硫磺制酸设计说明书.docx
《硫磺制酸设计说明书.docx》由会员分享,可在线阅读,更多相关《硫磺制酸设计说明书.docx(11页珍藏版)》请在冰豆网上搜索。
硫磺制酸设计说明书
1概述
本套余热锅炉适用于80万吨/年硫磺制酸系统。
回收制酸系统热量生产中压过热蒸汽(3.82MPa、450℃),供汽轮发电机组发电。
系统组成
1.1.1火管锅炉,设在焚硫炉出口;
1.1.2高温过热器1B,设在转化器一段出口;
1.1.3省煤器3B,设在转化器三段出口;
1.1.4低温过热器4A、省煤器4A/4C,设在转化器四段出口;
2技术规范
工艺条件
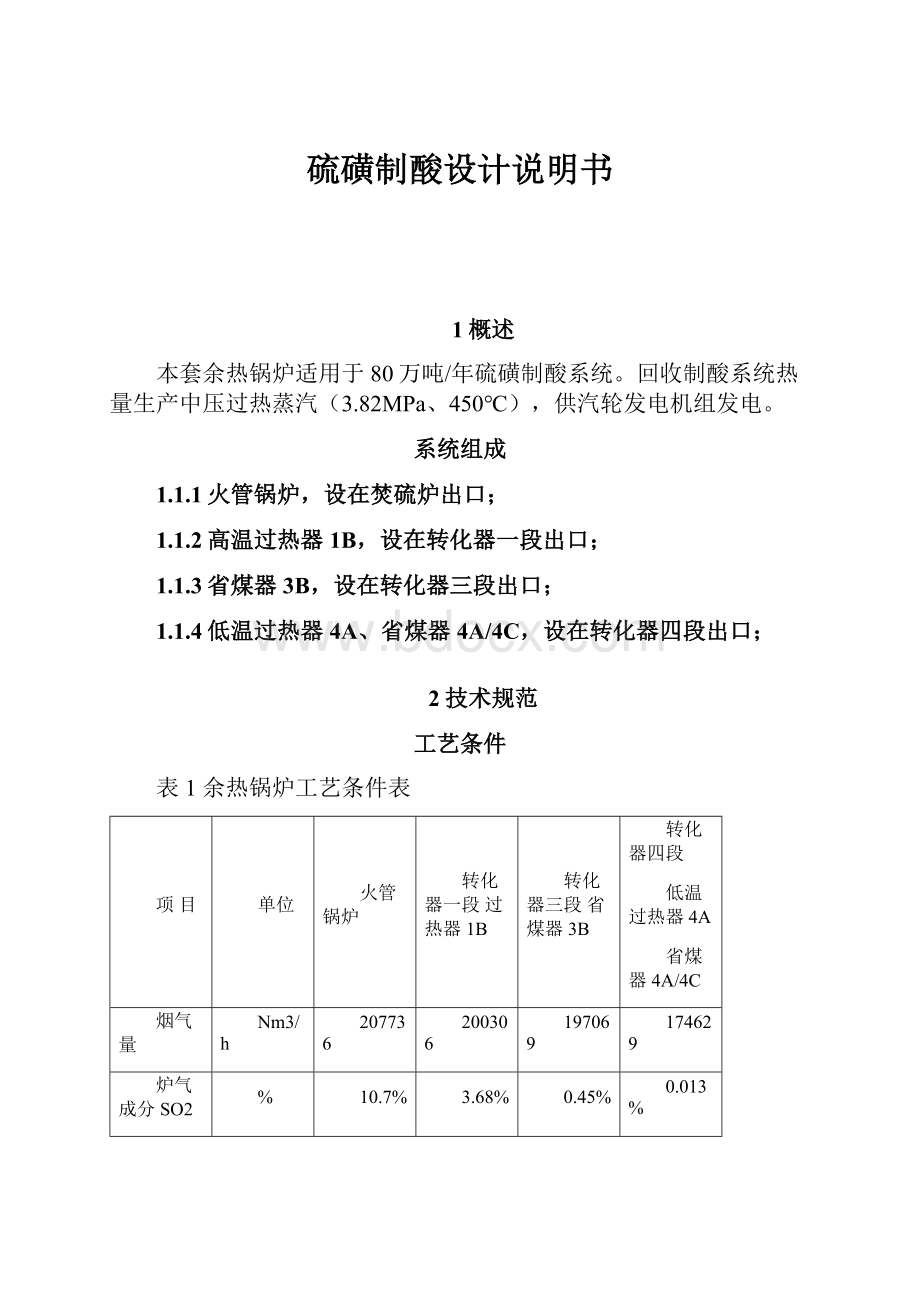
表1余热锅炉工艺条件表
项目
单位
火管锅炉
转化器一段过热器1B
转化器三段省煤器3B
转化器四段
低温过热器4A
省煤器4A/4C
烟气量
Nm3/h
207736
200306
197069
174629
炉气成分SO2
%
10.7%
3.68%
0.45%
0.013%
SO3
%
0.32%
7.75%
11.16%
0.49%
O2
%
9.8%
6.45%
4.92%
5.3%
N2
%
79.18%
82.12%
83.47%
94.19%
进口烟气温度
℃
1056
617
280
430
出口混合前温度
℃
385
445
170
140
出口混合后温度
℃
420
——
——
——
余热锅炉规范
表2余热锅炉规范
循环方式
汽包工作压力
蒸汽温度
过热蒸汽压力
过热蒸汽温度
给水温度
额定蒸发量
自然循环
4.2MPa
255℃(饱和)
3.82MPa
450℃
108℃
123.0t/h
余热锅炉受热面积和全水容积
表3余热锅炉受热面积和全水容积
项目
受热面积
水容积
火管锅炉锅壳
1696m2
74.0(全)/61.6(工作)m3
汽包
-----
高温过热器1B
3330m2
7.0m3
低温过热器4A
2970m2
4.7m3
省煤器4A/4C
6840m2
4.95m3
省煤器3B
5150m2
3.96m3
总受热面积及水容积
~19986m2
~94.6(全)/82.2(工作)m3
3系统说明
烟气流程
来自焚硫炉出口烟道的1056℃左右高温烟气进入火管锅炉的进口烟箱,由进口烟箱分流,通过锅壳的烟管,冷却到385℃,再经焚硫炉的高温烟气混合到420℃进入转化一段;转化一段出口的烟气经高温过热器1B从617℃左右冷却到445℃后进转化器二段;转化三段出口的烟气通过热交换器冷却到280℃,再经省煤器3B冷却到170℃引出;转化四段出口的烟气依次通过低温过热器4A、省煤器4A/4C从430℃冷却到140℃进一吸塔。
汽水流程
脱盐水经除氧器除氧加热后到108℃后经锅炉给水泵分别送入省煤器4A、3B、4C,加热到245℃左右进入锅炉汽包。
汽包产生的饱和蒸汽依次通过低温过热器4A、喷水减温器A、高温过热器1B低温段、喷水减温器B、高温过热器1B高温段,加热到450℃后送出界区。
本系统最终产生3.82MPa(G)、450℃的中压过热蒸汽。
4主要结构说明
火管锅炉
火管锅炉为卧式并联双锅筒自然循环锅炉,露天布置。
由公用汽包、锅壳、进出口烟箱和锅炉范围内管系等部件组成。
烟管固定在锅壳两端的管板上。
烟气由进口烟箱分流,纵向通过烟管,在出口烟箱内汇流引出。
为避免高温烟气直接冲刷锅壳的前管板,在前管板表面浇筑耐高温的耐火保护层,并在每根烟管进口处安装了锆质耐高温保护套管。
进口烟箱上设有人孔,可以在计划停车期间,入内检查保护层及保护套管的完好程度。
出口烟箱底部设有排酸口。
整台锅炉由八个鞍式支座支承,其中两个锅壳下面分别安置两个,前、后烟箱下分别安置两个。
汽包下的锅壳前部支座为固定支座,其余为滑动支座,在支座与土建基础之间垫2层10mm的06Cr19Ni10钢板,使锅炉在运行时均能按设计预定方向自由膨胀。
上升管兼作汽包在锅壳上方的支撑结构,使汽包与锅壳连成一体。
下降管最低点设有排污口,按操作规程定期排污,保证水循环回路畅通。
在汽包内设有旋风分离器和孔板两道汽水分离装置。
此外,汽包上还设有安全阀、水位计、压力表、加药管和连续排污管等接管口。
锅炉主要尺寸:
锅炉外形尺寸(长×宽×高)17660×10400×6700mm
汽包尺寸Φ2080×40
锅壳尺寸Φ2800×50
烟管尺寸Φ60×5
烟气进口直径(砌砖净径)Φ3200mm
烟气出口直径Φ2618mm
受压元件在制造厂内完成最大程度的组装,现场安装工作量大幅度减少,是火管锅炉无可比拟的优越性之一。
本台锅炉除了进出口烟箱和管系外,其他所有受压部件都分别整体出厂。
高温过热器1B
高温过热器1B为全不锈钢制立式矩形箱体结构,露天布置。
高温过热器1B由进出口集箱和带螺旋翅片的蛇形管组成,蛇形管的直段带翅片,弯头部分是光管,直段翅片管位于箱体通道箱内,进出口集箱位于头箱外面,弯头则位于两端的弯头箱内,以方便检修。
来自转化器一段出口的烟气从下方进入,自下而上依次冲刷水平布置的高温过热器1B的管束,然后由上方出口引出去转化器二段。
高温过热器1B分高温段及低温段,根据本厂的制造经验和现场实际使用效果,低温段进出口集箱及蛇形管均采用GB5310/12Cr1MoVG,高温段进出口集箱及蛇形管均采用GB13296/0Cr18Ni10Ti,外壳采用06Cr19Ni10,螺旋片均采用06Cr19Ni10。
外形尺寸(长×宽×高)5845×4960×8250mm
烟气进口尺寸Φ2642×12mm
烟气出口尺寸Φ2642×12mm
高温过热器1B主体分高、低温段两个部分出厂,上接管、下接管及箱体分别整体出厂。
高温过热器1B的高、低温段之间设有喷水减温器,以调节出口蒸汽温度不超过额定值。
高温过热器1B出口的集汽集箱上按规定装有安全阀,压力表,放空管等。
低温过热器4A、省煤器4A/4C
低温过热器4A、省煤器4C、省煤器4A自上而下组成一个整体,露天布置,用来冷却转化器四段过来的烟气。
低温过热器4A由进出口集箱和带螺旋翅片的蛇形管组成,蛇形管的直段带翅片,弯头部分是光管,直段翅片管位于箱体通道箱内,进出口集箱位于头箱外面,弯头则置于两端的弯头箱内,以方便检修。
省煤器4A采用热管翅片管,省煤器4C采用普通翅片管。
省煤器4A/4C为立式矩形箱体结构,由进出口集箱和带螺旋翅片的蛇形管组成,蛇形管的直段带翅片,弯头部分是光管,直段翅片管位于箱体通道箱内,进出口集箱位于弯头箱外面,一侧弯头位于弯头箱内,另一侧弯头则位于膨胀板外,以方便检修。
来自转化器四段出口的烟气由上部进入箱体,横向冲刷受热面后由下部出口引出,进入一吸塔。
低温过热器4A蛇形管基管采用GB5310/20G,进出口集箱采用GB3087/20,螺旋片采用Q235-A,外壳则采用Q345-A。
省煤器4A/4C进出口集箱采用GB5310/20G,翅片管、热管基管采用GB5310/20G,热管外管采用GB5310/20G,螺旋片采用Q235-A,外壳采用Q235-A。
外形尺寸(长×宽×高)6045×6845×12290mm
烟气进口尺寸Φ2642×12mm
烟气出口尺寸Φ2235×10mm
在低温过热器4A与高温过热器1B之间设有喷水减温器,以调节出口蒸汽温度不超过额定值。
低温过热器4A主体整体出厂,省煤器4A/4C主体分上下两段出厂,上接管、下箱体、出口接管分别整体出厂。
省煤器3B
省煤器3B主体分上、下段。
上段为高温段,采用普通翅片管,下段为低温段,采用热管翅片管。
省煤器3B为立式矩形箱体结构,由进出口集箱和带螺旋翅片的蛇形管组成,蛇形管的直段带翅片,弯头部分是光管,直段翅片管位于箱体通道箱内,进出口集箱位于弯头箱外面,一侧弯头位于弯头箱内,另一侧弯头则位于膨胀板外,以方便检修。
来自转化器三段的烟气经热交换器后由上部进入箱体,横向冲刷受热面后由省煤器3B下部出口引出。
省煤器3B进出口集箱采用GB5310/20G,翅片管、热管基管采用GB5310/20G,热管外管采用GB5310/20G,螺旋片采用Q235-A,外壳采用Q235-A。
外形尺寸(长×宽×高)6585×6905×7500mm
烟气进口尺寸Φ2438×10mm
烟气出口尺寸Φ2235×10mm
省煤器3B主体分上下两段出厂,上接管、出口接管、下箱体分别整体出厂。
5安全附件及阀门
锅炉安全附件包括(详见50CG208-3-0阀门、仪表及附件图):
(1)汽包上的二只安全阀,高温过热器出口集汽集箱上一只安全阀;
(2)汽包上两只就地压力表和一个压力变送接口;高温过热器出口集汽集箱上一只压力表和一个压力变送接口;
(3)两只就地水位计其中一只为单色,另一只为双色;
(4)两只水位平衡容器,供汽包液位自控和讯号远传用;
(5)在汽包的最低安全水位和正常水位之间设有紧急放水管,一旦发生满水能及时放水。
锅炉配置设计时,紧急放水阀采用电动或气动阀门,在操作室进行自动或手动操作。
6锅炉控制系统
建议在进行锅炉配置设计时应该设有下列三条控制回路:
两个联锁系统和一些必要的声光报警装置。
过热蒸汽压力控制
过热蒸汽压力通过蒸汽管线上的调节阀进行调节,当送出的主蒸汽压力降低时,调节阀关小;当主蒸汽压力升高时,调节阀开大;但在开停车时要依靠放空阀来控制压力。
表4过热蒸汽压力控制范围表
编号
名称
工作压力
高报警值
高高报警值
备注
1
过热蒸汽压力
3.82MPa
3.93MPa
3.97MPa
严禁超压
过热蒸汽温度控制
过热蒸汽的温度靠安装在高温过热器进口处的喷水调节阀调节,当汽温降低时,调节阀关小;当汽温升高时,调节阀开大;但在开停车时要依靠旁路阀来控制温度。
表5过热蒸汽温度控制范围表
编号
名称
工作温度
高报警值
高高报警值
备注
1
过热蒸汽温度
450℃
455℃
严禁超温
锅炉汽包液位控制
本回路是由汽包液位、过热蒸汽流量、给水流量组成的三冲量调节系统、维持汽包正常水位。
当汽包液位超出正常液位±60mm,锅炉需报警,当汽包液位低于正常液位-60mm,锅炉需低低报警,同时联锁系统启动。
表6锅炉汽包液位控制范围表
编号
名称
正常液位
高报警值
高高报警值
低报警值
低低报警值
1
汽包液位
汽包中心线
+60mm
+75mm
-60mm
-75mm
2
备注
报警
联锁紧急放水
报警
停炉
注:
报警值液位以正常液位为基准。
汽包紧急放水联锁
当汽包发生满水事故,即汽包水位超过正常水位+75mm,通过汽包液位信号,紧急放水阀(配电动或气动时)将会自动打开,反之自动关闭。
锅炉汽包压力控制
当汽包发生超压时,接到远程控制室的压力取样装置需报警,联锁装置需减少锅炉前面焚烧炉燃料的给量,如继续超压,安全阀会起跳。
在汽包上第一台安全阀起跳前,需停止焚烧炉燃料的给量。
表7汽包压力控制范围表
编号
名称
工作压力
高报警值
高高报警值
备注
1
汽包压力
4.2MPa
4.3MPa
4.36MPa
严禁超压
2
备注
报警
停车
声光报警
锅炉应配有以下声光报警装置:
(1)给水压力低;
(2)过热蒸汽压力高(低);
(3)过热蒸汽温度高(低);
(4)汽包水位高(低)。
7公用工程条件
工业冷却水用量
取样冷却器4t/h
电源
汽包液位计4×150W220V50HZ
8锅炉型号编制说明
锅炉型号QF-123.0-3.82/450
型号意义QF-123.0-3.82/450
过热蒸汽温度℃
过热蒸汽压力MPa
锅炉设计蒸发量t/h
废热烟气
9锅炉的水质要求
锅炉给水应经过除盐和除氧处理,并遵循GB12145《火力发电机组及蒸汽动力设备水汽质量》。
10排放和清理要求
本台锅炉有如下排放口和清理口:
(1)汽包上有1个连续排污口;
(2)每只锅壳底部有3个定期排污口;
(3)每根下降管最低点有1个清理口;
(4)出口烟箱底部有1个放酸口,应定期检查,防止酸液积聚腐蚀设备。
11设计和制造标准规范
整套锅炉受压元件的强度计算,按GB/T9222-2008《水管锅炉受压元件强度计算》和GB/T16508-1996《锅壳锅炉受压元件强度计算》标准进行。
整套锅炉的设计、制造和使用管理严格按照如下相关国家法规执行:
《固定式压力容器安全技术监察规程》(国家质监总局2009年版)
《蒸汽锅炉安全技术监察规程》(劳动部1996年版)
GB/T9222-2008《水管锅炉受压元件强度计算》
GB/T16508-1996《锅壳锅炉受压元件强度计算》
JB/T1613-1993《锅炉受压元件焊接技术条件》
JB/T1609-1993《锅炉锅筒制造技术条件》
JB/T1619-2002《锅壳锅炉本体制造技术条件》
ZBG93010-1993《高频电阻焊螺旋翅片管技术条件》
JB/T1620-1993《锅炉钢结构制造技术条件》
JB/T4730-2005《承压设备无损检测》
JB/T1612-1994《锅炉水压试验技术条件》
JB/T1615-1991《锅炉油漆和包装技术条件》
GB50264-1997《工程设备及管道绝热工程设计规范》
DL/T5047-1995《电力建设施工及验收技术规范(锅炉机组篇)》
DL5007-1995《电力建设施工及验收技术规范(火力发电厂焊接篇)》
12检验和试验
锅炉在制造过程中以及出厂发运前进行必要的检验与试验,并形成文件。
检验包括焊接接头的X光探伤、磁粉探伤、着色探伤和超声波探伤,试验包括水压试验、气密性试验及通球试验等,均按有关标准和设计图纸要求由检验部门实施,出具焊接质量报告和水压试验报告等产品制造质量检验数据报告,提供出厂合格证。
 升级会员
升级会员 