供应商PPAP提交清单模板.xls
《供应商PPAP提交清单模板.xls》由会员分享,可在线阅读,更多相关《供应商PPAP提交清单模板.xls(77页珍藏版)》请在冰豆网上搜索。
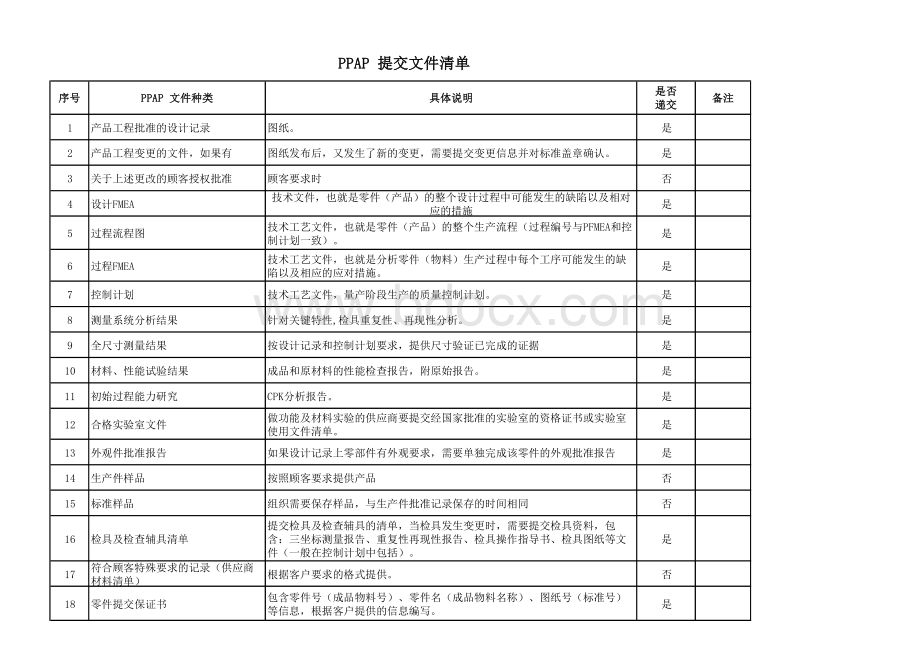
1产品工程批准的设计记录图纸。
是2产品工程变更的文件,如果有图纸发布后,又发生了新的变更,需要提交变更信息并对标准盖章确认。
是3关于上述更改的顾客授权批准顾客要求时否4设计FMEA技术文件,也就是零件(产品)的整个设计过程中可能发生的缺陷以及相对应的措施是5过程流程图技术工艺文件,也就是零件(产品)的整个生产流程(过程编号与PFMEA和控制计划一致)。
是6过程FMEA技术工艺文件,也就是分析零件(物料)生产过程中每个工序可能发生的缺陷以及相应的应对措施。
是7控制计划技术工艺文件,量产阶段生产的质量控制计划。
是8测量系统分析结果针对关键特性,检具重复性、再现性分析。
是9全尺寸测量结果按设计记录和控制计划要求,提供尺寸验证已完成的证据是10材料、性能试验结果成品和原材料的性能检查报告,附原始报告。
是11初始过程能力研究CPK分析报告。
是12合格实验室文件做功能及材料实验的供应商要提交经国家批准的实验室的资格证书或实验室使用文件清单。
是13外观件批准报告如果设计记录上零部件有外观要求,需要单独完成该零件的外观批准报告是14生产件样品按照顾客要求提供产品否15标准样品组织需要保存样品,与生产件批准记录保存的时间相同否16检具及检查辅具清单提交检具及检查辅具的清单,当检具发生变更时,需要提交检具资料,包含:
三坐标测量报告、重复性再现性报告、检具操作指导书、检具图纸等文件(一般在控制计划中包括)。
是17符合顾客特殊要求的记录(供应商材料清单)根据客户要求的格式提供。
否18零件提交保证书包含零件号(成品物料号)、零件名(成品物料名称)、图纸号(标准号)等信息,根据客户提供的信息编写。
是PPAP提交文件清单PPAP提交文件清单序号序号PPAP文件种类PPAP文件种类具体说明具体说明是否是否递交递交备注备注零件名称:
零件号码:
零件类型:
技术中心审核过程更改申请表过程更改申请表供应商制造场地信息:
供应商制造场地信息:
供应商名称:
供应商代码:
供应商地址:
改变类型(按过程改变要求的目标):
改变类型(按过程改变要求的目标):
提交资料:
提交资料:
供应商批准签字:
职务:
电话:
供应商批准签字:
日期:
以下仅供顾客使用:
以下仅供顾客使用:
下步计划:
说明:
说明:
供应商管理审核供应商管理负责人质管部审核采购副总设备工装、模具材料加工方法操作人员其它,请说明过程更改的控制程过程更改的详细说明(含质量监控数据、预期目过程更改的质量策划计划APQP一揽子(适用于二级供应商的批准拒绝其它检验其它,请说明过程更改的控制程序过程更改的详细说明(含质量监控数据、预期目标等)过程更改的质量策划计划APQP一揽子(适用于二级供应商的改变)骨架材料橡胶类炭黑化工辅料PPAPPCPA其它其它设计项目或过程功能要求Designitemsorprocessfunctionrequirement潜在失效模式Potentialfailuremode失效的潜在后果FailurepotentialresultS特性分类C失效的潜在起因/机理Failurepotentialcause/mechanismO现有设计或过程控制CurrentdesignorprocesscontrolDRPN建议的措施Actionsuggested负责人/部门/计划完成日期Resp./Dept./Planningdate采取的措施ActionadoptedSODRPN编制人Made:
联系电话Tel:
零件名称Partname:
零件号码PartNo.:
潜在失效模式和后果分析Potentialfailuremodeandeffectanalysis潜在失效模式和后果分析PotentialfailuremodeandeffectanalysisInitialsubmissionOTSsubmissionupdatedPPAPsubmissionupdatedproductionupdated核心小组Coreteam:
编制日期Madedate:
最新修改日期Latestmodificationupdate:
FMEA号码:
FMEANo.DFMEAPFMEA生产更新PPAP提交更新OTS提交更新首次提交FMEA号码FMEANo.:
制造P移动M存储S检查C核心小组Coreteam:
过程流程图processflowdiagramflowchart过程流程图processflowdiagramflowchartInitialsubmissionOTSsubmissionupdatedPPAPsubmissionupdatedproductionupdated最新修改日期Latestmodificationupdate:
零件名称Partname:
联系电话Tel:
编制日期Madedate:
编号No.零件号码PartNo.:
编制人Made:
操作描述Operationdiscription编号No.产品关銉特性KPC首次提交OTS提交更新PPAP提交更新生产更新设计项目或过程功能要求Designitemsorprocessfunctionrequirement潜在失效模式Potentialfailuremode失效的潜在后果FailurepotentialresultS特性分类C失效的潜在起因/机理Failurepotentialcause/mechanismO零件号码PartNo.:
零件名称Partname:
核心小组Coreteam:
潜在失效模式和后果分析Potentialfailuremodeandeffectanalysis潜在失效模式和后果分析PotentialfailuremodeandeffectanalysisInitialsubmissionOTSsubmissionupdatedPPAPsubmissionupdatedproductionupdated生产更新PPAP提交更新OTS提交更新首次提交现有设计或过程控制CurrentdesignorprocesscontrolDRPN建议的措施Actionsuggested负责人/部门/计划完成日期Resp./Dept./Planningdate采取的措施ActionadoptedSODRPN编制人Made:
联系电话Tel:
编制日期Madedate:
最新修改日期Latestmodificationupdate:
潜在失效模式和后果分析Potentialfailuremodeandeffectanalysis潜在失效模式和后果分析PotentialfailuremodeandeffectanalysisFMEA号码:
FMEANo.DFMEAPFMEA编号No.产品Product过程Process特殊特性分类C产品/过程标准/公差Product/processstandard/tolerance评估/测量方法evaluation/measuremethod样本容量Samplesize样本频率Samplefrequency负责人Resp.控制方法Controlmethod操作规范/记录表单编号Operationcriteria/recordNo.控制计划Controlplan控制计划ControlplanSampleproductionTrialproductionProduction特性Characteristic方法Method过程编号ProcessNo.过程名称/操作描述Processname/operationdiscription机器、设备、工装、夹具Machine,equipment,toolingjig控制计划号码ControlplanNo.:
编制日期Madedate:
最新修改日期Latestmodificationupdate:
顾客批准/日期Customerapproval/date:
零件号码PartNo.:
零件名称Partname:
供应商名称Suppliername:
编制人Made:
联系电话Tel:
核心小组Coreteam:
供应商批准/日期Suppleirapproval/date:
工装样件生产试生产生产反应计划Reactionplan最新修改日期Latestmodificationupdate:
S/CF/F序号No.产品特性编号PCNo.特殊特性符号Productspecialcharactersymbol产品特性描述PCdescription备注Note产品特性清单Productcharacteristiclist产品特性清单Productcharacteristiclist产品特殊特性符号Productspecialcharactersymbol:
安全/政府法规要求配合/功能零件名称Partname:
规范/公差Criteria/Tolerance供应商名称supplier:
过程编号Processno.测量工具Measuretool工具编号ToolNo.取样数量Samplesize测量人员Measurepeople备注Note测量系统分析计划MSAplan测量系统分析计划MSAplanSampleproductiontrialproductionproduction过程名称Processname测量产品特性MeasureproductCharacterisiticMSA方法MSAmethod计划检测日期Planmeasuredate控制计划号码CPNo.:
编制人made:
联系电话Tel:
编制日期Dateofmade:
最新修改日期Latestmodifydate:
零件号码PartNo.零件名称Partname:
车型/年度Mode/Year:
供应商名称Suppliername:
核心小组Coreteam:
供应商批准/日期Supplierapproval/date:
顾客批准/日期Customerapproval/date:
工装样件生产试生产生产零件号和名称PartNo./Name:
量具名称Gaugename:
日期Date:
特性Characteristic:
量具号GaugeNo.:
操作者Operator:
尺寸规格Spec.:
量具型式Type:
=XDiff=RP=数据表Datalist:
R=测量设备分析Equipmentanalysis%总变差(TV)重复性设备变差(EV)=%EV=100EV/TVEV=RK1试验次数K1=RR=(EV2+AV)2%RR=100RR/TV重复性评价人变差(AV)AV=(XDIFFK2)2(EV2/nr)%AV=100AV/TV=K1=零件变差(PV)PV=RPK3%PV=100PV/TV第页共页Page=总变差(TV)TV=(RR2+PV2)所有计算均基于预计5。
15(正态分布曲线下99。
0%的面积)。
=重复性和再现性(RR)零件数PartquantityK3零件数PartquantityK3量具重复性和再现性报告MeasurementgaugeR&Rreport结论Conclusion:
所有计算均基于预计5。
15(正态分布曲线下99。
0%的面积)。
K1=结论Conclusion:
供应商Suppliername:
编号No.:
123产品性能试验报告Performancetestreport产品性能试验报告Performancetestreport提交原因Submissionreason:
PPAPsubmissionproblemcorrectionprocesscontrolothers实测值Actual备注Note:
凡是不符合规范/公差要求的数值请用圆圈标明Pleasemarkcircleforthedatanotmeetingcretieria/tolerance.试验日期Testdate设备数量Diecavityquantity:
审核/批准Audit/Approval:
签署/日期Sign/date:
职务Title:
序号No.特殊特性分类SpecialCharacteristics指标范围Range检测方法TestMethods试验机构/设备名称Testorganization/equipment打印姓名Printname:
测试项目TestItems供应商名称Suppliername:
检验机构名称Testorganization:
零件号码PartNo.:
零件名称Partname:
更改等级/日期Modificationlevel/date:
设备编号ToolingNo.:
编制人Made:
签署/日期sign/date:
PPAP提交问题纠正过程控制其它123OKNOK材料试验报告Materialtestreport材料试验报告Materialtestreport检验日期Testdate:
提交原因Submissionreason:
PPAPsubmissionproblemcorrectionprocesscontrolothers实测值Actual结果Result序号No.检测项目Testitem标准Standard注:
需提交实验室原始记录,除非客户SQE工程师同意ProvidelabinitialrecordexceptLLSQEagree.编制人Made:
签署/日期sign/date:
审核/批准Audit/Approval:
签署/日期Sign/date:
职务Title:
供应商名称Suppliername:
检验机构名称Testorganization:
原材料号码PartNo.:
原材料名称Partname:
更改等级/日期Modificationlevel/date:
打印姓名Printname:
备注Note:
原材料名称及牌号Rawmaterialname/trademarkPPAP提交问题纠正过程控制其它标准Standard上限Upper下限LowerS-001S-002S-003S-004S-005S-006尺寸测量报告Dimensionmeasurementreport尺寸测量报告DimensionmeasurementreportTotaldimensioncheckPartofdimensioncheck提交原因Submissionreason:
PPAPsubmissionproblemcorrectionprocesscontrolothers图纸要求Drawingrequirement序列号No.备注Note:
凡是不符合规范/公差要求的数值请用圆圈标明Pleasemarkcircleforthedatanotmeetingcretieria/tolerance.编制人Made:
签署/日期sign/date:
审核/批准Audit/Approval:
签署/日期Sign/date:
序号No.KPC备注Note职务Title:
零件号码PartNo.:
零件名称Partname:
更改等级/日期Modificationlevel/date:
设备数量Diecavityquantity:
打印姓名Printname:
检验日期Checkdate:
检验机构名称Testorganization:
供应商名称Suppliername:
设备编号ToolingNo.:
备注Note:
全尺寸检验部分尺寸检验PPAP提交问题纠正过程控制其它过程编号Processno.取样数量Samplesize计划检测日期Planmeasuredate备注Note最新修改日期Latestmodifydate:
联系电话Tel:
供应商名称Suppliername:
编制日期Dateofmade:
顾客批准/日期Customerapproval/date:
测量工具Measuretool工具编号ToolNo.测量人员Measurepeople过程能力分析计划Processcapabilityanalysisplan过程能力分析计划ProcesscapabilityanalysisplanSampleproductiontrialproductionproduction过程名称Processname测量产品特性MeasureproductCharacterisitic编制人made:
零件号码PartNo.零件名称Partname:
车型/年度Mode/Year:
核心小组Coreteam:
供应商批准/日期Supplierapproval/date:
控制计划号码CPNo.:
工装样件生产试生产生产141012345XR11142012345XR参数计算ParametercaculationOTSPre-Launch零件号PartNo.零件名称PartName日期Date工序名称ProcessName测量项目Items质量特性值QualityCdata模具编号DieNo.235678912131516171819上公差限USL下公差限LSL公差范围T公差中心TC分布中心X平均极差RX管理图XChartR控制限标准差上控制限UCL=下控制限LCL=R管理图RChart数据处理DataProcessing能力指数计算及判断供应商Supplier:
工序能力指数测算表Processcapabilityindex工序能力指数测算表Processcapabilityindexmeasurementlistmeasurementlist=USL-XX-LSLZminZUSL=ZLSL=PpK=颜色下标标准样品编号标准样品批准日期材料类型材料来源外观批准件报告说明:
组织名称:
三色数据色彩外观件批准报告组织:
签字:
电话:
纠正并继续纠正再提交准予进行纹理交工日期:
零件号:
零件名称:
采购人员代码:
工程更改等级:
图样编号:
外观批准件报告制造厂地址:
提交原因:
零件提交保证书特殊样品再提交纹理加工前第一批发运工程更改组织表面加工信息纹理加工的评价颜色供货标注零件处理意见金属光泽供方/供货商代码:
色品度亮度色调纠正并继续纠正再提交准予进行纹理交工经授权的顾客代表:
签字:
日期:
适用范围(车型):
日期:
经授权的顾客代表签字和日期纹理加工的评价NO.NO.序号序号EquipmentnameEquipmentname设备名称设备名称ModelModel规格型号规格型号EquipmentEquipmentNO.NO.设备编号设备编号MeasuringMeasuringrangerange测量范围测量范围DividingtheDividingthevaluevalue分度值分度值AccuracyAccuracyclassclass精度等级精度等级Gagesandinspectionaidslist检具及检查辅具清单Gagesandinspectionaidslist检具及检查辅具清单ProducerProducer制造商制造商DateDate使用日期使用日期User/depositUser/depositLocationLocation使用/存入地点使用/存入地点TestTestcyclecycle检定周期检定周期VerificationVerificationDateDate检定日期检定日期ValidityValidity有效期至有效期至VerificationVerificationResultsResults检定结果检定结果Gagesandinspectionaidslist检具及检查辅具清单Gagesandinspectionaidslist检具及检查辅具清单VerificationVerificationUnitUnit检定单位检定单位CommentComment备注备注安全项和/或政府法规要求项零件提交保证书PSW零件提交保证书PSW零件名称:
零件号码:
工装编号:
工程图纸更改级别:
日期:
其它工程更改日期:
图纸编号:
采购订单编号:
重量(Kg):
检验装置编号:
工程更改等级:
日期:
提交信息:
提交信息:
供应商公司名称供应商代码顾客名称/部门供应商制造场地信息供应商制造场地信息供应商地址:
采购员:
提交原因:
提交原因:
要求的提交等级(选择一项):
要求的提交等级(选择一项):
等级1只向客户提交保证书等级2向客户提交保证书、产品样品及有限的支持数据等级3向客户提交保证书和产品样品及完整的支持数据等级4同等级3,但是不包括产品样品等级5在供应商制造厂备有保证书、产品样品和完整的支持性数据以供评审注:
顾客可能要求提交除上述内容之外的其它内容,任何与上述提交要求相违背均需获得客户书面的认可注:
顾客可能要求提交除上述内容之外的其它内容,任何与上述提交要求相违背均需获得客户书面的认可提交结果:
提交结果:
这些结果满足图纸和规范要求:
如果否,请说明声明:
声明:
在此声明:
本保证书所包含的样件是我们的代表性零件,已符合顾客图样和规范要求,是在正常生产工装上使用规定的材料制造而成,没有不同于正常加工的其它操作。
与本声明有差异的地方我已在下面作了说明。
说明:
打印姓名:
职务:
电话:
供应商批准签字:
日期:
以下仅供顾客使用:
以下仅供顾客使用:
是否尺寸外观首次提交工程更改工装转移、更换、更新或其它问题整改设计/结构或材料更改分供方或材料来源更改工艺过程更改在其它地方生产零件其它,请说明尺寸检测材料和功能试验外观过程能力报告是否批准拒绝其它材料/性能技术中心审核供应商管理审核供应商管理负责人质管部审核采购副总自制Inhouse国产外购/外协Purchased进口Import生产辅料Subsidiarymaterial供应商名称Suppliername通过的质量体系System有无材料替代Y/N供应商材料清单供应商材料清单Suppliermateriallist供应商名称Suppliername:
零件状态Partstatus供应商信息Supplierinformation批准人/日期Approver/Date:
审核人/日期Verifier/Date:
编制人/日期Made/Date:
序号No.材料名称materialname材料牌号/规格型号Materialtrademark/type
 升级会员
升级会员 