压力容器设计审核人员答辩考试标准要点总结归纳.docx
《压力容器设计审核人员答辩考试标准要点总结归纳.docx》由会员分享,可在线阅读,更多相关《压力容器设计审核人员答辩考试标准要点总结归纳.docx(35页珍藏版)》请在冰豆网上搜索。
压力容器设计审核人员答辩考试标准要点总结归纳
1钢板
GB150.24
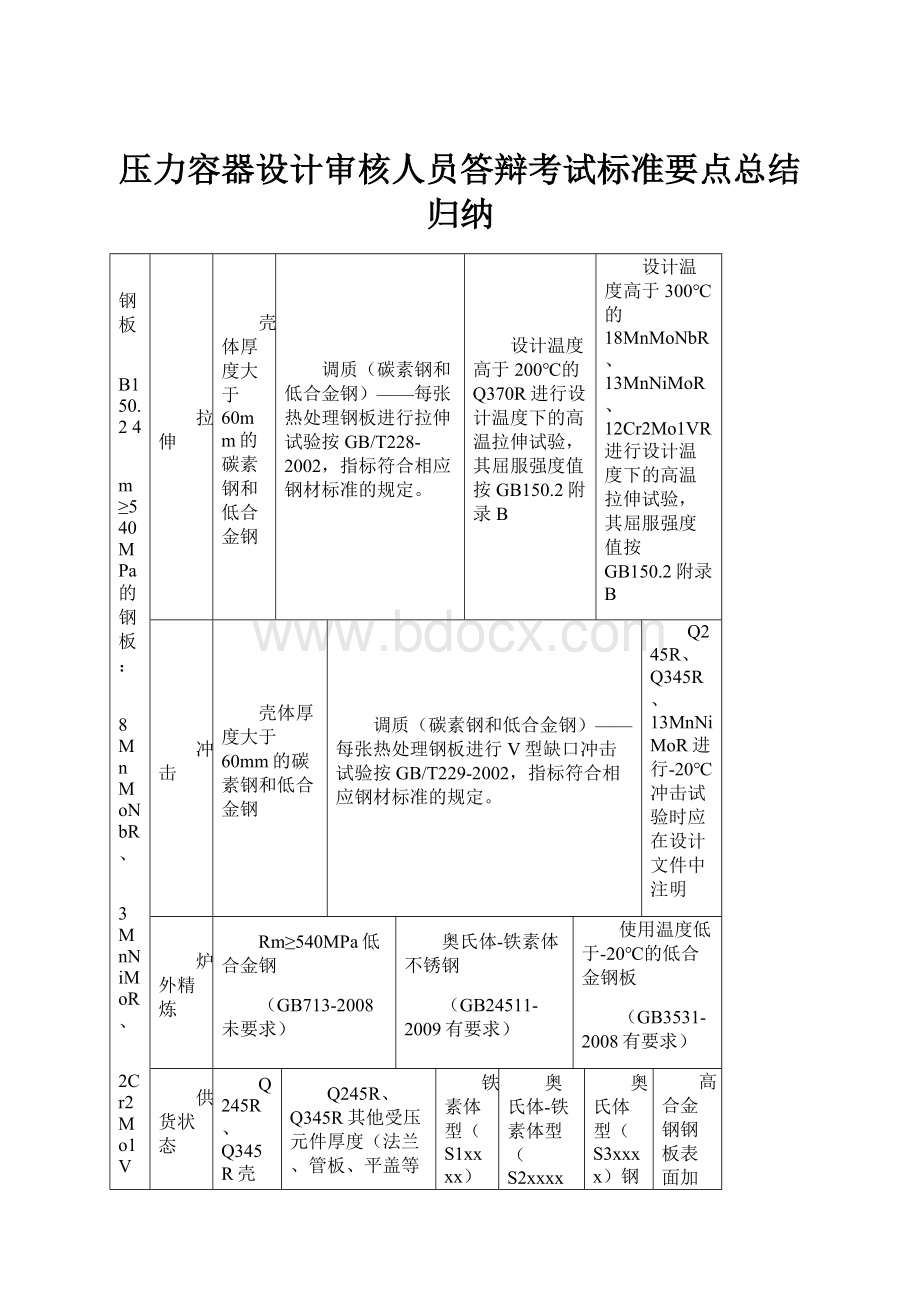
Rm≥540MPa的钢板:
18MnMoNbR、
13MnNiMoR、
12Cr2Mo1VR、
06Ni9DR、
07MnMoVR、
07MnNiVDR、
07MnNiMoDR、
12MnNiVR
拉伸
壳体厚度大于60mm的碳素钢和低合金钢
调质(碳素钢和低合金钢)——每张热处理钢板进行拉伸试验按GB/T228-2002,指标符合相应钢材标准的规定。
设计温度高于200℃的Q370R进行设计温度下的高温拉伸试验,其屈服强度值按GB150.2附录B
设计温度高于300℃的18MnMoNbR、13MnNiMoR、12Cr2Mo1VR进行设计温度下的高温拉伸试验,其屈服强度值按GB150.2附录B
冲击
壳体厚度大于60mm的碳素钢和低合金钢
调质(碳素钢和低合金钢)——每张热处理钢板进行V型缺口冲击试验按GB/T229-2002,指标符合相应钢材标准的规定。
Q245R、Q345R、13MnNiMoR进行-20℃冲击试验时应在设计文件中注明
炉外精炼
Rm≥540MPa低合金钢
(GB713-2008未要求)
奥氏体-铁素体不锈钢
(GB24511-2009有要求)
使用温度低于-20℃的低合金钢板
(GB3531-2008有要求)
供货状态
Q245R、Q345R壳体厚度大于36mm——正火
Q245R、Q345R其他受压元件厚度(法兰、管板、平盖等)大于50mm——正火
铁素体型(S1xxxx)钢板——退火
奥氏体-铁素体型(S2xxxx)钢板——固溶
奥氏体型(S3xxxx)钢板——固溶
高合金钢钢板表面加工类型:
热轧——1D级;冷轧——2B级。
钢板超声
Q245R、Q345R
厚度>30~36mm,UT–III;
Q245R、Q345R
厚度>36mm,UT–II;
Q370R、Mn-Mo系、Cr-Mo系、Cr-Mo-V系
厚度>25mm,
UT–II;
16MnDR、Ni系低温钢(调质状态除外)厚度>20mm,UT–II;
调质状态
使用的钢号
厚度>16mm,
UT–I;
毒性:
极度、高度危害
厚度≥12mm
UT–II;
在湿硫化氢环境中使用的
厚度≥12mm
UT–II;
设计压力≥10MPa
厚度≥12mm
UT–II;
GB151-1999附录A2.1.3
低温换热器壳体厚度大于20mm时,应逐张进行超声检测,UT-III
(Q370R正火-20℃厚度:
≤60mm)
1钢管
GB150.25
炉外精炼
使用温度低于-40℃的碳素钢和低合金钢钢管
管束
GB9948、GB6479:
高级冷拔或冷轧,钢管尺寸精度选用高级精度,I级管束
接管
GB9948:
外径不小于70mm,且壁厚不小于6.5mm的20和10钢管,应分别进行0℃和-20℃的冲击试验,3个纵向标准试样的冲击功平均值应不小于31J,允许1个试样的冲击功≥22J。
GB6479:
外径不小于70mm,且壁厚不小于6.5mm的20和16Mn钢管,应分别进行0℃和-20℃的冲击试验,3个纵向标准试样的冲击功平均值应分别不小于31J和34J,允许1个试样的冲击功分别≥22J和24J。
GB8163:
10、20、Q345D——不得用于换热管;极度、高度危害介质;设计压力不大于4.0MPa;厚度不大于10mm;使用温度限制。
GB13296锅炉、热交换器用不锈钢无缝钢管
GB14976不得用于管壳式换热器换热管
1锻件
GB150.2
6
Ⅲ级或Ⅳ级
用作筒体和封头的筒形、环形、碗形锻件
碳素钢、低合金钢:
公称厚度>300mm;Rm≥540MPa且公称厚度>200mm;使用温度低于-20℃且公称厚度>200mm。
拉伸
设计温度下的高温拉伸试验——设计温度高于300℃的20MnMoNb、20MnNiMo、12Cr2Mo1V、12Cr3Mo1VⅢ级(按批)或Ⅳ级(逐件)
注明化学成分和力学性能的特殊要求-(NB/T47008-2010承压设备用碳素钢和合金钢锻件有要求):
有抗回火脆化要求的12Cr2Mo1、12Cr2Mo1V、12Cr3Mo1V
冲击
设计文件中应注明:
20、16Mn、20MnMo进行-20℃的冲击试验(如进行)。
炉外精炼
20MnNiMo、12Cr2Mo1V、12Cr3Mo1V
低温钢锻件(NB/T47009-2010有要求)
高合金钢锻件(NB/T47010-2010有要求)
管板
GB151-19994.3.1.2带有凸肩并与圆筒或封头对接连接的,采用锻件
1螺柱GB150.2中7.1.4
30CrMoA、35CrMoA、40CrNiMoA钢螺柱使用温度低于-20℃时,应进行使用温度下的低温冲击试验,冲击功指标分别不低于41J、41J、47J。
使用温度下限:
20钢螺柱为-20℃;35、40MnB、40MnVB、40Cr钢螺柱为0℃。
1螺柱和螺母
GB150.46.7
容器法兰螺柱按NB/T47027-2012(JB/T4707)规定
公称直径大于M36的螺柱和螺母:
1)有热处理要求的的螺柱,其试样与试验按GB150.2中7.1.3;2)螺母毛坯热处理后应做硬度试验;
3)螺柱应进行表面检测,I级合格。
1低温容器焊条
GB150.4中5.1.4按批进行药皮含水量或熔敷金属扩散氢含量的复验(GB151-1999附录A2.3.3其检验方法按相应的焊条标准或技术要求)
1复合板
NB/T47002.1-2009复合板级别由高到低分为B1、B2、B3级,B3级复合板复合界面的结合剪切强度下限值为210MPa,未结合率≤5%。
NB/T47002.1-20097.2图纸应注明:
覆材表面处理方法——喷砂、抛光或酸洗等。
GB151-19994.3.2.3
管板选用B1级;
平盖不低于B3级
GB151-19995.6.2.3
管板与换热管焊接连接的复合板,其复层厚度应不小于3mm。
对有耐腐蚀要求的复层,还应保证距复层表面深度不小于2mm的复层化学成分和金相组织符合复层材料要求;
采用胀接连接的复合管板,其复层最小厚度应不小于10mm,并应保证距复层表面深度不小于8mm的复层化学成分和金相组织符合复层材料要求;
2焊后热处理
GB150.48.2
应力腐蚀介质:
对碳钢、低合金钢、奥氏体不锈钢、铁素体不锈钢—NaOH、
H2S水溶液、H2SO4等;
对碳钢、低合金钢—液氨;KOH;
醋酸;盐酸;
K2CO3等;
对奥氏体不锈钢—260℃水蒸气;KOH;Cl-水溶液;
等;
对铁素体不锈钢—高温水;高温碱等。
应力腐蚀倾向的容器
GB151-1999
6.3.4.3
当有应力腐蚀要求时,冷弯U形管的弯管段及至少包括150mm的直管段应进行热处理:
1)碳钢、低合金钢钢管进行消除应力热处理;
2)奥氏体不锈钢管可按供需双方商定的方法进行热处理。
毒性:
极度、高度危害的碳钢、低合金钢
焊接接头厚度
>32mm
(>38mm焊前预热100℃以上):
碳素钢、
Q345R、
Q370R、
16Mn、07MnMoVR、
07MnNiVDR、07MnNiMoDR、
12MnNiVR、
08MnNiMoVD、10Ni3MoVD
焊接接头厚度
>25mm:
16MnDR、16MnD
焊接接头厚度
>20mm
(设计温度≥-30℃);
任意厚度
(设计温度<-30℃):
20MnMoD
焊接接头厚度
>20mm
(设计温度≥-45℃);
任意厚度
(设计温度<-45℃):
15MnNiDR、
15MnNiNbDR、09MnNiDR、
09MnNiD
焊接接头厚度
任意厚度:
18MnMoNbR、13MnNiMoR、20MnMo、20MnMoNb、20MnNiMo、15CrMoR、14Cr1MoR、12Cr2Mo1R、12Cr1MoVR、12Cr2Mo1VR、15CrMo、14Cr1Mo、12Cr2Mo1、12Cr1MoV、12Cr2Mo1V、12Cr3Mo1V、1Cr5Mo、08Ni3DR、08Ni3D
焊接接头厚度
>10mm:
S11306、S11348
GB151-1999附录A4.6.1
钢板厚度>16mm的碳素钢和低合金钢制低温换热器或元件:
GB151-1999中6.8
碳钢、低合金钢制的焊有分程隔板的管箱和浮头盖以及管箱的侧向开孔超过1/3圆筒内径的管箱,在施焊后作消除应力热处理,设备法兰密封面应在热处理后加工。
GB151-1999
A4.2.3
低温换热器——U形弯管采用冷弯,且弯曲半径小于10倍换热管外径时,冷弯后应进行消除应力热处理。
对于经过热处理的钢管,在热弯或弯曲半径小于10倍换热管外径时的冷弯后,应重新进行与原热处理工艺相同的热处理。
2超过变形率控制指标的,应进行热处理恢复材料性能GB150.48.1.1
毒性:
极度、高度危害
应力腐蚀倾向的容器
成形前大于16mm的碳钢、低合金钢
成形后减薄量大于10%的碳钢、低合金钢
3制备产品焊接试件GB150.49.1.1
制造过程中,改善或恢复材料力学性能热处理的容器
低温容器
毒性:
极度、高度危害
Rm≥540MPa低合金钢制容器
4100%RT或UT
GB150.410.3.1
有再热裂纹倾向的的,如07MnNiVDR,应在热处理后增加一次无损检测
1)毒性:
极度、高度危害;
2)设计压力≥1.6Mpa的第III类容器
3)气压或气液组合耐压试验的容器;
4)焊接接头系数φ=1.0;
5)使用后需要但是无法进行内部检验的容器
设计温度低于-40℃低温容器的或焊接接头厚度>25mm的低温容器
1)Rm≥540MPa低合金钢制容器;
2)铁素体型不锈钢
3)焊接接头厚度>16mm:
奥氏体-铁素体型不锈钢、15CrMoR、14Cr1MoR、
08Ni3DR;
4)其他Cr-Mo低合金钢。
焊接接头厚度>30mm:
奥氏体不锈钢、
碳素钢、
Q345R、
Q370R
焊接接头厚度>20mm:
18MnMoNbR、
13MnNiMoR、
12MnNiVR
注:
有延迟裂纹倾向的,如Cr-Mo低合金钢,应至少在焊接完成24h后进行无损检测。
JB/T4710-2005
中7.3.2b)
当裙座壳与圆筒壳搭接时此搭接焊缝至封头与圆筒的环向连接焊缝距离不应小于1.7δn(壳体),封头环向连接接头焊缝应磨平,且应100%RT或UT。
4100%表面检测
GB150.410.4
异种钢焊接接头、
具有延迟裂纹倾向的或
具有再热裂纹倾向的焊接接头
有再热裂纹倾向的的,如07MnNiVDR,应在热处理后增加一次无损检测
1)钢材厚度>20mm的下列容器的对接和角接接头:
奥氏体不锈钢、
奥氏体-铁素体型不锈钢
2)堆焊表面;
复合板的复层焊接接头
符合上面低温容器上的A、B、C、D、E类焊接接头,缺陷修磨或补焊处表面,卡具和拉筋等拆除处的割痕表面
符合上面要求容器上的C、D、E类焊接接头
Rm≥540MPa低合金钢(耐压试验后进行表面检测)、Cr-Mo低合金钢制容器的缺陷修磨或补焊处表面,卡具和拉筋等拆除处的割痕表面
要求全部检测的容器B(DN<250)焊接接头
先拼版后成形凸形封头上的所有拼接接头
JB/T4710-2005
中9.4
1)Rm≥540MPa时,裙座与塔壳之间的焊接接头;
2)吊耳与塔壳之间的焊接接头;
3)其他连接件与塔壳之间需作局部应力校核计算的焊接接头。
GB151-1999
6.4.3堆焊复合管板
基层材料的待堆焊面和复层材料加工后(钻孔前)的表面,应按JB/T4730.5-2005进行表面检测,检测结果不得有裂纹、成排气孔,并应符合II级缺陷显示。
堆焊前应作堆焊工艺评定。
4局部无损检测GB150.14.5.2.2
φ=0.85
4组合检测
GB150.410.5
Rm≥540MPa低合金钢容器的所有A、B类焊接接头,其焊接接头厚度>20mm,还应采用与原无损检测方法不同的检测方法另行进行局部检验,该检验应包括所有的焊缝交叉部位;同时,在耐压试验后,还应对焊接接头进行表面无损检测
4热切割坡口表面MT-IGB150.46.3
Rm≥540MPa低合金钢
Cr—Mo低合金钢
5泄露性试验
GB150.14.7
毒性:
极度、高度危害;不允许微量泄露的
气密性试验、氨检漏试验、卤素检漏试验、氦检漏试验
图纸应提出容器泄漏试验的方法和技术要求
应注明:
试验压力、试验介质和相应检验要求
气密性试验压力等于设计压力
水压试验合格后进行泄露性试验(GB150.4)
GB150.35.7.1
偏心锥壳
两筒体轴线间距≤两筒体内直径差值的1/2
偏心锥壳与筒体间夹角大值α1≤30°(内压)
偏心锥壳与筒体间夹角大值α1≤60°(外压)
GB150.36.3.2.1补强圈不适用
壳体厚度大于38mm
Rm≥540MPa低合金钢
GB/T25198-20104.3.1
应标注封头最小成型厚度
《固规》3.4.2.2
应标注设计使用寿命,腐蚀裕量(GB150.1中4.3.6.2一般不小于1mm)
《固规》3.14
所有的壳体对接接头应当采用全截面焊透的对接接头形式。
接管与壳体的接头应当采用全焊透结构:
1)介质为易爆或介质毒性为极度和高度危害的容器;2)要求气压试验或者气液组合压力试验的压力容器;3)第III类压力容器;4)低温压力容器;5)进行疲劳分析的压力容器;6)直接受火焰加热的压力容器;7)设计图样规定的压力容器。
GB151-1999附录A3.3.3
低温容器的球冠形封头、半顶角大于30°的锥壳、平盖、接管、凸缘等部件与壳体连接的C类焊接接头应采用全焊透结构。
《固规》3.17:
管法兰应当按照HG/T20592~HG/T20635系列标准的规定,至少应用高颈对焊法兰、带加强环的金属缠绕垫片、专用级高强螺栓组合——液化石油气;毒性:
极度、高度危害;强渗透中度危害介质。
GB151-1999附录A3.5设计温度低于-40℃时的垫片应采用奥氏体不锈钢、铜、铝包的金属包垫片或用上述金属带制成的缠绕垫片,金属垫。
应采用对焊法兰
GB151-19995.4.2
设计温度≥300℃时
GB151-1999附录A3.4(低温容器法兰)
1)设计压力≥1.6MPa,介质为极度和高度危害、易爆介质;2)设计压力≥2.5Mpa;3)设计温度低于-40℃
GB150.3附录D3.1接管内径边角处应倒圆,倒圆半径一般取δnt/4或19mm中较小值
Rm≥540MPa低合金钢容器
应力腐蚀倾向的容器
低温容器
承受交变载荷的容器
不得有咬边
GB150.4中7.3.4
Rm≥540MPa低合金钢容器
焊接接头系数φ=1.0
不锈钢容器
Cr-Mo低合金钢容器
应力腐蚀倾向的容器
低温容器
承受交变载荷的容器
2热处理后返修,应重新热处理
GB150.4中7.4.3
毒性:
极度、高度危害
应力腐蚀倾向的容器
低温容器
Cr-Mo低合金钢容器
GB150.4附录E.1.4
低温低应力工况
“低温低应力工况”系指壳体或其受压元件的设计温度虽然低于-20℃,但设计应力(在该设计条件下,容器元件实际承受的最大一次总体薄膜和弯曲应力)小于等于钢材标准常温屈服强度的1/6,且不大于50Mpa的工况。
对于碳素钢和低合金钢制容器,当壳体或其受压元件使用在“低温低应力工况”下,若其设计温度加50℃(对于不要求焊后热处理的容器,加40℃)后不低于-20℃,除另有规定外不必遵循关于低温容器的规定。
GB151-19995.2.3
分程隔板最小厚度
碳素钢及低合金钢:
8mm(DN≤600);10mm(DN>600~≤1200);14mm(DN>1200);
高合金钢:
6mm(DN≤600);8mm(DN>600~≤1200);10mm(DN>1200);
GB151-19995.3.3隔板厚度大于10mm的分程隔板,密封面应按图9削边至10mm。
圆筒厚度的选取(冯清晓)
壁厚取下列中大者:
1)压力计算所需厚度;2)圆筒最小厚度;3)对接圆筒厚度小于设备法兰要求的厚度时,按NB/T47023中表3进行调整。
GB151-19995.3.2
圆筒最小厚度
6)碳素钢和低合金钢:
浮头式,U形管式:
8mm(DN400~≤700);10mm(DN>700~≤1000);12mm(DN>1000~≤1500);14mm(DN>1500~≤2000);16mm(DN>2000);
固定管板:
6mm(DN400~≤700);8mm(DN>700~≤1000);10mm(DN>1000~≤1500);12mm(DN>1500~≤2000);14mm(DN>2000);
2)高合金钢:
3.5mm(DN400~≤500);4.5mm(DN>500~≤700);6mm(DN>700~≤1000);8mm(DN>1000~≤1500);10mm(DN>1500~≤2000);12mm(DN>2000);
GB151-19995.6.2
管板最小厚度
管板最小厚度应不小于换热管的外径(do):
易燃、易爆及有毒介质等严格场合
管板最小厚度应满足结构设计和制造的要求,且不小于12mm:
管板与换热管焊接连接时
GB151-19995.8
换热管与管板的连接
5.8.2.1强度胀接适用范围:
设计压力≤4Mpa;
设计温度≤300℃;
操作中无剧烈的振动,无过大的温度变化及无明显的应力腐蚀。
5.8.3.1强度焊适用范围:
不适用有较大振动及间隙腐蚀的场合,其他场合均适用
5.8.41胀焊并用适用范围:
密封性能要求较高的场合;
承受振动或疲劳载荷的场合;
有间隙腐蚀的场合;
采用复合管板的场合。
GB151-19995.9.5.1
折流板
卧式换热器的壳程为单相清洁流体时,折流板缺口应水平上下布置,若气体中含有少量液体时,则应在缺口朝上的的折流板的最低处开通液口;若液体中含有少量气体时,则在缺口朝下的折流板的最高处开通气口。
卧式换热器、冷凝器、重沸器的壳程介质为气、液相共存或液体中含有固体物料时,折流板缺口应垂直左右布置,并在折流板最低处开通液口。
GB151-19995.11.2.2
设置防冲板
有腐蚀或有磨蚀的气体,蒸汽及汽液混合物
GB151-19995.11.2.3
设置导流筒
壳程进出口接管距管板较远,流体停滞区过大,应设置导流筒,以减小流体停滞区,增加换热管的有效换热长度。
GB151-19995.11.4
防冲板最小厚度
碳钢:
4.5mm;不锈钢:
3mm
GB151-19995.11.5
立式外导流换热器
应在内衬筒下端开泪孔
GB151-19995.12.1
纵向隔板厚度
最小厚度:
6mm
GB151-19995.13.2
挡管
挡管应每隔3~4排换热管设置一根,但不得设置在折流板的缺口处。
挡管伸出第一块及最后一块折流板或支持板的长度应不大于50mm.
挡管与任意一块折流板焊接固定。
GB151-19995.13.3
中间档板
中间档板设置在U形管束的中间通道处,并与折流板点焊固定。
也可把最里面一排的U形弯管倾斜布置使中间通道变窄,同时加挡管以防止流体短路。
GB151-19995.20.1
鞍式支座布置
当L≤3000mm时,取LB=(0.4~0.6)L;当L>3000mm时,取LB=(0.5~0.7)L;尽量使Lc和Lc’相近。
GB151-19995.20.2
耳式支座布置
DN≤800mm时,至少2个支座,对称布置;DN>800mm时,至少4个支座,均匀布置。
GB151-19995.20.3
重叠式换热器
重叠式换热器之间的支座应设置调整高度用垫板;支座底板到设备中心线的距离应比接管法兰密封面到设备中心线的距离至少小5mm;
重叠式换热器支座除按JB/T4712选用外,必要时应对支座和壳体进行校核;当重叠换热器质量较大时,可增设一组重叠支座。
GB151-19995.21.1
起吊附件
质量大于30Kg的管箱及管箱盖宜设置吊耳。
GB151-19995.21.2
环首螺钉
浮头式换热器、U形管式换热器、填料函式换热器、釜式重沸器可在管板上设置环首螺钉孔;在正常操作时,应安装丝堵和垫片加以保护;维修时换装环首螺钉以便抽装管束。
GB151-1999附录G2.2
防松支耳、带肩双头螺柱
DN≤800mm时,设2个防松支耳,对称布置;DN>800mm时,设4个防松支耳,均匀布置。
GB151-19996.5.4
作焊接工艺评定
换热管与管板的强度焊焊接头,施焊前应按GB151-1999附录B作焊接工艺评定。
GB151-19996.10
釜式重沸器
支撑导轨上有碍滑道通过的焊接接头应修磨齐平;
支撑导轨应与设备纵向中心线保持平行,其平行度偏差应不超过2/1000,且不大于5mm;
溢流板的上端面应水平,其倾斜度应不大于3mm。
GB151-19996.16
尺寸偏差
GB151-1999附录G
管板与圆筒、管箱圆筒的连接图及适用条件(分界线:
4Mpa)
NB/T47020-2012(JB/T4700)
6.6.1.2
对长颈法兰,当工作压力≥0.8倍标准规定的最大允许工作压力时,法兰与圆筒的对接焊缝必须进行100%RT-II或UT-I。
NB/T47020-2012(JB/T4700)6.6.1.3
对于甲型平焊法兰(NB/T47021)、乙型平焊法兰(NB/T47022),法兰与
 升级会员
升级会员 