木门木饰面工艺流程及说明.docx
《木门木饰面工艺流程及说明.docx》由会员分享,可在线阅读,更多相关《木门木饰面工艺流程及说明.docx(17页珍藏版)》请在冰豆网上搜索。
木门木饰面工艺流程及说明
门套生产工艺流程及说明
我公司现有门套工艺共分为A、B两种型号。
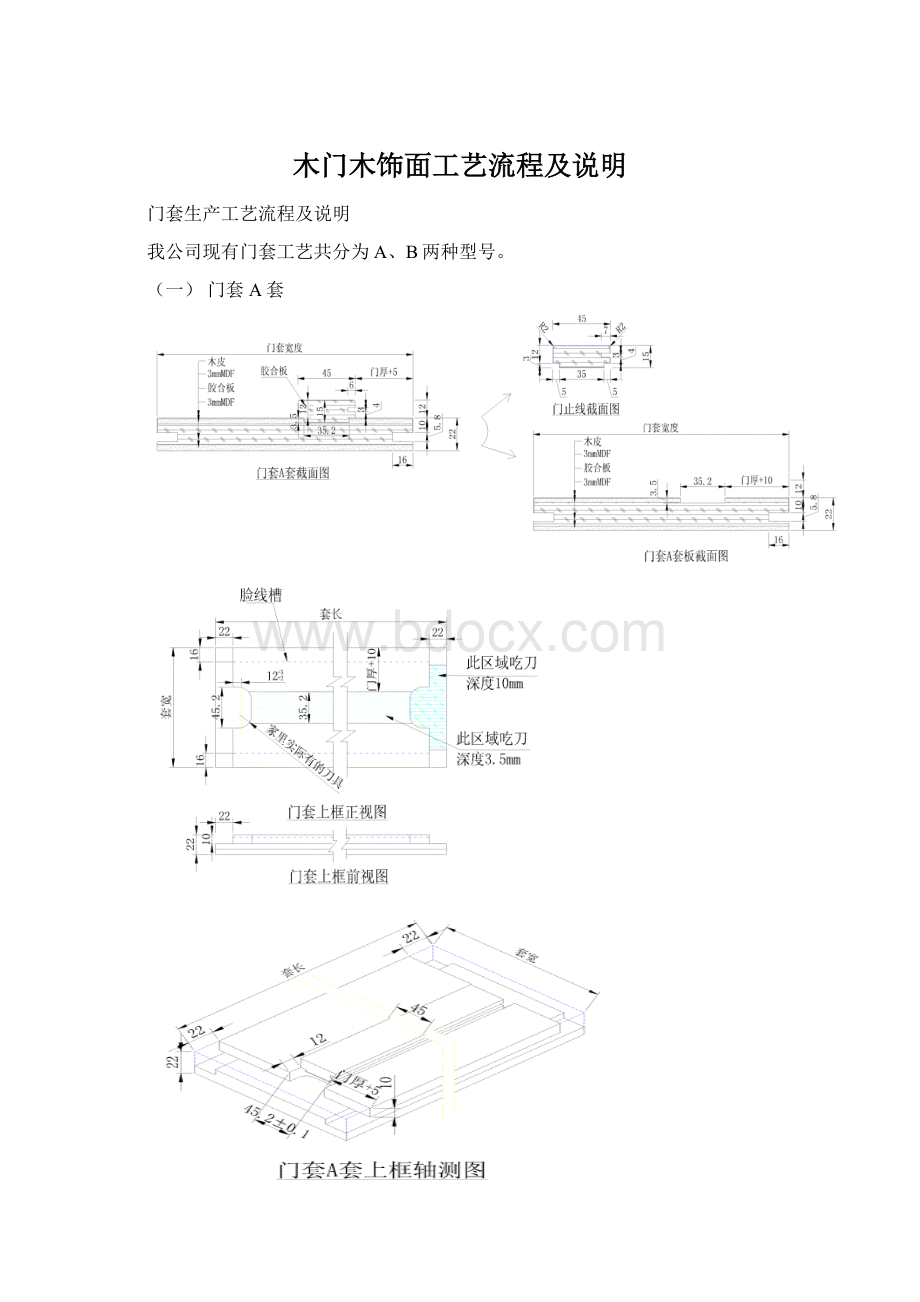
(一)门套A套
A-3
A-2
A-1
1、示意图
A-4
2.1、生产工艺流程图
工艺说明
1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。
复合板为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如A-3示意图)。
门止线为15胶合板铣型后直接包覆木皮。
2)砂光定厚:
保证厚度统一,方便后工序加工,注:
白色封闭漆不用砂光。
(指定设备:
硬辊砂光机)。
3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。
2)、3)工序可根据实际情况调换。
(指定设备:
直线锯、高精密推台锯、多片锯)。
4)贴皮;先大面热压贴皮,再窄面封边。
(指定设备:
热压机、封边机)
5)开槽;按工艺图纸开套板脸线槽、门止线槽。
(指定设备:
立轴铣、木线机)。
6)打端;门套上框两端需企口如A-2示意图。
(指定设备:
单端铣、双端铣或立铣)
7)白茬打磨;机加工完毕,由人工进行白茬打磨修补,满足油漆要求。
8)底漆;根据订单要求进行相应油漆工艺。
9)修色;根据订单要求进行修色。
10)钉门止线;立框齐头,上框如A-2示意图。
(指定设备:
直钉枪)
11)精裁;按生产明细将套板净尺。
(指定设备:
推台锯)
12)面漆。
13)质检;油漆完毕质检检验合格通知包装。
14)包装;按包装通知进行包装并合理堆放,通知销售部发货。
2.2、门止线生产工艺流程及说明
门止线工艺说明
1)备料:
从仓库领取15mm胶合板;
2)下料:
按生产明细下料;(指定设备:
直线锯或高精密推台锯或多片锯)
3)倒角:
按工艺图纸进行倒角;(指定设备:
立轴铣)
4)开槽:
按工艺图纸进行开槽、企口;(指定设备:
立轴铣)
5)包覆木皮:
按订单要求进行包覆木皮;
6)白茬打磨:
机加工完毕,由人工进行白茬打磨修补,满足油漆要求。
7)油漆:
根据订单要求进行相应油漆工艺致修色。
8)钉装:
钉装门止线到门套板上。
(二)门套B套
B-3
B-2
B-1
1、示意图
2、生产工艺流程图
工艺说明
1)备料;包括复合板、木皮、密度板等的备料,到仓库统一领取。
复合板为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如B-1示意图)。
2)砂光定厚:
将22复合板进行定厚,保证厚度统一方便后工序加工,注:
白色封闭漆不用砂光。
(指定设备:
硬辊砂光机)。
3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。
2)、3)工序可根据实际情况调换。
(指定设备:
直线锯、高精密推台锯、多片锯)。
4)贴皮、复合及开槽;先大面贴皮,之后窄面封边,开槽后复合再开联系槽。
(详见图B-3)。
(指定设备:
热压机、封边机、冷压机)
5)打端;门套上框两端需企口如B-2示意图。
(指定设备:
单端铣、双端铣或立铣)
6)精截:
按生产明细将套板净尺。
(指定设备:
推台锯)
7)白茬打磨;机加工完毕,由人工进行白茬打磨修补,满足油漆要求。
8)油漆;根据订单要求进行相应油漆工艺。
9)质检;油漆完毕质检检验合格通知包装。
10)包装;按包装通知进行包装并合理堆放,通知销售部发货。
(三)常规脸线
1
木
门
、
木
饰
面
工艺标准
(一)平板木饰面生产工艺及流程说明
1、示意图
2、生产工艺流程图
3、工艺说明
(二)造型木饰面生产工艺及流程说明
1、示意图
2、生产工艺流程图
3、工艺说明
(三)平板门生产工艺及流程说明
1、生产工艺流程图
2、常规标准平板门生产工艺图解
(四)门套生产工艺及流程说明
一、门套A套
1、示意图
2.1、生产工艺流程图及说明
2.2、门止线生产工艺流程图及说明
二、门套B套
1、示意图
2.1、生产工艺流程图及说明
2.2、门止线生产工艺流程图及说明
三、60*15mm常规脸线
1、示意图
2.1、生产工艺流程图及说明
(五)装扮门生产工艺及流程说明
1、示意图
2、生产工艺流程图
3、工艺说明
(六)包装方案及标准
1、示意图
装板门生产工艺流程及说明
1、示意图
2、生产工艺流程图
备注:
各工序在交接过程中要做好数量清点及品质检验工作!
3、工艺说明
①按照领料单从仓库领取物料,从五金库领取所需要的刀具以及其他辅助工具。
②砂光定厚:
保证统一规格的物料厚度统一,方便厚工序加工。
(制定设备:
硬辊砂光机)
③板材下料:
根据生产明细进行排料下料,长度加20mm加工余量,宽度不加余量;下料宽度误差±0.5mm,
允许侧弯范围为1mm/m。
②、③工序可根据实际情况调换。
(指定设备:
直线锯、高精密推台锯、多片锯)
排料原则是尽可能提高板材的利用率。
④木皮下料:
根据图纸要求进行筛选木皮,需要木皮对纹的产品需严格按照图纸进行配备。
木皮下料原则是在保证外观效果和质量的情况下尽可能提高木皮的利用率。
⑤机加工:
按照图纸位置及尺寸打孔、开槽、打线、组装,操作机器是需严格按照操作规范安全操作。
⑥白身修整:
成品完成后需由人工对产品进行修整打磨,保证产品表面光滑,无凹凸、无刮痕。
⑦油漆:
根据产品需求进行相应的油漆工艺制作。
⑧包装发货:
产品经品质部检验合格后进行包装,包装是应在包装盒上表明此包产品的具体内容。
包装方案及标准
1、示意图
 升级会员
升级会员 