英文文献整理.docx
《英文文献整理.docx》由会员分享,可在线阅读,更多相关《英文文献整理.docx(52页珍藏版)》请在冰豆网上搜索。
英文文献整理
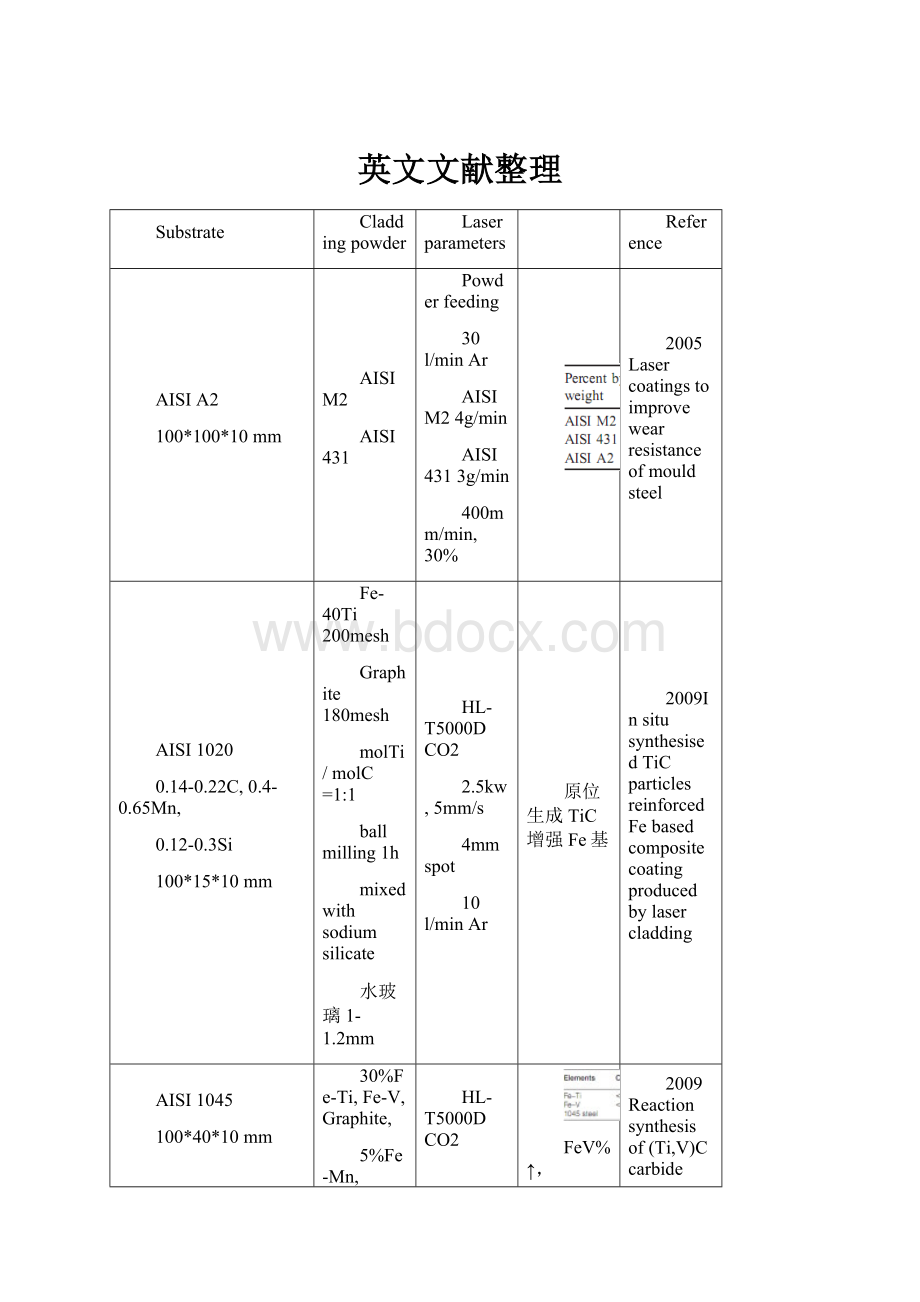
Substrate
Claddingpowder
Laserparameters
Reference
AISIA2
100*100*10mm
AISIM2
AISI431
Powderfeeding
30l/minAr
AISIM24g/min
AISI4313g/min
400mm/min,30%
2005Lasercoatingstoimprovewearresistanceofmouldsteel
AISI1020
0.14-0.22C,0.4-0.65Mn,
0.12-0.3Si
100*15*10mm
Fe-40Ti200mesh
Graphite180mesh
molTi/molC=1:
1
ballmilling1h
mixedwithsodiumsilicate
水玻璃1-1.2mm
HL-T5000DCO2
2.5kw,5mm/s
4mmspot
10l/minAr
原位生成TiC增强Fe基
2009InsitusynthesisedTiCparticlesreinforcedFebasedcompositecoatingproducedbylasercladding
AISI1045
100*40*10mm
30%Fe-Ti,Fe-V,Graphite,
5%Fe-Mn,3%Fe-Si,5%CaF
molV/molTi=0,0.5,1,1.2
ballmilledunderAr
HL-T5000DCO2
2.5kw,5mm/s
3mmspot
33%,powderfeed350mg/s
10l/minAr
FeV%↑,TiC+(Ti,V)C→VC+(Ti,V)C多相颗粒增强Fe基
2009Reactionsynthesisof(Ti,V)CcarbidereinforcedFebasedsurfacecompositecoatingbylasercladding
参考文献
AISI1045
100*40*10mm
Fe-25-30Ti,Fe-45-50V,Graphite,
<74μm
HL-T5000DCO2
2.5kw,5mm/s
3mmspot
33%
10l/minAr
TiC+(Ti,V)C增强Fe基
2010MicrostructureandwearpropertiesofinsitumultiplecarbidesreinforcedFebasedsurfacecompositecoatingproducedbylasercladding
AISI1045
100*40*10mm
Fe-25-30Ti,Fe-65-75Mo,Graphite,0-5-10-15%Fe-Mo
<74μm
1.2mm
HL-T5000DCO2
2.5kw,5mm/s
3mmspot
33%
10l/minAr
TiC+(Ti,V)C增强Fe基
AISI1020
50*20*10mm
砂纸研磨-丙酮清洗-预置粉末
Fe38Ni30Si16B14V2(at.%)
纯单相粉末混合100-200目+水玻璃
1mm
HL-T5000CO2
三步:
(1)2kw,5mm/s
3mmspot
(2)2.5kw,10mm/s
(3)4.8kw,5mm/s
2mmspot
15l/minAr
(Ti,Mo)C增强Fe基
2009MicrostructureandwearpropertiesoflasercladFebasedamorphouscompositecoatings
Mildsteel
20*20*10mm
316L(45~60μm)
+5%/20%SiC(25-40μm)
700,800,900,1000w
3.5~7.5mm/s
60mg/s
6l/minAr
316L-5%SiC250-340VHNSiC+Cr2C3
316L-20%SiC450-800VHNSiC+Cr2C3+Fe2Si
316Lstainlesssteel155VHN
700w,7.5mm/s
2009StudiesonDirectlasercladdingofSiCdispersedAISI316LStainlessSteel
316stainlesssteel
316L(-45~+15μm)
+20-33-50vol.%ceramics
WC10Ni(-45~+15μm)
Cr3C2(-45~+5μm)
Al(-45~+5μm)
1-2kw
0.15-0.3g/s
N2
Fe-C-Cr-Ni-M(W,Moetc.)-
Y(CeO,Ti,Netc.)
Ni,N:
lowertheMstemperatureandsubsequentlytopromotetheformationofretainedaustenite.CeO,Ti,V:
refineandspheroidizecarbidesintheinterdendriticregion.StrongcarbideformingelementsCr,W,Mo:
promoteformationofdispersedparticlesresultingfrominsitureactionsduringthelasercladdingprocess.
2012Alloydesign,microstructuralcharacteristics,strengthandtoughnesspropertiesofFe-basedlaser-cladlayer
Mildsteel
Fe-Ni-Si-B-Nb
+2%Mo,1.5%W,2%Y
Fe32Ni32Si16B18Nb2,Fe31Ni31Si18B18Nb2,Fe30Ni30Si20B18Nb2
CO2
非晶、纳米晶
2012FormationandperformanceofanFe-basedamorphous-nanocrystallinecompositecoatingbylasercladdingandremelting
A3mildsteel
50*40*20mm
300目砂纸研磨—丙酮超声波清洗—热喷涂50μm厚Ni层—预置50%高碳铁铬粉
(8.7C,68Cr,balanceFe)+
50%(V+C)100~320目,
球磨2h混合-粘接剂预置1mm-70°C2h烘干
5kwCO2
2.5kw,2.5mm/s
6*1.5mmspot
17%
10l/minAr
VC–Cr7C3ceramiccoating1000HV—matrix150HV
Usinghigh-carbonferrochromepowdertoproducetheCr7C3,thecladiscontinuousandsmooth,withfewdefectsandexcellentbondingwiththesteelsubstrate.Inthecontrast,usingchromiumpowder,thecladexhibitsalargenumberofporosities,roughsurfaceandweakbondinglasercoatingduetouncontrolledCSreaction.
2013MicrostructureandwearbehavioroflasercladdingVC–Cr7C3ceramiccoatingonsteelsubstrate
AISI1020
120*40*10mm
Surfacegroove
100*20*1.5mm
Fe/Cr/Mo,
Fe/Cr/Si3N4,
Fe/Cr/Mo/Si3N4(120,10,3,0.6μm)
喷砂-填充粉末
CO2
2.5kw,750mm/min
8mmspot
33%
12l/minAr
Mo:
increasetheresistanceofstainlesssteels(SSs)tolocalizedcorrosioninchloride-containingmedia.
N:
enhancemechanicalpropertiesandcorrosionresistance,especiallylocalizedcorrosion,comparedwithconventionalausteniticSS
不锈钢粉末
1995MicrostructureandelectrochemicalbehavioroflasercladdedFe-Cr-Mo-Si-Nsurfacealloysoncarbonsteel
中碳钢
80*35*10mm
Fe-Cr-Ni-B-Si+5,15,20%Ni
Fe66Cr20Nil0B2Si2
1mm
CO2
2kw,4mm/s
5mmspot
50%
12l/minAr
1996EffectofNicontentoncrackingsusceptibilityandmicrostructureoflaser-cladFe-Cr-Ni-B-Sialloy
中碳钢
80*35*10mm
Fe-Cr-Ni-B-Si+Ni/Mo/Co
5,10,15,20,25,30%
Fe66Cr20Nil0B2Si2
1mm
CO2
2kw,5mm/s
5mmspot
50%
1999Crackingsusceptibilityofalaser-cladlayerasrelatedtothemeltingpropertiesofthecladdingalloy
80*35*10cm
Self-fluxingFe-based
+0,1,2,3,4Hf
Fe66Cr20Nil0B2Si2
1mm
CO2
2kw,2-8mm/s
5mmspot
50%
Thelowestcracksusceptibilitypointis0.9%wt.Hfinthecladlayeralloy.Forgasshielding,theburninglossofHfisveryserious.+3.0%wt.Hfinthecladalloypowders.Forvacuumprotection,+1.0%wt.Hfincladalloypowders.
Hf:
细化铁基合金提高强度、降低热裂性,但易氧化需保护
图1真空保护装置
2000VacuumlasercladdingandeffectofHfonthecrackingsusceptibilityandthemicrostructureofFe–Cr–Nilaser-cladlayer
中碳钢
80*35*10mm
Self-fluxingFe-based
+0,5,10,15,20Co
Fe66Cr20Nil0B2Si2
1mm
Ni:
可降低热裂倾向,但降低硬度
Co>15%,裂纹消失
ahypoeutecticstructurecanefficientlypreventfromcrackinginlasercladdinglayers.
2001EffectsofCoonthecrackingsusceptibilityandthemicrostructureofFe-Cr-Nilaser-cladlayer
SAE103
0.2%C碳钢
25*15*15cm
ASTMS31254stainlesssteel
<44μm
95°C1h烘干
CO2
2.1~2.4kw,5mm/s
5mmspot
0.1g/s
50%
2.5l/minN2
1997LasercladdingofASTMS31254stainlesssteelonaplaincarbonsteelsubstrate
5CrMnMo
10*4*1.5cm
880°C20min奥氏体化-油冷-560°C60min回火
Fe,Cr,W,Ni,C10:
5:
1:
1:
1
690°C1h时效
3kwCO2
2kw,16mm/s
3mmspot
0.3g/s
50%
2.5l/minN2
Coating:
730μmmax,860HV,6%稀释率
Hightemperaturetemperingat963KpromotedtheprecipitationofvariouscarbidesfromnonequilibriumausteniteandtheevolutionofM7C3carbides.insitucarbidetransformationoccurredofM7C3toM23C6andM6C.
1999NonequilibriummicrostructuresandtheirevolutioninaFe–Cr–W–Ni–Clasercladcoating
5CrMnMo
10*4*1.5cm
Fe,0.52C,1.21Cr,1.18Mn,0.33Mo,
..
..
Cr:
thepredominantcarbideformer,animportantalloyingelementinthematrix.
W:
thesecondaryhardeningcarbideformer,providesadditionalstrengthtothematrix.
Ni:
stabilizethef.c.c.structureasanintrinsictoughnessenhancerduringservice
二次硬化:
690°C时效,1140HV0.2peak
1999Rapidlysolidifiednonequilibriummicrostructureandphasetransformationoflaser-synthesizediron-basedalloycoating
AISI1045
40*30*20mm
Fe-Co-Ni-Zr-Si-B
Fe57Co8Ni8Zr10Si4B13(at.%)6~44μm混合粉末
丙酮预置1.3mm
10kwCO2
7.5kw,50mm/s
3.5mmspot
Ar
涂层最大厚度1.2mm,硬度1270HV
Thesupercooledliquidregion,_Txandthereducedamorphous-formingtemperature,Tg_Tmare62Kand0.61
2001Fe-basedthickamorphous-alloycoatingbylasercladding
1Cr18Ni9Ti
40*20*5mm
Fe-B,150μm,1085°C,6.15
Fe-C,150μm,1502°C,7.15
B4C,B76%,dissociatedC50μm,2450°C,2.52
中国厂家
球磨20min
FeTi+20,25,30wt.%B4C
200目砂纸研磨-丙酮清洗-聚苯乙烯溶液粘接剂预置
1mm
5kwCO2
1.5~3kw,2.5
4~12mm/s6
1.5~3.5mmspot3
30-50%
Ar
17.6Cr,9.42Ni,0.68Ti,1.32Mn,0.53Si,0.082C,Febalance.
2001FormationofTiB2whiskersinlasercladFe–Ti–Bcoatings
退火A36mildsteel
(0.25-0.28C;0.6-/1.2Mn)
Fe,Al
1h球磨混合Fe-20Al
1,2,4,6g/min
2003CladdingofFe-aluminidecoatingonmildsteelusingpulsedlaserassistedpowderdeposition
中碳钢
25*15*11mm
去脂:
丙酮-酒精清洗
Fe-basedpowder74-100μm
(Fe-Si-Ni-Mo-C-B,清华大学)
+Re2O3,CaF2
+2.4%Zr
有机溶剂粘接预置粉末0.7mm室温干燥4h
3kwCO2
1.5kw
4mmspot
单道:
5mm/s
多道:
5,5.83,6.33,6.33mm/sreduceheataccumulation
25%
Ar
ZrC选择原因
insituZrC0.7-reinforcedcompositecoating
1000-1200HV
2003MicrostructurecharacteristicsofZrC-reinforcedcompositecoatingproducedbylasercladding
50Fe,15Cu,15Fe3P<60μm20Ni<5μm
Nd:
YAG
Theadditionofameltingpointloweringadditive,e.g.Fe3PorCu3Pisfavorableinmakingtheprocessmoreenergyefficient.Forinstance,pureFehasameltingpointof1538˚C,butafteralloyingwithsomesmallamountofPthiscanbeloweredto1048˚C[7].ThedissolutionofPinFealsohasthebenefitofloweringthesurfacetensionofthemelt[8,9].Thislowersthetendencytoformballsaftermeltingandthusenhancesthesurfacequalityanddensity.PlowerstheoxidationrateoftheCuandFepowderparticles&increaseinhardness.Niisaddedforitsmarkedstrengtheningeffectalthoughitstoxicitymakesitanunpopularmaterial.
2004Selectivelasermeltingofiron-basedpowder
中碳钢
Ø40*10mm
Fe–Ni–Cr–Mn–Si+0.2,0.3,0.4%C
Fe95.5–Ni1.5–Cr1–Mn1–Si1
CO2
3.5kw
4mmspot
3,6mm/s
33%
Ar
Comparedwiththedesigningprincipleof‘‘highcarboncontentandeutecticstructure’’,thatof‘‘lowcarboncontentandperitecticstructure’’isbetter.
2005EffectofcarboncontentonthemicrostructureandthecrackingsusceptibilityofFe-basedlaser-cladlayer
AISI1010
150*75*5mm
退火态,喷砂
Fe-B-C,Fe-B-Si,Fe-B-C-Si-Al-C
94Fe4B2C,75Fe15B10Siand
78Fe10BC9Si2Al1C(wt.%)
溅射100μm厚粉末
2.5kwNd:
YAG
3.5*0.6mmspot
15%
5l/min
AISI1010steel(0.08-0.13C,0.3-0.6Mn,0.04P,0.05S)
Fe-B-C,950HV,耐磨性、耐蚀性最佳
Fe-B-Si,600HV
Fe-B-C-Si-Al-C,1150-1200HV
Substrate:
260HV
2006LasersurfacecladdingofFe–B–C,Fe–B–SiandFe–BC–Si–Al–Conplaincarbonsteel
1Cr13马氏体不锈钢Fe-13.4Cr-0.9Si
-0.08C
30*25*3cm
Fe-Cr-Ni–Mo-Si-Nb-N-C
Fe-15.2Cr-5.1Ni,Fe-15.7Cr-7.1Ni
2kwCO2
1.3kw
3mmspot
5mm/s
10g/min
35%
Ar
Ni含量的影响
铁基粉末优点
2007EffectofasmallincreaseintheNicontentonthepropertiesofalasersurfacecladFe-basedalloy
热轧siliconsteel
Fe-1.25Si-0.23Mn-0.28Al-0.005C
50*15*2.65mm
Fe-80%Si(1:
4)
50-75μm
喷砂-预置
TheSicontentsareabout5.8wt%and6.5wt%inthesingle-trackandmulti-trackcladdingzones,respectively.
单道1150HV,多道980HV
20
 升级会员
升级会员 