电除尘四大标准.docx
《电除尘四大标准.docx》由会员分享,可在线阅读,更多相关《电除尘四大标准.docx(9页珍藏版)》请在冰豆网上搜索。
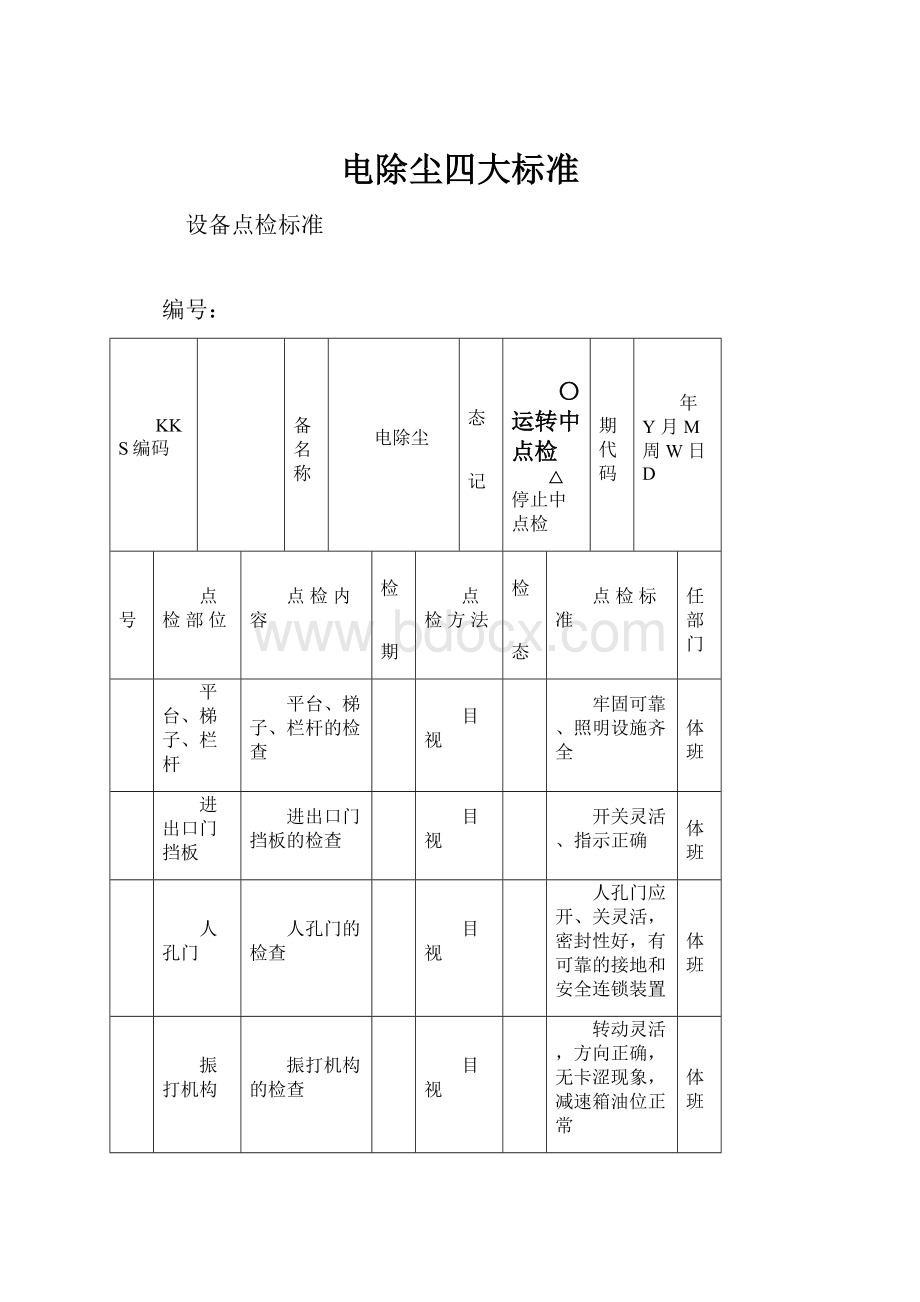
电除尘四大标准
设备点检标准
编号:
KKS编码
设备名称
电除尘
状态
标记
〇运转中点检
△停止中点检
日期代码
年Y月M周W日D
序号
点检部位
点检内容
点检
周期
点检方法
点检
状态
点检标准
责任部门
1
平台、梯子、栏杆
平台、梯子、栏杆的检查
D
目视
〇
牢固可靠、照明设施齐全
本体班
2
进出口门挡板
进出口门挡板的检查
D
目视
〇
开关灵活、指示正确
本体班
3
人孔门
人孔门的检查
D
目视
〇
人孔门应开、关灵活,密封性好,有可靠的接地和安全连锁装置
本体班
4
振打机构
振打机构的检查
D
目视
〇
转动灵活,方向正确,无卡涩现象,减速箱油位正常
本体班
5
灰斗
是否漏灰
D
目视
〇
无漏灰现象
本体班
设备维修技术标准
编号:
KKS编码
设备名称
电除尘
序号
项目
检查方法
维修标准
备注
1
清理极板、极线、支撑梁、导流板、出入口烟道积灰
目测
无积灰、导流孔不堵塞,灰斗积灰无死角
2
检查阳极板变形,磨损及其吊架结构
目测
1.板排平面度<±5mm。
2.所有螺栓必须拧紧,焊牢焊。
缝必须光滑平整牢固各部分,无尖角毛刺。
3.所有板排无严重磨损,腐蚀。
3
下夹板偏位时,可通过调整定位板缺口进行调整,并按设计规定留活动间隙
百分表
下夹板与定位板单侧间隙:
2~4㎜下部间隙:
30mm
4
检查极板下夹板撞击杆变形情况承击砧头部磨损
百分表
锤头自由落下时,铅锤位置与承击砧距离误差为0~10㎜
5
检查极线放电尖端沾灰和电蚀及“掉刺”情况
目视
无断刺、严重电腐蚀现象
6
振打传动轴弯曲及轴向移位情况
测量
1.整体轴长度弯曲不大于10mm.
2.轴位移不大于3mm.
7
尘中轴承及各耐磨套转动及磨损情况
目测、千分尺
相邻轴承中心线偏差小于2mm.整体轴长轴承中心不大于5mm.
8
振打锤振打位置及磨损螺丝磨损脱焊检查
游标卡尺
1.振打中心偏差不大于3mm.
2.振打锤头无脱落,连接螺栓不脱焊。
9
下料插板门检查
试验
动作灵活
设备维修作业标准
编号:
KKS编码
设备名称
电除尘
作业名称
解体大修
使
用
工
器
具
活扳手12吋2把
绳扣Φ17.5×2m2个
手电2把
铜棒Φ40×4001个
手锤2磅2把
内、外径千分尺
撬棍1m2根
手锤4p2把
游标卡尺0~150mm1把
其它常用工具
作
业
条
件
热机工作票
检修场地干净,照明充足
工器量具准备齐全
技术资料到位
各工种技术人员到位
进行安全技术交底
作业安全注意事项
1、检修工作区域、危险区域应挂警示牌。
2、检修人员不得擅动与本专业相关的设备或控制电源。
3、检修区域应设置隔离带,并挂牌警示。
进入检修区域的作业人员必须戴好安全帽、防护服
工
艺
流
程
设备维修作业标准
编号:
KKS编码
设备名称
电除尘器
作业名称
解体大修
序号
作业步骤
工作内容
1
作业前准备
1、停止全部转动设备并停电,解列各加热器系统
2、除尘器出口温度降到40℃以下
3、必须将灰斗中存灰排空
4、应取下人孔门连锁系统的钥匙,并在醒目处挂“电场内有人工作”的标示牌
5、高压开关及高压隔离刀闸接地
6、事先排除除尘器内的残余气体,保持良好的通风
2
检查单个集尘极板排
检查集尘极的腐蚀、磨损、弯曲变形,修补腐蚀严重及穿洞的极板
3
检修集尘极板排
1、检查极板上夹板固定销轴、凸凹套的定位焊接;检查悬挂式极板方孔及悬挂钩的变形、磨损检查集尘极板排连接腰带的固定螺丝及焊接
2、检查极板排下夹板、撞击杆、承击坫头,以及固定用的铆钉或螺栓。
检查振打中心,必要时进行调校
3、检查集尘极板排与灰斗处的热膨胀裕度
4、参照振打装置中心位置,检查极板排下沉和沿烟气方向的位移。
检查极板板排的悬挂装置
5、检查整个板排组合
4
调校极板同极距
同极距超出规定范围时,对变形的极板进行调校,对弯曲变形极板用调校方法不能消除时,应揭顶检修,进行整排极板更换
5
集尘极板振打传动设备检修
1、检查每个振打系统的径向偏差,超过规定的根据具体情况相应调整轴承座、振打电机、减速机位置
2、检查振打轴承座,对摩擦易损件给予更换,对同一传动轴的各轴承座应校水平和中心,超标要进行调整
3、盘动或开启振打装置检查各轴,轴跳动、卡涩的要调整或更换
4、检查各个转动轴的中心线
5、检查振动万向联轴节、法兰、连接螺栓、弹簧垫圈,更换损坏的部件
6、检查振打锤U形螺杆,磨损严重时应更换
7、检查旋转锤的旋转臂连接处
7、检查振打锤头,更换不能修复的振打锤
8、回装后,盘车观察转动情况
9、检查和更换振打保险片或销
10、检查振打轴穿墙部位,更换漏风严重的密封件
集尘极摆线针轮减速机的检修
1、减速机放油
2、拆卸电动机及联轴器
3、在减速箱体端盖结合面做标记
4、拆卸联轴器接头铜套连杆、本体结合面时均应做好标记,注意原始结合面纸垫厚度,回装时按原始垫厚和标记位置进行
5、沿轴取摆线轮“A”(轮上有标记)时,要注意摆轮端面标记“A”相对于另一摆线轮标记“B”的位置。
回装按原始标记的相对位置进行
6、拆卸和回装间隔环时,注意防碰碎。
检修偏心套上滚柱轴承时应将轴承连同偏心套一起沿轴向拆卸和回装
7、清洗滚针、齿套、齿壳等部件时,检查间隙及磨损情况
8、检查各滚针
9、检查耐油橡胶密封环及其弹簧的松紧程度,回装的密封环应注满油脂
10、注入规定的润滑油至要求的油位
11、常规检修轴承。
轴承一般采用热装
12、回装输出轴销轴插入摆线轮相应孔中时注意间隔位置,用销轴套定位防止压碎间隔环
13、装完毕后,盘车检查
集尘极振打装置试运转
1、在将保险片或销装复前,先试验电动机转向
2、开启电动机检查减速器是否存在异常声响与振动,温升是否正常
3、振打系统均复位,盘车检查振打轴转动及振打落点情况
4、安装保险片或销后,整套振打装置试运行1小时
放电极大框架的检修
1、测量放电极大框架的水平和垂直度、与壳体内部的相对尺寸
2、检查大框架结构
3、检查大框架上的爬梯
放电极小框架的检修
1、检查上下小框架间连接处以及小框架在大框架上的固定
2、检查小框架的平面度,超过规定的应校正
3、在调校放电极小框架时,要结合异极距测量进行,最终保证异极距在规定范围内,并以集尘极为标准调整放电极小框架
检修放电极芒刺线
1、检查极线与小框架的连接处有无开焊或螺丝松动、脱落,处理并作止退焊
2、检查极线放电尖端钝化、电蚀以及掉刺。
同一框架内大量断线及放电极芒刺严重钝化或脱落时,应更换极线。
安装放电极时,防止小框架变形
检修放电极螺旋线
1、检查螺旋线的弹性及是否断线、脱落
2、检查螺旋线挂钩有无腐蚀
3、安装更换螺旋线时,要保持螺旋线的弹性
检修放电极振打传动装置
1、按集尘极振打系统检修,如振打锤、轴、轴承及联轴节等
2、放电极顶部传动装置检修:
a、检查大针轮与小针轮的啮合位置
b、检查传动轴上的轴承支架
c、检查瓷轴
d、检查瓷轴联轴器套筒上缘与传动轴的同心度
e、检查传动轴与防尘套的中心线
f、检查传动轴与壳体接触处
6
放电极摆线针轮减速机的检修
参照集尘极摆线针轮减速机的检修
放电极振打装置试运转
参照集尘极振打装置试运转
检修槽形板振打装置
1、检查槽形板的磨损、变形,严重的应更换
2、检查槽形板顶部的吊挂结构几固定带
3、检查槽形板排间距及平面度,超标应调校,槽形板两端与侧墙的距离符合设计要求
4、检修槽形板振打装置参照集尘极振打装置检修
电除尘的试运行
1、锅炉点火前12-24小时投电加热装置
2、锅炉点火前2小时投振打装置
3、当锅炉负荷70%或排烟温度达到110℃时,投各电场高压电源
设备润滑标准
编号:
KKS编码
设备名称
电除尘溢流水泵、振打电机
日期代码
年Y月M周W日D
序号
润滑部位名称
润滑油品种牌号
加油方式
标准加油量
换油周期
补油周期
补油数量
检查周期
责任部门
1
轴承箱
#3锂基脂
黄油枪
油室三分之二
小修时
2
减速机
220
油室三分之二
1Y
6M
1L
2W
3
4
5
6
7
8
9
备注
①在稀油润滑时,要定期换油,有换油周期②.在油脂润滑时,要定期补油,有补油周期,
 升级会员
升级会员 