冷挤压成型工艺及模具设计作业.docx
《冷挤压成型工艺及模具设计作业.docx》由会员分享,可在线阅读,更多相关《冷挤压成型工艺及模具设计作业.docx(14页珍藏版)》请在冰豆网上搜索。
冷挤压成型工艺及模具设计作业
华中科技大学
课程考试答题本
姓名
学号
专业班级
考试科目
考试日期
评分
评阅人
冷挤压成型工艺及模具设计作业
一、结构分析
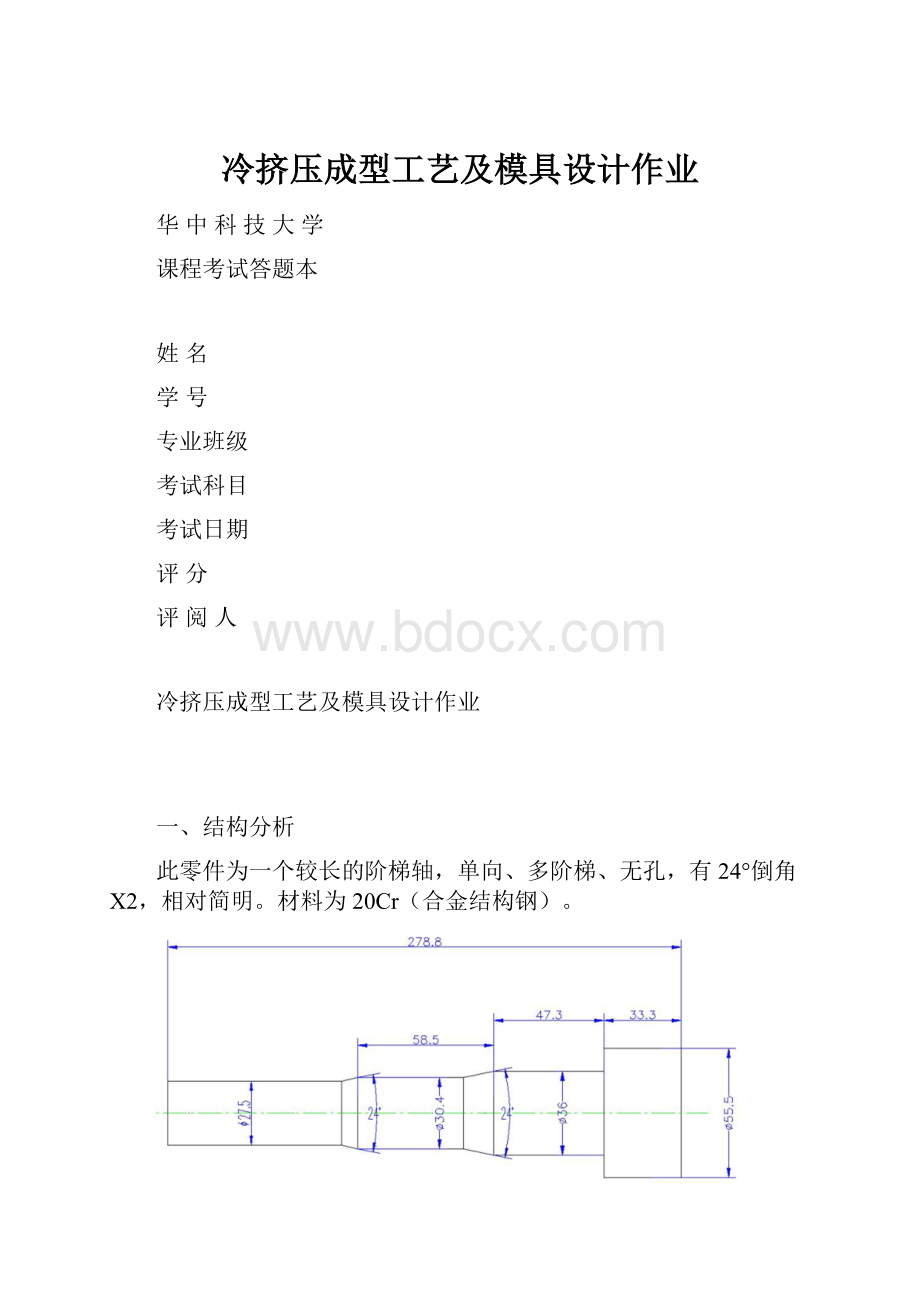
此零件为一个较长的阶梯轴,单向、多阶梯、无孔,有24°倒角X2,相对简明。
材料为20Cr(合金结构钢)。
二、坯料设计与挤压前处理
下料:
由零件结构分析可知:
加工此零件宜选用实心棒状坯料,在锯床上锯切下料。
挤压前处理
1.软化处理:
查表知,加热到860℃,保温14h,随炉冷却至300℃后空冷,密封光亮退火,硬度达到120-130HBS。
2.表面处理:
参选碳钢与合金钢坯料的表面处理,即采用磷化处理,把钢坯料放在磷酸盐溶液中进行处理,金属表面发生溶解和腐蚀,形成一层很薄的磷酸盐盖
层。
3.润滑处理:
工业猪油或机油拌二硫化钼
三、工艺设计与对比分析
工艺方案一:
A正挤压+B镦粗
(1)由UG三维图测得零件体积Vp=256506.9079mm³
修边余量体积Vx=Vp*(3%~5%)
毛坯体积取V0=Vx+Vp=(264202~269322mm³)
凸模1
由零件尺寸可以初步选取毛坯直径d0=36mm,h=260mm,经验算知所选毛坯直径在上述范围之内。
则设计第一步正挤压和第二步镦粗的模具示意图如下图所示:
凹模2
凸模2
凹模1
毛坯
则其相应的工步图为:
成形力计算与设备选择:
A正挤压第一步:
εA=(36²-27.5²)/27.5²=41.6%
由下表知,单位挤压力取下端小值p=1400Mpa
则F=pA0=1400x3.14x36²/4=1424KN
B镦粗第二步:
εA=(79.1-33.3)/79.1=57.8%
由下表可知,单位挤压力p=950Mpa
则F=pA0=950x3.14x36²/4=966KN
分析:
机械压力机中的通用曲柄压力机的公称压力在曲柄离下死点30°以下区段,不适合大多数的挤压过程。
油压机具有均匀的动作速度,在离下死点很长的一段距离可以保持平稳的公称压力,模具寿命也较高,而且油压机一般都有安全阀,实现过载保护。
结合压力机许用负荷图与工艺示功图的要求,决定选用一种合适的液压机。
查挤压液压机图表可以选择压力机的型号为四柱万能液压机YB32-200,公称压力200吨,滑块行程700mm。
(2)模拟分析
在以上设计与计算的基础上,使用AFDEX软件进行模拟分析,其结果显示可以加工出所需零件。
截图如下:
Stage1:
Stage2:
挤压过程流线分布:
挤压过程弹塑性形变区域:
接触面的力分布:
挤压完成,全部充满:
方案二:
选取坯料为直径55.5mm,长111mm的圆棒。
(1)采用两步成形:
A正挤压+B减径挤压
成形力计算及设备选择:
A正挤压第一步:
εA=(55.5²-36²)/55.5²=57.9%
由下表知,单位挤压力取下端小值p=2000Mpa
则F=pA0=2000x3.14x55.5²/4=4836KN
B减径挤压第二步:
εA=(36²-27.5²)/27.5²=41.6%
由下表知,单位挤压力取下端小值p=1300Mpa
则F=pA0=1300x3.14x36²/4=1323KN
设备选冷挤压用四柱液压机Y61-1000型,压力1000吨,行程1000毫米,压力行程可调。
模具示意图如下:
工步图:
(2)以下是数值模拟的过程
第一步:
第二步:
在第二步时出现报错:
在第二步时软件报错,可见,第二种方案不可行。
分析原因,是因为在第二步的挤压过程中,挤压力太大,使得上半截已经加工好的部分发生了变形,未约束的部分也发生了变形,影响了下一步加工。
经分析,我们认为可改为分部进行减径挤压,先减径挤压下端φ27.5部分,再挤压φ30.4部分。
总结:
由方案一和方案二的对比分析,最终我们确定了方案一是合适的加工方案,即选择正挤压+镦粗两部工艺完成零件的加工工艺设计。
 升级会员
升级会员 