元器件的方向及位置是否正确。
2.根据SMT焊接检验标准对炉后PCB的每个焊点全检,检查有无焊接异常。
3.对以上检查出的焊接错误或不良及时做修正处理,不能处理的PCB交专职修理人员及时修理。
4.在指定位置贴上产品序列号及生产过程标识。
5.将检验修理合格的PCB存入周转箱(车),放在合格品存放区域。
6.及时将检验信息反馈SMT操作人员。
7.做相关生产记录。
936控温烙铁
生产跟踪记录表
产品跟箱单
工序
工作内容
设备工具
备注
手工插件
1.根据PCB插件样板及元器件位置图将需要成形的元件正确成形。
2.根据本工位图纸要求,正确插件(注意元器件的极性要求)。
3.检查所插元器件是否插到位,不得漏插,错插。
4.首件检验确认
FR-108M成型机
过程首检表
产品跟箱单
工序
工作内容
设备工具
备注
波峰焊接
1.按设备作业指导书要求设置并核对各项参数。
2.当各项参数达到设定值时可送板焊接,每块板间保持有8-10厘米的间距。
3.首件检验确认
4.做相关生产记录。
TBM-300S双波峰焊机
波峰焊接记录表
过程首检表
产品跟箱单
工序
工作内容
设备工具
备注
波峰焊后修理
1.根据焊接检验标准对所有元器件焊点进行检查。
2.对照电路板样件及元器件位置图,检查是否有元器件漏插,错插,元器件极性是否正确,是否插到位,并对以上不良做修理。
3.将修理合格的电路板存入周转箱(车),放在合格品存放区域。
4.做相关生产记录。
936控温烙铁
产品跟箱单
工序
工作内容
设备工具
备注
程序烧录
1.将程序烧录器一端串口接到指定的烧录专用烧录电脑上。
2.程序烧录器接上电源。
3.将程序烧录器另一端串口接到电路板上。
4.在电脑上调取PB-JL4002相应版本程序进行烧录。
5.首件检验确认。
6.将烧录合格的电路板放在合格品存入区域,不合格的电路板填写不合格维修记录卡后放在不合格品存放区域。
7.做相关生产记录。
程序烧录器
生产跟踪记录表
产品跟箱单
不合格维修记录卡
过程首检表
工序
工作内容
设备工具
备注
通道测试
(T1)
1.打开电脑,调出并打开相应测试程序。
2.将电路板与测试平台连接,打开电源给测试平台供电。
3.点击程序start键开始自动测试,此时电脑会有提示音,并可听到电路板上继电器吸合和声音。
4.再次听到提示音后表示测试结束,电脑显示测试结果,当被测电路板有故障时,电脑会显示故障代码。
5.关闭测试平台电源,卸下被测产品。
6.每天测试前应用标准样板进行测试平台校验,校验合格方可进行批量测试。
7.测试合格的电路板放在合格品存放区域,不合格品填写不合格维修记录卡后放在不合格品存放区域。
8.做相关生产记录。
TB-JL4002测试平台
生产跟踪记录表
产品跟箱单
不合格维修记录卡
平台校验记录表
工序
工作内容
设备工具
备注
功能测试
(T2)
1.将待测电路板与TS-JL4002测试平台相连接。
2.给测试平台通电。
3.按PB-JL4002产品测试功能表的要求对产品的各个硬件功能进行逐项测试,各功能应分开测试,且测试时间持续5秒,在测试中出现与当前输入无关的功能输出时,应判为不合格。
4.所有功能测试结束后,关闭测试平台电源,卸下被测产品。
5.每天测试前应用标准样板进行测试平台校验,校验合格方可进行批量测试。
6.将测试合格的电路板放在合格品存放区域,不合格品填写不合格维修记录卡后放在不合格品存放区域。
7.做相关生产记录。
TS-JL4002测试平台
生产跟踪记录表
产品跟箱单
不合格维修记录卡
平台校验记录表
工序
工作内容
设备工具
备注
主控模块装配
1.在下壳两侧的槽内装上金属支架(支架的光面向上)。
2.将测试合格的PCB装入塑料下壳中,并
在下壳正确位置贴上与PCB相同序列号
的条码标签(注意佩带防静电手腕或手
套)。
3.核对PCB板与下壳所贴序列号,确认内
外号一致后,装好上壳,并确保卡耳全
部到位。
4.在安装孔内装入四颗自攻螺钉,用电动
或手动工具将螺钉拧紧。
5.沾取适量黑色油漆将螺钉涂黑,放入周
转箱内。
6.做相关生产记录
电动十字起(电动工具在使用前注意调整输出扭矩,以防螺钉过松或过紧)。
产品跟箱单
工序
工作内容
设备工具
备注
实测平台测试
(T3)
1.将待测电路板与TS-JL4002测试平台相连接。
2.给测试平台通电。
3.按PB-JL4002产品测试功能表的要求对产品的功能逐项测试,功能测试是按《GB2828抽样检验表》抽样检验,遥控器学码功能是全测。
4.所有功能测试结束后,关闭测试平台电源,卸下被测产品。
5.每天测试前应用标准样板进行测试平台校验,校验合格方可进行批量测试。
6.在测试合格的电路板上贴上相应合格标志,放在合格品存放区域,不合格品填写不合格维修记录卡后放在不合格品存放区域。
7.做相关生产记录。
TS-JL4002测试平台
T3测试记录表
产品跟箱单
工序
工作内容
设备工具
备注
包装
1.检查主控模块的外壳,查看是否有抽样合格的标示。
2.检查主控模块上的序列号与配套的遥控器序列号是否一致。
3.将配套的遥控器装入塑料中,并用扎带将其固定在主控模块的右边孔上(字面向上)。
4.将带有遥控器的主控模块装入塑料袋中封好。
5.按规定数量将包装后的主控模块与遥控器装入运输纸箱内,放入装箱单和质检报告,并记录每箱的产品序列号。
6.将纸箱封口,并注明出厂日期。
FR-200.300手压封口机
 升级会员
升级会员 