电厂常用金属材料焊接工艺讲解.docx
《电厂常用金属材料焊接工艺讲解.docx》由会员分享,可在线阅读,更多相关《电厂常用金属材料焊接工艺讲解.docx(42页珍藏版)》请在冰豆网上搜索。
电厂常用金属材料焊接工艺讲解
电厂常用金属材料焊接工艺
1碳素钢、低合金结构钢和低合金高强钢
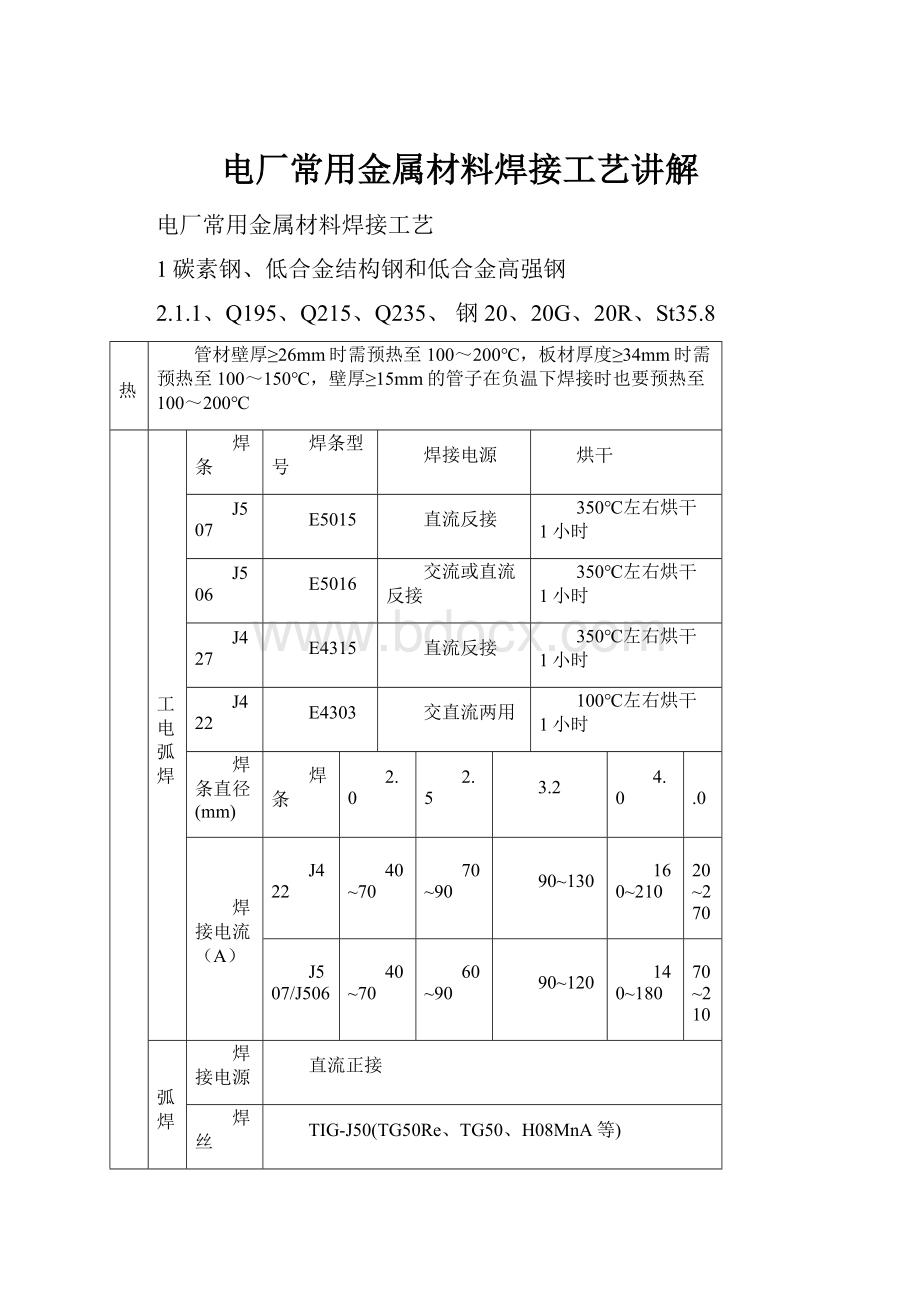
2.1.1、Q195、Q215、Q235、钢20、20G、20R、St35.8
预热
管材壁厚≥26mm时需预热至100~200℃,板材厚度≥34mm时需预热至100~150℃,壁厚≥15mm的管子在负温下焊接时也要预热至100~200℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J507
E5015
直流反接
350℃左右烘干1小时
J506
E5016
交流或直流反接
350℃左右烘干1小时
J427
E4315
直流反接
350℃左右烘干1小时
J422
E4303
交直流两用
100℃左右烘干1小时
焊条直径(mm)
焊条
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
J422
40~70
70~90
90~130
160~210
220~270
J507/J506
40~70
60~90
90~120
140~180
170~210
氩弧焊
焊接电源
直流正接
焊丝
TIG-J50(TG50Re、TG50、H08MnA等)
焊
后
热
处
理
温度(℃)
600~650
壁厚(mm)
≤12.5
12.5~25
25~37.5
37.5~50
50~75
75~100
恒温时间
1.5h
2h
2.25h
2.5h
壁厚〉30mm的碳素钢管子与管件、壁厚〉32mm的碳素钢容器焊后需要进行热处理。
备
注
1.J507/J506用于焊接动载荷、复杂和厚板结构、重要受压容器以及低温下的焊接;J422用于一般结构的焊接;。
2.焊前必须严格清理焊件及其坡口表面的铁锈、油污、水份等。
3.当采用钨极氩弧焊,预热温度可按下限温度降低50℃。
4.施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
2.1.2、SA210C、SA106B、SA106C、ZG25、St45.8、22g、钢25
预热
管材壁厚≥26mm时需预热至150~200℃,板材厚度≥34mm时需预热至150~150℃,壁厚≥15mm的管子在负温下焊接时也要预热至100~200℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J507
E5015
直流反接
350℃左右烘干1小时
J506
E5016
交流或直流反接
350℃左右烘干1小时
焊条直径(mm)
焊条
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
J422
40~70
70~90
90~130
160~210
220~270
J507/J506
40~70
60~90
90~120
140~180
170~210
氩弧焊
焊接电源
直流正接
焊丝
TIG-J50
焊
后
热
处
理
温度(℃)
600~650
壁厚(mm)
≤12.5
12.5~25
25~37.5
37.5~50
50~75
75~100
恒温时间
1.5h
2h
2.25h
2.5h
壁厚〉30mm的碳素钢管子与管件、壁厚〉32mm的碳素钢容器焊后需要进行热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水份等。
2、当采用钨极氩弧焊,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
2.1.3、Q295,09MnV,09MnNb,09Mn2,12Mn,Q345,16Mn,16MnR,12MnV,14MnNb
预热
管材壁厚≥15mm时需预热至150~200℃
板材厚度≥30mm时需预热至100~150℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J507
E5015
直流反接
350℃左右烘干1小时
J506
E5016
交流或直流反接
350℃左右烘干1小时
J502
E5003
交直流两用
100℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
60~90
90~120
140~180
170~210
氩弧焊
焊接电源
直流正接
焊丝
TIG-J50、H08Mn2E、H08MnA、H08MnSi等
焊
后
热
处
理
温度(℃)
600~650
壁厚(mm)
≤12.5
12.5~25
25~37.5
37.5~50
50~75
75~100
恒温时间
1.5h
2h
2.25h
2.5h
壁厚〉28mm的构件焊后需要进行热处理。
备
注
1.J507/J506用于焊接动载荷、复杂和厚板结构、重要受压容器以及低温下的焊接;J502用于一般结构的焊接。
2.焊前必须严格清理焊件及其坡口表面的铁锈、油污、水份等。
3.当采用钨极氩弧焊,预热温度可按下限温度降低50℃。
4.施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
5.使用低氢型焊条时要短弧操作,以窄焊道为宜。
2.1.4、35#钢,ZG35
预热
焊前需预热至150-250℃
焊接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J506
E5015
直流反接
350℃左右烘干1小时
J507
E5016
交流、直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
60~90
90~120
140~180
170~210
注
1、不要求等强度时可采用J426、J427焊条进行焊接
2、对于不便预热和热处理的复杂构件可选用A102、A107、A302、A307、A402,A407等铬镍不锈钢焊条进行不预热焊接
焊
后
热
处
理
温度
600——650℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
2.25h
2.5h
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、施焊过程中,层间温度应不低于预热温度下限。
3、使用低氢型焊条焊接时要短弧操作,以窄焊道为宜。
4、对于大型结构件及刚性大的构件需采取锤击法消除应力。
5、焊后应立即进行去应力热处理。
2.1.5、45#钢,ZG45
预热
焊前需预热至200-250℃
焊接
手
工
电
弧
焊
焊条
焊条型号
焊接电源
烘干
J557
E5515-G
直流反接
350℃左右烘干1小时
J556
E5516-G
交流或直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
80~110
130~170
160~200
注
1、不要求等强度时可采用J427、J426、J506、J507焊条进行焊接
2、对于不便预热和热处理的复杂构件可选用A102、A07、A302、A307、A402、A407不锈钢焊条进行不预热焊接
焊
后
热
处
理
温度
600——650℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
2.25h
2.5h
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
3、使用低氢型焊条焊接时要短弧操作,以窄焊道为宜。
4、对于大型结构件需采取锤击法消除应力。
5、焊后应立即进行消应力热处理。
2.1.6、#55钢
预热
焊前预热到250~350℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J607
E6015D1
直流反接
350℃左右烘干1小时
(J606)
E6016
交流、直流反接两用
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~80
70~90
90~120
140~180
170~210
注
1.不要求等强度时可采用J422,J506,J507等焊条进行焊接。
2.特殊情况下可选用A102,A107,A302,A307,A402,A407等焊条进行不预热焊接。
焊
后
热
处
理
温度(℃)
600~650
壁厚(mm)
≤12.5
12.5~25
25~37.5
37.5~50
50~75
75~100
恒温时间
0.5h
1h
1.5h
2h
2.25h
2.5h
备
注
1.焊前必须严格清理焊件及其坡口表面的铁锈、油污、水份等。
2.施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
3.焊接时要短弧操作,以窄焊道为宜。
4.对于大型结构件需采取锤击法消除应力。
5.焊后应立即进行消应力热处理。
2.1.7、#65钢
预热
焊前预热到250~350℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J607
E6015-D1
直流反接
350℃左右烘干1小时
J707
E7015-D2
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~80
70~90
90~120
140~180
170~210
注
1.不要求等强度时可采用J506,J507等焊条进行焊接。
2.特殊情况下可选用A302,A307,A402,A407等铬镍不锈钢焊条进行不预热焊接。
焊
后
热
处
理
温度(℃)
640~660
壁厚(mm)
≤12.5
12.5~25
25~37.5
37.5~50
50~75
75~100
恒温时间
0.5h
1h
1.5h
2h
2.25h
2.5h
备
注
1.焊接前必须对钢材先进行退火处理。
2.焊前必须严格清理焊件及其坡口表面的铁锈、油污、水份等。
3.施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
4.焊接时要短弧操作,以窄焊道为宜。
5.焊接时要采用小焊接电流的慢速焊,以减小母材的熔深和降低熔合比。
6.焊接过程中要锤击焊缝,以减小焊接残余应力。
2.1.8、40Cr
预热
焊前必须预热至250~350℃
焊
接
手工电弧焊
焊条
焊条型号
焊接电源
烘干
J857Cr
E8515-G
直流反接
350℃烘干1小时
J857
E8515-G
直流反接
350℃烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
80~110
130~170
160~200
焊后热处理
1.焊前为退火或正火状态时,焊后需进行调质处理:
淬火温度830-850℃,油冷或水冷;回火温度在500-650℃之间视需要而定。
2.若焊前为调质状态,则接头经缓冷后进行低于母材回火温度50℃左右的回火处理。
堆
焊
焊前必须预热至300-350℃
焊条
型号
焊接电源
烘干
D507
EDCr-A1-15
直流反接
300-350℃烘干1小时
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
80-120
120-160
160-200
1.堆焊层具有空淬性,一般不需要进行热处理,硬度均匀。
2.可在750-800℃范围内进行退火软化处理。
3.加热至900-1000℃后空冷或油淬后,可重新硬化。
备
注
1.焊前必须严格清理焊件及坡口表面的铁锈、油污、水分等。
2.施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃
2.1.9、BHW35
预热
焊前需预热至200-250℃
焊接
手
工
电
弧
焊
焊条
焊条型号
焊接电源
烘干
J607
E6015
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.5
3.2
4.0
焊条电流(A)
60—90
90—120
140—180
热
处
理
消
氢
处
理
焊接完毕后,立即进行300-350℃的消氢处理,恒温时间为3—4h,防止出现焊接裂纹。
去
应
力
热
处
理
温度
600——630℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温时间
1h
1.5h
2h
2.25h
2.5h
升降温度速度
≤250×(25/δ)℃/h,300℃以下可不控制。
δ-壁厚(mm)
备
注
1、焊补时应采用多层多道焊,施焊要连续进行,不宜中断。
2、层间需要均匀锤击焊道,层间温度应不低于预热温度的下限。
3、消氢处理后应立即进行去应力热处理。
4、使用焊条时宜短弧操作,以窄焊道为宜。
2.2、耐热钢和不锈钢
2.2.1、15moG/15Mo3/16M/T1/P1/STBA12/STPA12
预热
壁厚≥10mm时需预热至150—250℃,小径薄壁管可不预热
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R10(H08CrMo、H12CrMo等)
手工
电弧
焊
焊条
焊条型号
焊接电源
烘干
R107
E5015-A1
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
60~90
90~120
140~180
170~210
焊
后
热
处
理
温度
620——670℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温时间
0.5h
1h
1.5h
2h
2.25h
2.5h
对壁厚≤10mm,管径≤108mm的管子,如采用氩弧焊或低氢型焊条,焊前予热和焊后缓冷的情况下可免作焊后热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、当采用氩弧打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
2.2.2、15CrMo,15MX,T12,P12,13CrMo44,15121
预热
壁厚≥10mm时需预热至150—250℃,小径薄壁管一般可不预热。
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R30(H13CrMo、H12CrMo等)
手
工
电
弧
焊
焊条
焊条型号
焊接电源
烘干
R307
E5515-B2
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
60~90
90~120
140~180
170~210
焊
后
热
处
理
温度
650——700℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温时间
0.5h
1h
1.5h
2h
2.25h
2.5h
对壁厚≤10mm,管径≤108mm的管子,如采用氩弧焊或低氩型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用钨极氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:
≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制
2.2.3、12Cr1MoV,12CrMoV,12X1MΦ,12VMoCr10
预热
壁厚≥6mm时需预热至200—300℃,小径薄壁管一般可不预热。
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R31(H08CrMoV等)
手工电弧焊
焊条
焊条型号
焊接电源
烘干
R317
E5515-B2-V
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
60~90
90~120
140~180
170~210
焊
后
热
处
理
温度
720——750℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
3h
4h
对壁厚≤8mm,管径≤108mm的管子,如采用氩弧焊或低氢型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、当采用氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:
≤250×(25/δ)℃/h,且≤300℃/h,降温过程中,温度在300℃以下可不控制。
2.2.4、12Cr2MoG,10CrMo910,P22,T22,15313,A182F22
预热
壁厚≥6mm时需预热至250—350℃。
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R40、H08Cr2Mo1
手工电弧焊
焊条
焊条型号
焊接电源
烘干
R407
E6015-B3
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
90~120
140~180
170~210
焊
后
热
处
理
温度
720——750℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
3h
4h
对壁厚≤8mm,管径≤108mm的管子,如采用氩弧焊或低氢型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用钨极氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限, 且不高于400℃。
4、热处理过程的升、降温速度规定如下:
≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制。
2.2.5、12Cr2MoWVTiB(钢102)
预热
壁厚≥6mm时焊前需预热至250—350℃
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R34、
手
工
电
弧
焊
焊条
焊条型号-
焊接电源
烘干
R347
E5515-B3-WVB
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
90~120
140~180
170~210
焊
后
热
处
理
温度
750——780℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温时间
0.75h
1.25h
1.75h
2.25h
3.25h
4.25h
对壁厚≤6mm,管径≤63mm的管子,如采用氩弧焊或低氢型焊条,焊前予热和焊后缓冷的情况下可免做焊后热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用钨极氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:
≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制。
2.2.6、T91/P91
预热
焊前必须预热至250—300℃。
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
CM-9ST(日)、C9MV-1G(德)、TIG-R71
手工电弧焊
焊条
焊接电源
烘干
CM-9Cb(日)、E1-9Mo-15(R707)
直流反接
350℃左右烘干1小时
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
75~100
100~130
135~180
焊
后
热
处
理
温度
730——780℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
3h
4h
T91、P91在焊后热处理前,必须将焊接接头自然冷却至100-150℃以下,(在壁厚较大、有角焊缝存在及几何尺寸不好的情况下,冷却温度不要低于100℃),再进行热处理。
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、采用氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限。
4、根部对口间隙一般为1.5--2.5mm之间。
5、热处理过程的升、降温速度规定如下:
≤250×(25/δ)℃/h,且≤300℃/h降温过程中,温度在300℃以下可不控制
6、管子焊接过程中要进行充氩气保护。
 升级会员
升级会员 