763米大型焦炉单炭化室压力调节系统工艺设备及维护知识讲解和分析内部工程师培训资料.docx
《763米大型焦炉单炭化室压力调节系统工艺设备及维护知识讲解和分析内部工程师培训资料.docx》由会员分享,可在线阅读,更多相关《763米大型焦炉单炭化室压力调节系统工艺设备及维护知识讲解和分析内部工程师培训资料.docx(26页珍藏版)》请在冰豆网上搜索。
763米大型焦炉单炭化室压力调节系统工艺设备及维护知识讲解和分析内部工程师培训资料
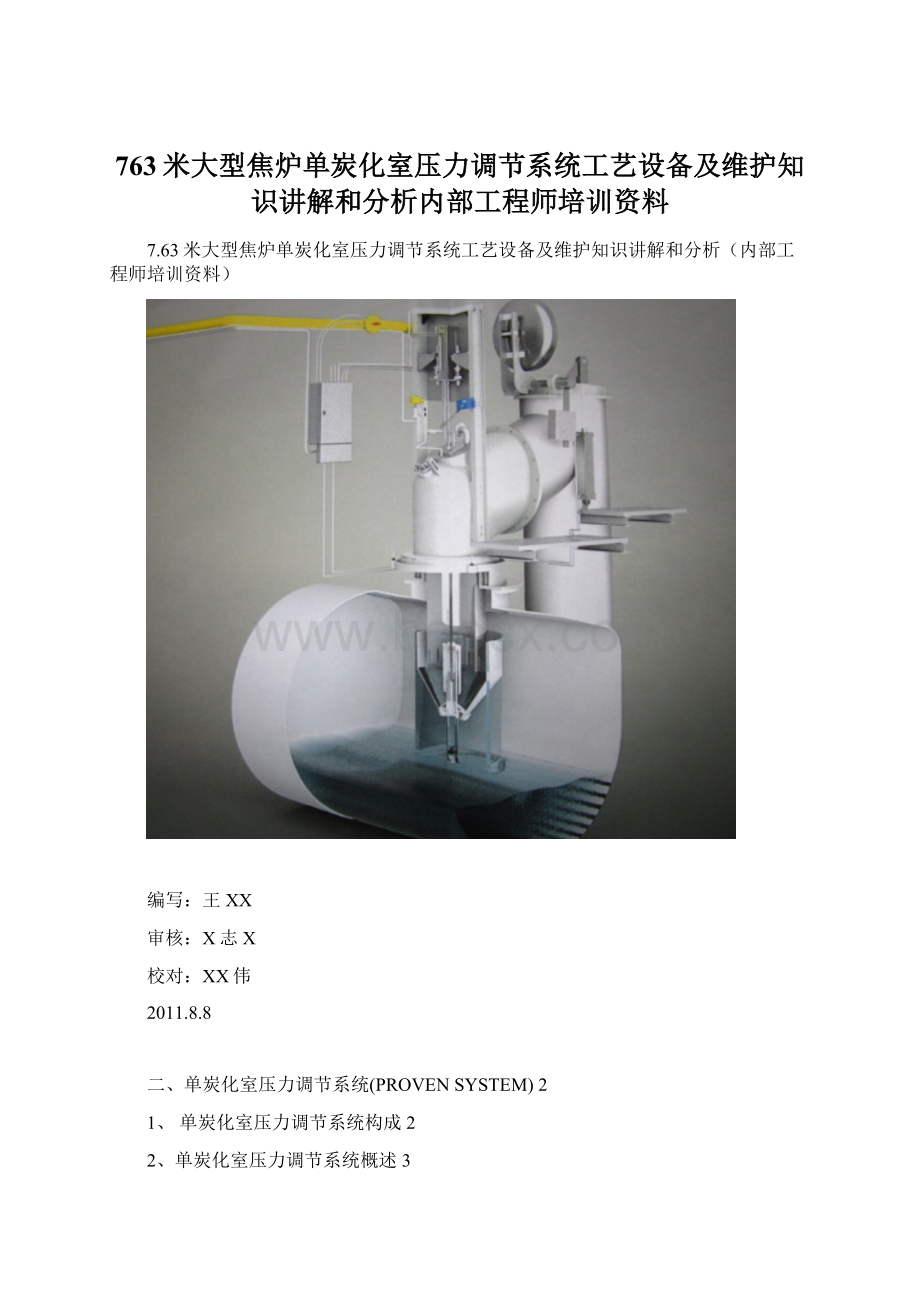
7.63米大型焦炉单炭化室压力调节系统工艺设备及维护知识讲解和分析(内部工程师培训资料)
编写:
王XX
审核:
X志X
校对:
XX伟
2011.8.8
二、单炭化室压力调节系统(PROVENSYSTEM)2
1、单炭化室压力调节系统构成2
2、单炭化室压力调节系统概述3
1.1、炼焦过程4
1.2、推焦过程4
1.3、装煤过程5
3、单炭化室压力调节系统的SFC时序图控制简介6
4、PROVEN气源箱的简介7
5、PROVEN电液执行器的接线简介8
6、典型故障汇总9
6.12009.2.26A炉40#阀门定位器故障9
6.22009.6.25B炉16#上升管盖不能自动打开11
6.32009.9.19B炉30#阀门定位器不自动调节,压力为负压13
6.42009.11.5A炉3号上升管遇到的情况15
6.52010.1.28C炉的2号阀门定位器现场手动无法回0%17
6.62010.3.2A炉62#手动自动均关不了上升管盖18
6.72010.12.13部分上升管装完煤后频繁冲洗固定杯,并且压力进度条变红20
6.82010.12.20B炉PRoven的系统光纤报警21
二、单炭化室压力调节系统(PROVENSYSTEM)
1、单炭化室压力调节系统构成
单炭化室压力调节系统(简称单炭化室压力调节系统)用于对单个炭化室的压力进行精确调节。
该系统在集气管内,对应每孔炭化室的桥管末端安装一个形状像皇冠的管,上面开有多条沟槽,皇冠管下端设有一个“固定杯”,固定杯由三点悬挂,保持水平。
杯内设有执行机构控制的活塞杆及其相连的杯口塞,同时在桥管设有压力检测与控制装置。
炭化室压力调节是由调节杯内的水位也就是荒煤气流经该装置的阻力变化实现的。
在桥管上部有两个喷嘴喷洒的氨水流入杯内,测压压力传感器将检测到上升管部位的压力信号及时传到执行机构的控制器,控制器发出指令使执行机构控制活塞杆带动杯口塞升降,调节固定杯出口大小来调节杯内的水位,使炭化室压力保持在微正压力状态.水位越高,沟槽出口越小,荒煤气导出所受阻越大;水位越低,沟槽出口越大,荒煤气导出所受阻力越小,如图1-1。
图1-1
而未使用单炭化室压力调节系统的焦炉,集气管压力一般控制在120Pa左右,炉门底部的压力在结焦周期内变化幅度很大。
刚开始装煤时,炉门底部压力可以达到300Pa以上,很容易造成从炉体的不严密处逸出荒煤气;而在推焦前,炉门底部压力已经降到0Pa附近,考虑到压力的波动,焦炉在结焦末期经常出现负压,会抽入空气。
使用单炭化室压力调节系统后,焦炉集气管压力保持在-300Pa左右,炉门底部的压力始终可控制在40~60Pa范围内变化。
因此焦炉逸出的荒煤气大大减少,改善了作业环境。
实验显示,使用单炭化室压力调节系统后焦炉荒煤气的逸出量和未使用前相比可降低近70%。
2、单炭化室压力调节系统概述
炭化室作为炼焦最主要的设备,其压力调节担负着十分重要的作用。
在炼焦过程中,使炭化室压力维持在一定范围内,可以有效抑制由炼焦过程中生成的荒煤气而引起的炉压变化对炉体的损害;在炼焦结束进行推焦过程时,为避免空气进入集气管产生爆炸危险,必须将炭化室与集气管隔离;在装煤时,为防止烟尘外溢对环境造成污染,要实现负压装煤,即使炭化室压力小于大气压力。
京唐钢铁公司焦化作业部的焦炉采用的德国Uhde公司的炉压调节技术(PressureRegulationOven,简称PROven),正是针对焦炉各阶段对炭化室压力的不同要求提出的一套完整的解决方案,下图为现场的固定杯和皇冠杯的样图和实体图1-1-1。
图1-1-1
1.1、炼焦过程
在炼焦时,炭化室压力根据工艺,需要随着结焦不断进行,由20Pa开始逐级增加到170Pa,因此需要根据实际测量压力与当前设定压力的差异,自动调节活塞,控制荒煤气流量,以满足工艺要求,如图1-1-1。
压力表
定位器
图1-1-1
1.2、推焦过程
在炼焦即将结束时,由炼焦控制系统给出信号,PROven进入推焦过程,为使炭化室与集气管断开,需用活塞将固定杯完全关闭,同时打开快速填充阀,快速喷洒氨水以填满固定杯,使荒煤气无法进入集气管,此时炭化室完全封闭,同时由于荒煤气还在不断产生,故压力会逐渐增高,在压力达到一定值后,打开上升管盖,使荒煤气点燃后排出大气。
此时,由单炭化室压力调节系统给推焦车允许推焦信号,推焦车开始推焦作业,如图1-2-1。
快速填充阀
上升管盖打开
图1-2-2-1
1.3、装煤过程
在推焦过程结束后,推焦车给出推焦完毕信号,单炭化室压力调节系统关上上升管盖,进入装煤阶段,为了不产生烟尘放散,要将炭化室和集气管完全连通,这需要将活塞打到全开模式,并借助鼓风机产生的吸力,使炭化室产生负压,从而实现无烟装煤如图1-3-1。
图1-3-1
在完成上述过程后,将自动对固定杯进行冲洗,以避免由于荒煤气中焦油的附着,引起设备动作失灵。
之后,重新开始又一次控制的循环。
3、单炭化室压力调节系统的SFC时序图控制简介
总的来说,整个单炭化室压力调节系统是用SFC控制,其SFC框图如下图1-3-1所示。
图1-3-1
整个SFC分为5个程序条,从左至右为1:
正常生产和推焦装煤状态;2:
冲洗固定杯状态;3:
本地连接状态;4:
正压过大状态;5:
维修模式。
SFC是顺序向下执行器,其步骤为“符合条件—>执行下一步”。
如图1-3-2所示。
图1-3-2
整个SFC的控制如下图1-3-3所示,操作人员可以控制整个SFC时序图的控制模式,如“手动”、“自动”的转换,也可以控制SFC的“启动”、“停止”,同时,可以通过操作模式来对整个时序进行控制,可以单独用于监控“T”,也可以用于监控和步骤控制“T或C”等。
图1-3-3
每个炉子有70个上升管系统,每个系统都有一个独立的SFC时序控制图参与控制。
4、PROVEN气源箱的简介
单炭化室压力调节系统的气源箱主要是为整个系统的快速喷洒的气缸、控制上升管盖打开、关闭的气缸、控制活塞的气缸分配气路并提供动力气源5bar。
气源箱内有电磁阀4个、气动阀(B、C、D、E、F、G、H)7个组成、手动控制阀A和K、和部分气源管组成。
如图4-1。
图4-1
其中电磁阀的得电、失电由程序控制,而气动阀的状态在自动模式下由电磁阀控制;在手动模式下,可以由现场的手动阀控制。
其中手动阀K,可以现场直接控制快速喷洒阀的打开和关闭动作;而手动阀A,可以现场直接控制上升管盖的打开和关闭。
这两个手动阀的状态和柜内位置如图4-2。
图4-2
5、PROVEN电液执行器的接线简介
在AB炉最初的设计中,吸气管的电液执行器的给定和反馈信号是不进入UHDE系统的,后来应UHDE程序员要求把AB的电液执行器的信号接入到单炭化室压力调节系统的远程站中,其AB炉的接法一致如下图5-1。
当建设CD炉时,为了解决吸气管上的这几台执行器的信号问题,特在中段远程站上加一个AI模块。
如下图5-2所示。
图5-2
所有吸气管的电液执行器的电机都是3UF7控制,其DP信号进入焦耐系统,但是所有执行器的电机全是现场手动启动,在焦耐院上位画面可以监控其电机的状态,另有一个油压开关信号,也进入焦耐的画面。
6、典型故障汇总
6.12009.2.26A炉40#阀门定位器故障
1、现象
接到主控室电话,说A炉40#阀门定位器不能自动调节。
40号上升管屏幕“右下角”,“炭化室状态”处于Controlling”状态,但模式是“MANUAL”模式,属不正常(从这一点上可以看出是给定信号有有问题),如图6-1-1。
图6-1-1
2、处理过程
打开40号上升管的PID调节,看到下图6-1-2
图6-1-2
从上图可以分析出1:
这个阀门定位器不是通过“自动PID调节”的(该上升管的实际压力为-218PA,程序中给定的保持压力应为170PA,所以”MAN”的给定量不应是”0”,并且”OUT”值不应为灰色阴影.),2:
“MAN”是给定信号,如果上位显示是“0”,则说明从模块发出的给定信号有问题,先把电流表串表定位器的给定信号上(11、12端子是给定信号)。
3:
“OUT”着色是灰的有两种情况,一种是定位器的反馈信号有错误,短路或是断路。
二种是给定信号有问题,存在短路或是短路的情况。
如果把定位器的11端子的接线拆下来,阀门定位器能启保护功能———阀门定位器能打到100%。
如果阀门定位器无法自动打100%,则是阀门定位器的问题,换一个阀门定位器。
有三种情况阀门定位器的“MODE”是“MANUAL”。
一种是:
推焦状态——Disconnected;两种是:
装煤状态——Connected;三种是:
冲洗固定杯——purgingfixup.
如果阀门定位器的“给定”信号有问题阀门定位器是不能处于“自动AUTO”模式的。
但反馈信号(31\32端子)有问题阀门定位器仍可处于“自动AUTO”模式,但不能自动PID调节,因为反馈信号没有了如图6-1-3。
图6-1-3
6.22009.6.25B炉16#上升管盖不能自动打开
1、现象
接到主控室电话,说B炉上升管61号盖不能自动打开。
到现场观察,操作人员现场操作可以把上升管盖打开(说明气路和气动阀工作没有问题,因为可以现场手动把上升管盖打开),可以初步判断是信号的问题。
2、处理过程
在处理类似的故障时,先到上位画面打开该炉号的SFC图,上升管打开的条件有如下几个。
如下图6-2-1和图6-2-2。
图6-2-1
图6-2-2
结合图6-1-2的条件来说,说明程序已经发出了,上升管盖开动作信号,这就要到现场的柜内的模块和现场的接线柜。
从上位画面可以看到,柜内的熔断器跳了,如图6-2-3。
是东段柜内的熔断器的保险跳了。
图6-2-3
3、处理结果
现场手动把熔断器复位后,下一炉的上升管盖自动打开。
熔断器的复位键如下图6-2-4。
图6-1-4
第二天,找到老外,谈上升管远程柜跳闸一事,发现老外的图纸和我们手中的图纸不一样,在我们的图纸上,熔断器的第四路用的保险是3A的,现场实际用的也是3A。
而老外的图纸上画是5A保险。
我们核实了A炉的远程站保险实际用的也是5A,但我们的图纸上画的是3A。
我们找到备件,按老外的指导,把B炉的保险,按最新的图纸一一对应换好。
6.32009.9.19B炉30#阀门定位器不自动调节,压力为负压
1、现象
接到主控室电话,说B炉上升管30号压力显示负压。
到现场观察,阀门定位器的反馈杆在上方。
2、处理过程
在处理类似的故障时,先到上位画面打开该炉号的SFC图,如下图6-3-1。
一般情况下,SFC程序会无限的循环下去,是不会自动走到完成这一步的。
但是在上位画面打开B炉30号上升管时,发现程序跳到了最后一步。
图6-3-1
这时就需要把SFC程序恢复后重新启动。
正常运行的SFC程序为
模式。
如下图6-3-2。
图6-3-2
三、处理结果
可能是操作人员误操作,造成整个程序跳到“完成”步骤。
6.42009.11.5A炉3号上升管遇到的情况
1、现象
A炉3号上升管的阀门定位器的PID控制模式为”自动模式”下的”外给定”,SP值为170PA。
MAN的值从0%向64%缓慢增长,压力表的值从-250PA渐渐升高,但当阀门定位器到达64%左右时,压力达到170PA,阀门定位器开始向下走,但是此时压力不是保持170PA上下波动,而是一路彪升,并达到200~300~400PA.此时的控制模式为从”自动模式”的”外给定”,变到”手动模式”下的
 升级会员
升级会员 