机械加工工艺过程卡片.docx
《机械加工工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片.docx(13页珍藏版)》请在冰豆网上搜索。
机械加工工艺过程卡片
XX工学院
机械加工工艺卡片
零件名称:
机床CA6140拔叉
学生:
XXX
指导老师:
XXX
二零零五年七月日
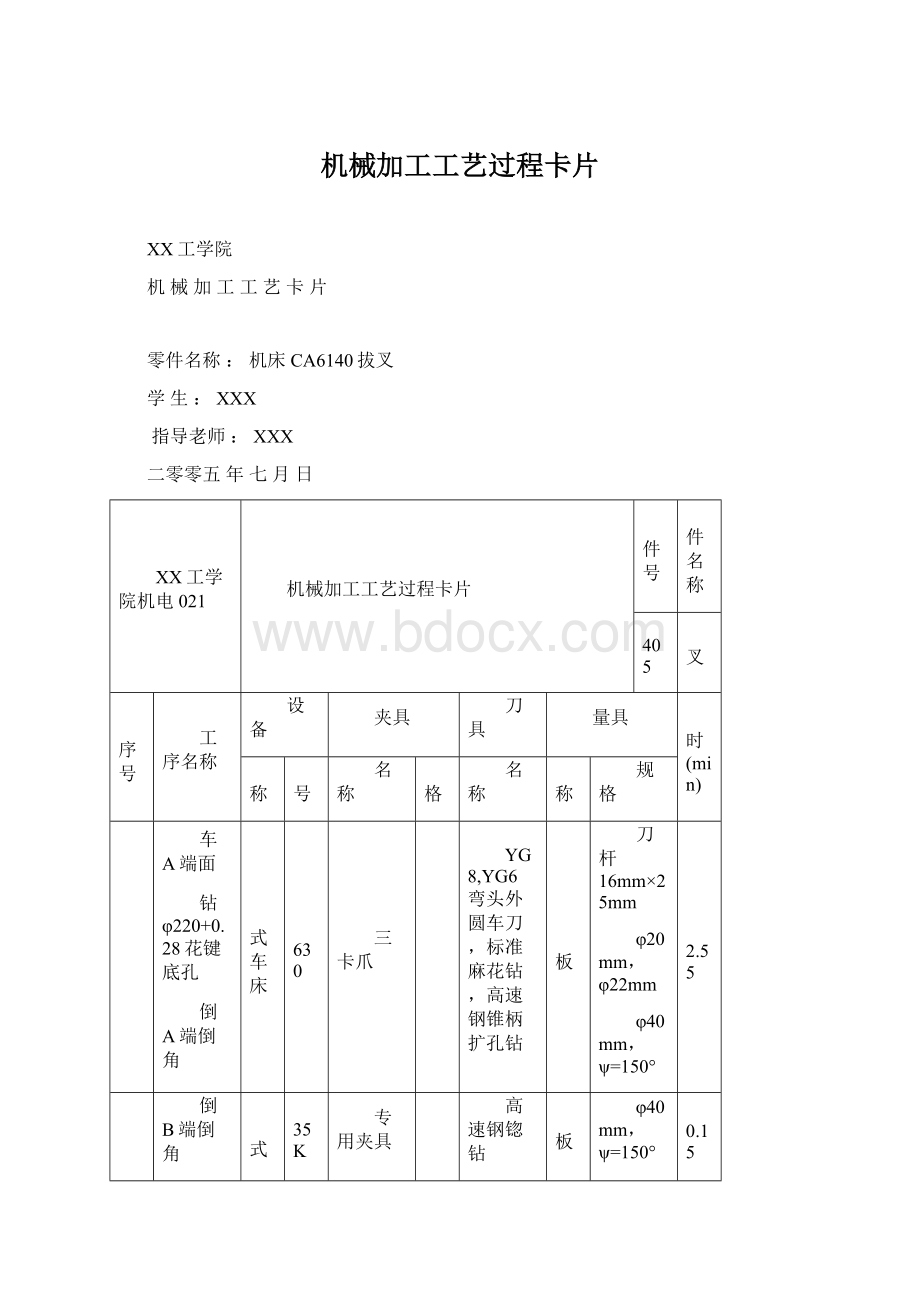
XX工学院机电021
机械加工工艺过程卡片
零件号
零件名称
0405
拔叉
工序号
工序名称
设备
夹具
刀具
量具
工时(min)
名称
型号
名称
规格
名称
名称
规格
1
车A端面
钻φ220+0.28花键底孔
倒A端倒角
卧式车床
C630
三卡爪
YG8,YG6弯头外圆车刀,标准麻花钻,高速钢锥柄扩孔钻
卡板
刀杆16mm×25mm
φ20mm,φ22mm
φ40mm,ψ=150°
2.55
2
倒B端倒角
卧式钻床
Z35K
专用夹具
高速钢锪钻
卡板
φ40mm,ψ=150°
0.15
3
拉φ250+0.023花键孔
卧式内拉床
L6110
专用夹具
高速钢花键拉刀
花键量规
6×22H12×25H8×6+0.03+0.06
0.23
4
铣D面
卧式铣床
X62
专用夹具
YG6硬质合金圆远柱铣刀
卡板
φ80mm,Z=10
0.5
5
铣80+0.03槽
卧式铣床
X62
专用夹具
镶齿三面刃铣刀
游标卡尺
φ7mm
φ8mm
1.23
6
铣180+0.012槽
卧式铣床
X62
专用夹具
镶齿三面刃铣刀
游标卡尺
φ14.4mm
φ17.4mm
φ18mm
7.82
7
终检
设计者
XXX
指导老师
XXX
XX工学院机电021
机械加工工艺卡片
工序名称
车A端面,钻φ
花键底孔,倒A端倒角
工序号
Ⅰ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式车床
C630
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
粗车A端面至80.5mm
YG845°弯头外圆车刀
卡板
22
1×2
2.5
0.55
480
69.3
0.18
2
精车A端面至80mm
YG645°弯头外圆车刀
20
1
0.5
0.55
770
111.2
0.035
3
钻通孔φ20
高速钢锥柄麻花钻
88
1
18
0.40
302.5
168.75
0.7
4
铰孔至φ22
高速钢锥柄扩孔钻
84
1
1
0.55
115.8
8
0.47
5
端面A倒角
锥柄机用铰刀
4
1
2
0.55
115.8
48
0.35
设计者
XXX
指导老师
XXX
共7页
第1页
淮海工学院机电021
机械加工工艺卡片
工序名称
倒B端倒角
工序号
Ⅱ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z35K
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
B端倒角
高速钢锪钻
卡板
5
1
2
0.55
115.8
26
0.035
设计者
王裕祥
指导老师
刘成文
共7页
第2页
淮海工学院机电021
机械加工工艺卡片
工序名称
拉φ
花键孔
工序号
III
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式内拉床
L6110
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
拉φ250+0.023花键孔
6×22H12×25H8×6+0.03+0.06
花键拉刀
花键量规
1
0.06
3.6
0.31
设计者
王裕祥
指导老师
刘成文
共7页
第6页
淮海工学院机电021
机械加工工艺卡片
工序名称
铣D面
工序号
Ⅲ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
4
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X62
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
粗铣侧面D
YG6硬质合金圆远柱铣刀
卡板
40
1
3
2
71.6
150
0.5
2
半精铣侧面D
YG6硬质合金圆远柱铣刀
40
1
1
0.15
75
168.75
0.57
设计者
王裕祥
指导老师
刘成文
共7页
第3页
淮海工学院机电021
机械加工工艺卡片
工序名称
铣
槽
工序号
Ⅴ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
4
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X62
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
粗铣槽80+0.03mm
镶齿三面刃铣刀
游标卡尺
47
1
7
0.15
75
18.84
0.225
2
精铣槽80+0.03mm
镶齿三面刃铣刀
45
1×2
1
0.04
318
16
0.85
设计者
王裕祥
指导老师
刘成文
共7页
第5页
淮海工学院机电021
机械加工工艺卡片
工序名称
铣
槽
工序号
Ⅳ
零件名称
拨叉
零件号
0405
零件重量
同时加工工件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS190~220
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧式铣床
X62
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
1
粗铣槽180+0.012mm
镶齿三面刃铣刀
游标卡尺
48
1×2
7.25
0.22
300
8
4.04
2
半精铣槽180+0.012mm
镶齿三面刃铣刀
48
160.85设计者 王裕祥指导老师刘成文共7页第5页
淮海工学院机电021
零件名称拨叉零件号0
金属型铸件
1.0kg
设备
夹具
辅助工具
名称
型号
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工时min
按图纸要求检查
设计者
王裕祥
指导老师
刘成文
共7页
第7页
 升级会员
升级会员 