史上最全连接工艺大解析.docx
《史上最全连接工艺大解析.docx》由会员分享,可在线阅读,更多相关《史上最全连接工艺大解析.docx(29页珍藏版)》请在冰豆网上搜索。
史上最全连接工艺大解析
史上最全连接工艺大解析
目前较为经济的组装方式包含两种技巧:
1、通过设计减少构件数量并简化组装;
2、选择最适合该材料的连接工艺,以及最好的几何连接形态。
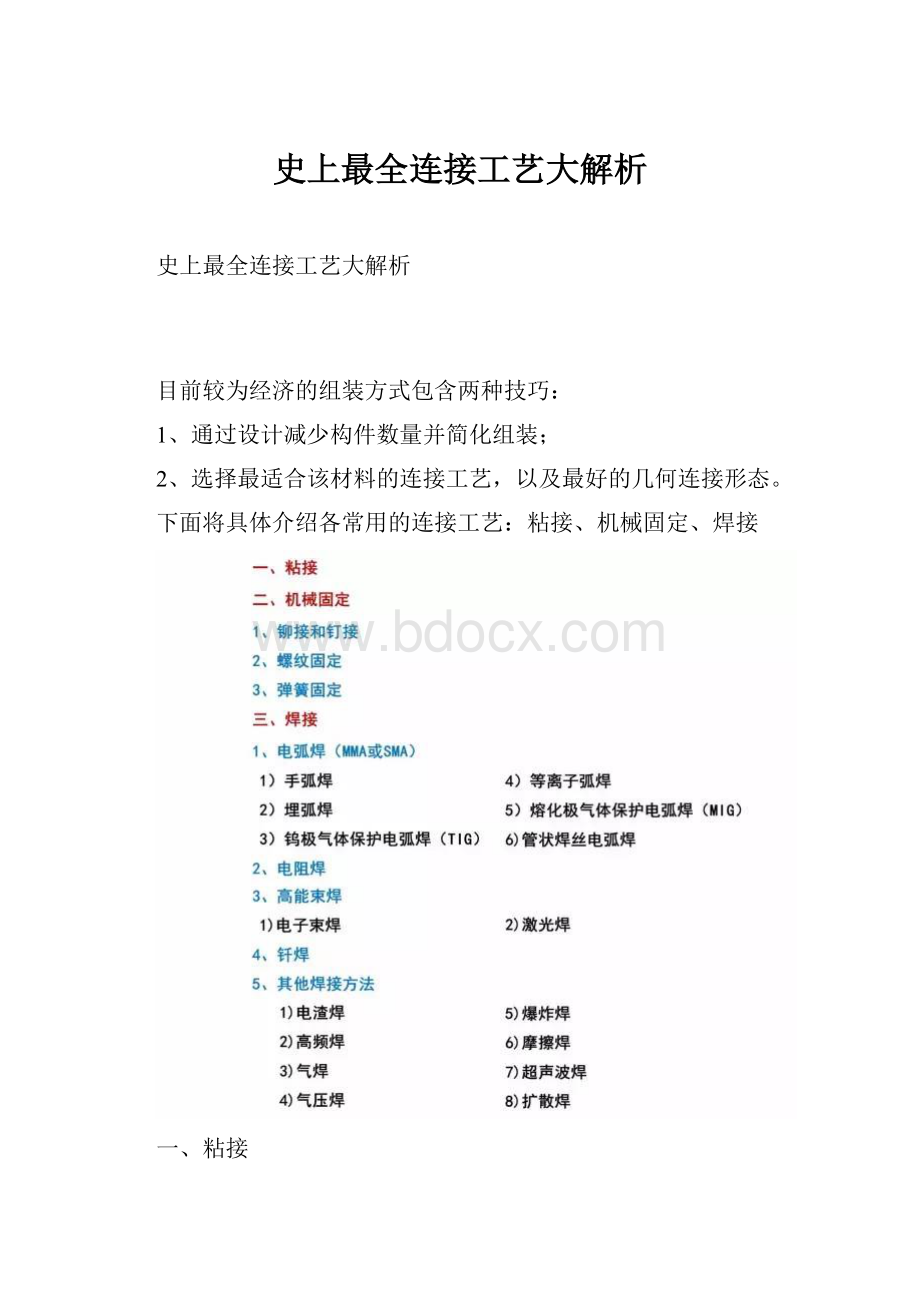
下面将具体介绍各常用的连接工艺:
粘接、机械固定、焊接
一、粘接
粘接是借助胶粘剂在固体表面上所产生的粘合力,将同种或不同种材料牢固地连接在一起的方法。
胶黏剂的分类方法:
按应用方法分:
热固型、热熔型、室温固化型、压敏型等;
按应用对象分:
结构型、非构型或特种胶;
按形态分:
水溶型、水乳型、溶剂型以及各种固态型等。
粘接工艺流程:
胶黏剂的配制→被粘物的表面处理→涂胶→晾置,使溶剂等低分子物挥发凝胶→叠合加压→清除残留在制品表面的胶黏剂。
常见胶粘剂和应用:
丙烯酸胶粘剂
▼
来源:
asmdimatec
典型应用:
太空舱、电脑零件
典型应用:
造船工业,自动系统
厌氧胶粘剂
▼
典型应用:
机械紧固件的丝扣,齿轮和轴承固定
不同材料连接适用的胶黏剂汇总
▼
二、机械固定
1、铆接和钉接
铆接是使用铆钉连接两件或两件以上的工件。
比如球鞋穿鞋带的孔,就是空心铆钉铆成的。
铆接和钉接的一般特征:
连接尺寸:
无限制
最大厚度(mm):
0.01-10
连接构件厚度有差异:
有限制
不同材料可连接:
是
分类:
1.活动铆接。
结合件可以相互转动。
不是刚性连接。
2.固定铆接。
结合件不能相互活动。
这是刚性连接。
3.密封铆接。
铆缝严密,不漏气体、液体。
这是刚性连接。
成本:
铆接和钉接的材料在批量很小时也很便宜,快捷和经济,设备、工具和劳动力的花费都很低,工艺可以自动化。
典型产品:
钉接有:
纸张,皮革,衣服,纤维板。
铆接则扩展到了飞机、汽车、航海器具上,并有广泛的潜力。
2、螺纹固定
螺纹连接是一种广泛使用的可拆卸的固定连接,具有结构简单、连接可靠、装拆方便等优点。
一般特征:
连接尺寸:
无限制
最大厚度(mm):
无限制
连接构件厚度有差异:
是
不同材料可连接:
是
成本:
螺纹固定很便宜,整个插入过程都是手工操作,缺点是难以像其他永久性连接方式那样进行自动化生产(如焊接、铆接、粘接)。
典型产品:
螺纹固定在工程学设计当中应用广泛,但多局限于那些可拆卸的产品而可达性是必须的,这是因为其他的连接方式更简单,并且不熔体松动,便于自动化。
3、弹簧固定
弹簧固定是一种方便快捷的连接方式,无需加热,可连接不同的材料、快捷又便宜。
一般特征:
连接尺寸:
受限
最大厚度(mm):
无限制
连接构件厚度有差异:
是
不同材料可连接:
是
成本:
弹簧固定快捷而又便宜,在生产和使用过程中减少了装配用的时间和花费。
手工的安装不需特别设备。
自动的装配线需要昂贵的设备,但是很快捷。
典型产品:
弹簧固定的使用由于材料和形状的灵活而得到越来越广泛地使用,特别用于连接小型或者中型尺寸的聚合对象、金属箱或者板。
三、焊接
图片来源:
GalvestonCollege
焊接是指通过加热或者加压,或者两者并用;加或不加填充材料;使两分离的金属表面达到原子间的结合,形成永久性连接的一种工艺方法。
常见的焊接方法有熔焊,压焊和钎焊三种,详细的分类方法如下表所示。
1.电弧焊(MMA或SMA)
电弧焊是目前应用最广泛的焊接方法。
它包括有:
手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。
1)手弧焊
手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法
应用:
手弧焊设备简单、轻便,操作灵活。
可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。
手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
2)埋弧焊
埋弧焊是以连续送时的焊丝作为电极和填充金属。
埋弧焊优缺点:
优点:
1)熔敷速度高,生产效率高;2)焊接质量好,容易实现机械化、自动化;3)无辐射和噪音,是一种安全、绿色的焊接方法。
缺点:
1)受焊接位置限制,常用于平焊和平角焊位置的焊接,不适合焊小、薄件;2)不便观察,需要焊缝自动跟踪装置,对装配精度要求高;3)设备一次性投资大。
应用:
埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。
由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。
3)钨极气体保护电弧焊(TIG)
这是一种不熔化极气体保护电弧焊,是利用钨极和工件之间的电弧使金属熔化而形成焊缝的。
TIG原理图
TIG的优缺点:
优点:
a、惰性气体不与金属发生任何化学反应,也不溶于金属,为获得高质量的焊缝提供了良好条件。
b、焊接工艺性能好,明弧,能观察电弧及熔池,即使在小的电流下电弧仍然燃烧稳定,焊接过程无飞溅,焊缝成型美观。
c、容易调节和控制焊接热输入,适合于薄板或对热敏感材料的焊接。
d、电弧具有阴极清理作用。
e、适用于全位置焊,是实现单面焊双面成型的理想方法。
缺点及局限性:
a、熔深较浅,焊接速度较慢,焊接生产率较低。
b、钨极载流能力有限,过大的电流会使焊接接头的力学性能降低,特别是塑性和冲击韧度降低。
c、对工件的表面要求较高。
d、焊接时气体的保护效果受周围气流的影响较大,需采取防护措施。
f、生产成本较高。
应用:
这种方法几乎可以用于所有金属的连接,尤其适用于焊接铝、镁这些能形成难熔氧化物的金属以及象钛和锆这些活泼金属。
这种焊接方法的焊缝质量高,但与其它电弧焊相比,其焊接速度较慢。
4)等离子弧焊
等离子弧焊也是一种不熔化极电弧焊。
应用:
钨极气体保护电弧焊可焊接的绝大多数金属,均可采用等离子弧焊接。
与之相比,对于1mm以下的极薄的金属的焊接,用等离子弧焊可较易进行。
5)熔化极气体保护电弧焊(MIG)
这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的。
MIG示意图
MIG的优缺点:
优点:
a、GMAW法可以焊接所有的金属和合金。
b、克服了焊条电弧焊法条长度的限制。
c、能进行全位置焊。
d、电弧的熔敷率高。
e、焊接速度高。
f、焊丝能连续送进,所以得到长焊缝没有中间接头。
g、由于产生的熔渣少,可以降低焊后清理工作量。
h、它是低氢焊方法。
i、焊接操作简单,容易操作和使用。
缺点及局限性:
a、焊接设备复杂,价格较贵又不便于携带。
b、因焊枪较大,在狭窄处的可达性不好,因此影响保护效果。
c、室外风速应小于1。
5m/s,否则易产生气孔,所以室外焊接应采取主风措施。
d、GMAW是明弧焊,应注意预防辐射和弧光。
应用:
熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。
熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。
利用这种焊接方法还可以进行电弧点焊。
6)管状焊丝电弧焊
管状焊丝电弧焊也是利用连续送进的焊丝与工件之间燃烧的电弧为热源来进行焊接的,可以认为是熔化极气体保护焊的一种类型。
2.电阻焊
这是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
电阻焊种类及特点
电阻焊的特点:
焊接速度快、焊接变形小、焊接生产率高、劳动条件好,操作易于实现机械化和自动化,不需要填充金属等。
但电阻焊设备较复杂、耗电量大,对接头形式和可焊厚度有一定限制.
3.高能束焊
这一类焊接方法包括:
电子束焊和激光焊。
1)电子束焊
电子束焊是以集中的高速电子束轰击工件表面时所产生的热能进行焊接的方法。
应用:
主要用于要求高质量的产品的焊接。
还能解决异种金属、易氧化金属及难熔金属的焊接。
但不适于大批量产品。
2)激光焊
激光焊是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。
激光焊优缺点:
优点:
不需要在真空中进行
缺点:
穿透力不如电子束焊强。
4.钎焊
钎焊的能源可以是化学反应热,也可以是间接热能。
钎料的液相线湿度高于450℃而低于母材金属的熔点时,称为硬钎焊;低于450℃时,称为软钎焊。
应用:
钎焊可以用于焊接碳钢、不锈钢、高温合金、铝、铜等金属材料,还可以连接异种金属、金属与非金属。
适于焊接受载不大或常温下工作的接头,对于精密的、微型的以及复杂的多钎缝的焊件尤其适用.
5、其它焊接方法
这些焊接方法属于不同程度的专门化的焊接方法,其适用范围较窄。
主要包括以电阻热为能源的电渣焊、高频焊;以化学能为焊接能源的气焊、气压焊、爆炸焊;以机械能为焊接能源的摩擦焊、冷压焊、超声波焊、扩散焊。
1)电渣焊
电渣焊是以熔渣的电阻热为能源的焊接方法。
应用:
主要用于在断面对接接头及丁字接头的焊接。
电渣焊可用于各种钢结构的焊接,也可用于铸件的组焊。
2)高频焊
高频焊是以固体电阻热为能源。
焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。
因此它是一种固相电阻焊方法。
应用:
主要用于制造管子时纵缝或螺旋缝的焊接
3)气焊
气焊是用气体火焰为热源的一种焊接方法。
应用最多的是以乙炔气作燃料的氧-乙炔火焰。
应用:
可用于很多黑色金属、有色金属及合金的焊接。
一般适用于维修及单件薄板焊接。
4)气压焊
气压焊和气焊一样,气压焊也是以气体火焰为热源。
焊接时将两对接的工件的端部加热到一定温度,后再施加足够的压力以获得牢固的接头。
是一种固相焊接。
气压焊时不加填充金属,常用于铁轨焊接和钢筋焊接。
应用:
气压焊时不加填充金属,常用于铁轨焊接和钢筋焊接。
5)爆炸焊
爆炸焊也是以化学反应热为能源的另一种固相焊接方法。
但它是利用炸药爆炸所产生的能量来实现金属连接的。
爆炸焊示意图
应用:
爆炸焊多用于表面积相当大的平板包覆,是制造复合板的高效方法。
6)摩擦焊
摩擦焊是以机械能为能源的固相焊接。
它是利用两表面间机械摩擦所产生的热来实现金属的连接的。
摩擦焊示意图
应用:
摩擦焊还可以用于异种金属的焊接。
要适用于横断面为圆形的最大直径为100mm的
工件。
7)超声波焊
超声波焊也是一种以机械能为能源的固相焊接方法。
超声波焊示意图
超声波金属焊接优点:
1)焊接材料不熔融,不脆弱金属特性。
2)焊接后导电性好,电阻系数极低或近乎零。
3)对焊接金属表面要求低,氧化或电镀均可焊接。
4)焊接时间短,不需任何助焊剂、气体、焊料。
5)焊接无火花,环保安全。
应用:
超声波焊可以用于大多数金属材料之间的焊接,能实现金属、异种金属及金属与非金属间的焊接。
可适用于金属丝、箔或2~3mm以下的薄板金属接头的重复生产。
8)扩散焊
扩散焊一般是以间接热能为能源的固相焊接方法
扩散焊示意图
应用:
可以焊接很多同种和异种金属以及一些非金属材料,如陶瓷等。
扩散焊可以焊接复杂的结构及厚度相差很大的工件。
 升级会员
升级会员 