FANUC 0i系统故障报警信息.docx
《FANUC 0i系统故障报警信息.docx》由会员分享,可在线阅读,更多相关《FANUC 0i系统故障报警信息.docx(9页珍藏版)》请在冰豆网上搜索。
FANUC0i系统故障报警信息
FANUC0i系统故障报警信息(上)
1、报警信息的查看方法
数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
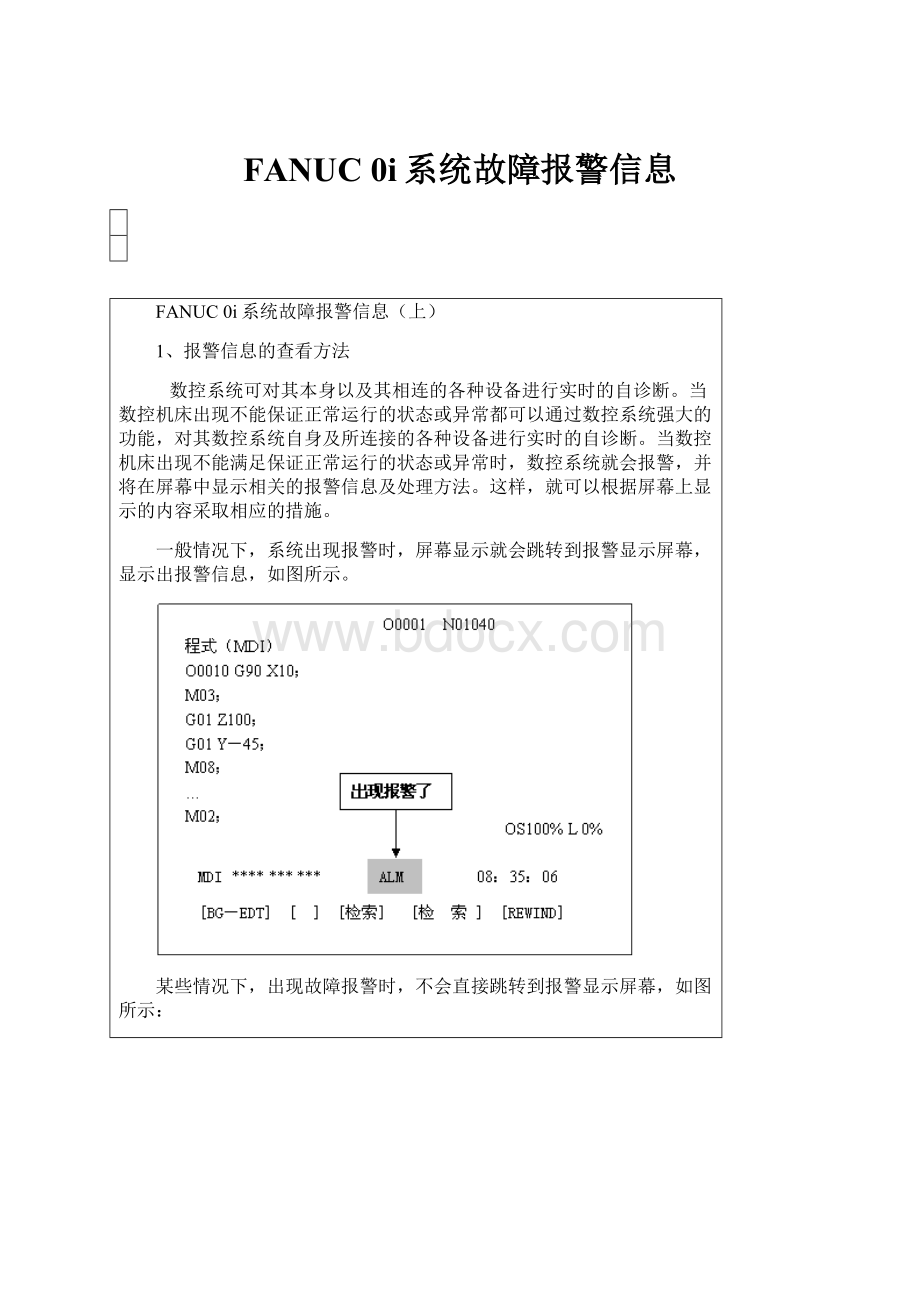
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:
FANUC0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:
2、FANUC0i数控系统报警的分类
FANUC0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表FANUC0i数控系统报警分类
错误代码
报警分类
000~255
P/S报警(参数错误)
300~349
绝对脉冲编码器(APC)报警
350~399
串行脉冲编码器(SPC)报警
400~499
伺服报警
500~599
超程报警
700~749
过热报警
750~799
主轴报警
900~999
1000~1999
200~2999
5000以上
系统报警
机床厂家根据实际情况在PM(L)C中编制的报警
机床厂家根据实际情况在PM(L)C中编制的报警信息
P/S报警(编程错误)
3、常见报警的故障排除思路
数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?
这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。
系统报警是数控系统生产厂家在数控系统传递到机床厂家之前就编写好的,是固定不变的,机床厂家没法对其进行编辑和增删。
在一般情况下,外围故障的发生机率较系统故障的机率要高。
不同结构类型的机床就会有不同的外围故障,而若要能够做到对外围故障做出快速准确的定位和排除,就必须对你所要维修的机床的机械结构、电气原理、数控系统、各个机床动作、操作方法有一个全面的认识。
若在机床正常的时候,对机床的每一个动作进行仔细的观察,便能够在机床异常(也就是说机床动作不能正常进行)时,根据平时观察所得与之对比,从而做到对故障的快速诊断与排除。
与此同时,高效地使用FANUC0i系统提供的丰富的维修功能,包括PMC梯形图实时监控、1/O接口的状态检查与跟踪、诊断功能也是做到对故障的快速诊断与排除的一个关键因素。
以下,是一个发生在一台卧式加工中心的外围故障。
通过这个故障,从中学习如何使用FANUC0i系统提供的丰富的维修功能对一般外围故障进行快速诊断与排除。
1)外围报警—“1010空气压力异常”报警
一台卧式加工中心出现“1010空气压力异常”报警后,向操作人员详细了解发生报警的情况。
据操作人员讲述,当时机床在自动运行状态下进行加工生产,突然出现了此报警,机床亦同时停止了动作。
查阅相关的机床维修手册,机床维修手册中所描述的“1010空气压力异常”报警发生的原因是进入机床的压缩空气压力未能达到机床的要求(压缩空气压力不得低于0.4MPa),对策是保证供给的机床压缩空气压力不得低于0.4MPa。
据操作人员讲,在进行开机前设备检查时,发现进入机床的压缩空气压力过高,达到了0.8MPa,超出了0.4-0.6MPa的机床允许范围,所以就调整了压缩空气压力,使其压力在机床允许的范围之内,然后进行自动运行加工,l0分钟以后便出现了“1010空气压力异常”的报警。
据此分析,此次故障发生的主要原因是,在进行开机前设备检查时,由于大部分的设备都未正式运转和系统的压缩空气压力偏高了一点点,造成了进入机床的压缩空气压力高达0.8MPao而当大部分的设备都进入正式运转和对整个压缩空气供给系统过高的压力进行了调整后,便出现了机床在自动运行加工的过程中,出现机床的压缩空气压力下降到0.25MPa的情况。
以下是故障的排除过程。
数控系统是怎样知道进入机床的压缩空气压力未能达到指定的值呢?
数控机床为做到自动控制设置了相应的检测器件(接近开关、位置开关、光栅等)。
当检测器件发出的状态信息经PM(L)C处理,进行逻辑判断不能满足机床正常运行要求时,便在屏幕上显示相应的故障代码和报警信息。
数控系统通过PMC监控画面监控每一个检测器件的状态,从而可方便快捷的方向故障的位置。
具体操作方法如下
查阅该机床的电气图纸得知,进入机床的压缩空气压力是由一只压力开关(地址是X2.3)进行检测的,当压力在机床允许的范围内时(0.4-0.6MPa),压力开关的触点闭合,状态为"1”;当压力低于0.4MPa时,压力开关的触点便断开,状态为“0”,该状态输入到PMC中进行逻辑判定处理后,认为不能满足机床正常运行,便在屏幕上报出错误代码和报警信
息。
查阅该机床的电气图纸得知,进入机床的压缩空气压力是由一只压力开关(地址是X2.3)进行检测的,当压力在机床允许的范围内时(0.4-0.6MPa),压力开关的触点闭合,状态为"1”;当压力低于0.4MPa时,压力开关的触点便断开,状态为“0”,该状态输入到PMC中进行逻辑判定处理后,认为不能满足机床正常运行,便在屏幕上报出错误代码和报警信息。
至此,就可以按下机床面板上的故障复位按钮,然后执行中间程序启动,继续进行加工,并随时对进入机床的压缩空气压力进行检查和调整,防止类似的故障再次发生。
2)系统报警—351、350、414、749号报警
一台卧式加工中心,在自动运行加工的过程中,突然停止动作,并进入了急停状态。
以下是故障的判定和排除过程。
一下子出现这么多的报警,真把人搞糊涂了,以下就化繁为简,逐一地加以说明和解释。
350,351,414,749号报警属于系统报警,FANUC为数控系统对应地编写了相关的维修说明书。
因此,可以查阅BEIJING-FANUC0i-A维修说明书(编号是B-63505C/O1)掌握报警的详细说明和对策。
根据报警信息屏幕显示的内容,对照BEIJING-FANUC0i-A维修说明书:
1)信息:
350SPC报警信号:
X轴PLUSECODER
350SPC报警信号:
Y轴PLUSECODER
内容:
这是串行脉冲编码器(SPC)的报警。
XY轴的串行脉冲编码器故障。
有以下的原因可引起此报警,串行编码器的硬件出现异常、用于保持绝对位置坐标电池的电压过低、反馈电缆出现异常、A/D转换时数字伺服电流异常、伺服放大器的电磁接触器的触点溶化粘连、串行编码器LED异常、因反馈电缆异常引起反馈错误。
2)信息 351SPC报警信号:
X轴交通
351SPC报警信号:
Y轴交通
351SPC报警信号:
z轴交通
351SPC报警信号:
B轴交通
内容:
这也是串行脉冲编码器(SPC)的报警。
XYZB轴的串行脉冲编码器通信错误。
有以下原因可引起此报警,串行脉冲编码器的通信异常、通信没有应答、传送数据有误、数字伺服侧参数设定不正确。
3)信息:
749S-SPINDLELSIERROR
内容:
这是关于串行主轴的报警。
当接通电源后,在系统启动中或在运行过程中,主轴发生了串行通信错误时的报警。
有以下原因可引起此报警:
光缆接触不良、脱落或断线,主CPU板不良,主轴放大器印制电路板不良。
根据以上的报警信息和报警内容分析,是串行脉冲编码器(SPC)和串行主轴的通信方面同时出现了问题,这样看来也太巧合了吧?
有点不大可能,四个伺服轴的串行脉冲编码器与串行主轴伺服模块同时出现了故障。
于是,打开控制电柜查看一下数控系统各模块的情况,发现数控系统的电源模块、主轴模块、伺服轴模块都没有电源指示。
原来是控制它们的一个空气开关跳闸了。
至此,导致本次报警发生的原因是由于这个空气开关跳闸所引起的,因此,要排除此故障,就要找出空气开关跳闸的原因。
再详细地研究了一遍电路图,如图所示。
在图中,可以看到,该空气开关是伺服模块控制部分和主轴冷却风扇电动机作过载、短路保护的。
使用万用表检查空气开关后的电气回路是否有过载、短路的故障存在,检查发现主轴冷却风扇电动机有一相的电线对地短路,便认真检查主轴冷却风扇电动机至电柜之间的连接电线是否有问题,这时发现护套管的一个端头松动,而且该端头把电线的绝缘层磨损,在加工过程中各伺服轴的快速移动所带来的冲击,使各护套管的固定端头慢慢地松动,造成了本次故障的发生。
于是,对电线绝缘磨损的地方重新做了绝缘处理,可靠地紧固好护套管的端头,并对其他的护套管的固定端头和其中电线进行了检查,并把这项检查加入到设备的定期检查表中,彻底杜绝同类型故障的再次发生。
作了以上处理后,进行试运行无问题后,重新投入了加工生产,至此,故障排除。
总结本次故障,虽然在报警信号信息屏幕上所显示的是系统报警,给人的第一感觉就是数控系统出现问题了,但不是绝对都是这样的,这个故障就是一个例外,这实质上是一个外围故障。
因此,在进行故障判定的时候,要对可能出现的问题作一个全盘的考虑,去伪存真,才能真正地提高自身的维修水平。
 升级会员
升级会员 