3中厚板轧机.docx
《3中厚板轧机.docx》由会员分享,可在线阅读,更多相关《3中厚板轧机.docx(81页珍藏版)》请在冰豆网上搜索。
3中厚板轧机
3中厚板轧机
轧机是中厚板生产线上最重要的主机设备,用于完成从板坯到钢板的轧制过程。
根据产量或规模要求,有单机架和双机架两种配置形式。
现代中厚板轧机均采用四辊可逆式,过去使用的三辊劳特式和二辊可逆式轧机已逐渐被淘汰。
随着平面形状控制技术的发展,在四辊轧机机前或机后近接式设置立辊轧机的做法,已得到较广泛的应用。
3.1中厚板轧机机组组成
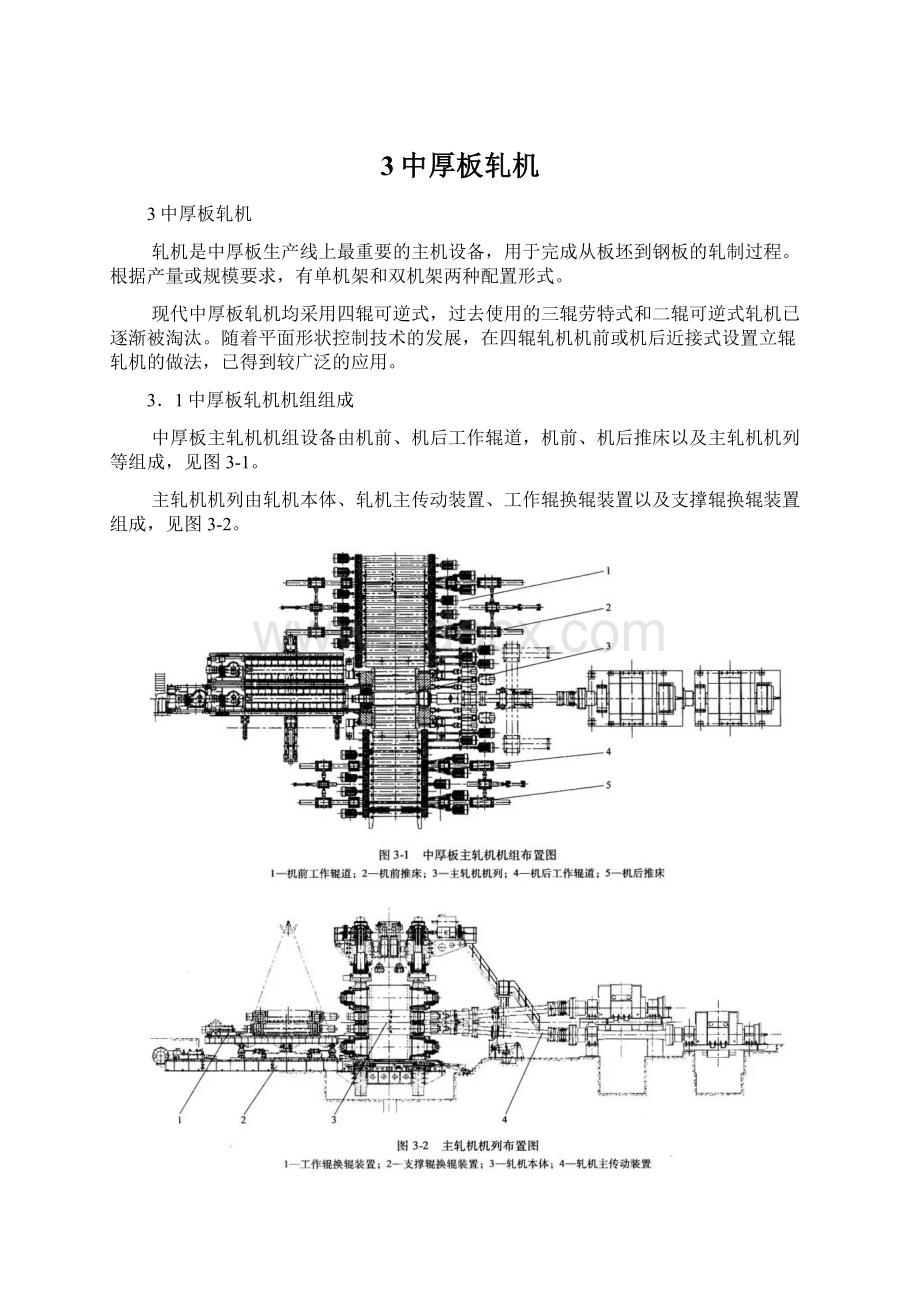
中厚板主轧机机组设备由机前、机后工作辊道,机前、机后推床以及主轧机机列等组成,见图3-1。
主轧机机列由轧机本体、轧机主传动装置、工作辊换辊装置以及支撑辊换辊装置组成,见图3-2。
3.2轧机本体
轧机本体由机架装置、辊系(上工作辊装配、下工作辊装配、上支撑辊装配、下支撑辊装配)、上支撑辊平衡装置、压下装置、轧线标高调整装置、轧机导卫、机架辊装置、支撑辊换辊轨道、工作辊平衡和弯辊装置、液压AGC缸、窜辊装置、平台及走梯、轧机配管配线及电气元件等组成,如图3-3所示。
3.2.1机架装置
机架装置是整个轧机的骨架,其他各个部件基本上都安装在机架上或与之相连,它承受全部的轧制力及轧机的冲击振动。
机架的刚性和强度是保证产品精度和设备可靠性的关键。
3.2.1.1机架装置的组成和结构特点
机架装置主要由操作侧和传动侧牌坊、上/下横梁、工作辊/支撑辊锁紧挡板、接轴抱紧装置、滑板、机内换辊轨道、轨座等组成。
牌坊通过上、下横梁连接成闭式机架,安装在轧机轨座上,并通过斜楔与地脚螺栓将牌坊与轨座紧固于地基上,以保证整体刚性和稳定性。
牌坊窗口内安装有耐磨滑板,以利于轧辊的上下运动;牌坊内侧设计有安装轧辊冷却及轧件除鳞装置运动导卫的导向槽。
在操作侧牌坊外侧设置工作辊、支撑辊锁紧挡板,在传动侧牌坊外侧设置轧机接轴定位的抱紧装置,在机架窗口的中部还设有机内换辊轨道等。
机架的上横梁为铸钢件或焊接件,通过螺栓和定位键与两片牌坊相连,其上平面与牌坊上部平面共同用于安装压下装置、平衡装置、平台与走梯等。
机架的下横梁为铸钢件或焊接件,通过定位键卡在两片牌坊下部,其上与牌坊下部窗口平面共同用于安装抬升装置、阶梯垫下辊标高调整装置等。
近年来,随着轧机AGC采用下置式布置方式,由于结构等原因,有些取消了机架下横梁。
中厚板轧机牌坊的结构形式一般采用整体铸造式,牌坊刚性好、重量轻、结构尺寸小(如宝钢5000mm轧机牌坊外形尺寸为15200mm×4670mm×2300mm),但是其加工制造难度大,炼钢、铸造、热处理、冷加工对设备的能力要求非常高,而且整体式牌坊还受到运输条件的限制;在一些大型中厚板轧机(如沙钢5000mm轧机,首秦4300mm轧机,五矿营钢5000mm轧机)中,为了降低制造和运输难度,采用分体组装式牌坊,将牌坊分别铸造成上横梁、下横梁、左右立柱等4个部分,装配时用止口(或键)和预应力螺栓组装起来,这种形式的牌坊制造难度小,加工容易,运输方便,但是设备体积庞大,结构尺寸大,现场装配安装要求高,总体吨位比整体式大30%~40%,如五矿营钢5000mm轧机牌坊外形尺寸为16290mm×6100ram×2360mm,牌坊组装重量达530多吨。
图3—4为机架装配图,图3-5为牌坊外形图,图3-5a为整体铸造式牌坊,图3-5b为分体组装式牌坊。
综合考虑轧机开口度、机架辊设置、弯辊缸设置等因素,牌坊窗口有腰部带凸台(见图3-5a)和通窗口(见图3-5b)两种形式。
一般的,中厚板轧机精轧机和粗轧机的牌坊结构设计应尽可能一致,这样不仅设计和制造方便,而且更有利于轧机备品备件和操作更换件的统一,便于生产管理。
然而,由于工艺要求的不同,可能使精轧机和粗轧机牌坊的结构和外形产生较大的变化。
例如,采用钢锭轧制时,要求粗轧机开口度大,这就导致粗轧机和精轧机牌坊的外形不同;又例如,板形控制技术(弯辊和窜辊装置)集中在精轧机上使用,这就导致粗轧机和精轧机牌坊的结构有差异。
此外,由于弯辊和窜辊装置的采用,还会导致粗轧机和精轧机在机架辊、主传动接轴及轧辊平衡等方面的差异。
表3-1为国内近年来比较典型的大型中厚板轧机牌坊参数。
3.2.1.2机架的主要结构参数
机架的主要结构参数是窗口宽度、高度和立柱的断面尺寸。
轧机窗口见图3-6。
四辊轧机机架窗口的宽度应大于支撑辊直径,一般为支撑辊直径的1.15—1.30倍。
同时为了换辊方便,操作侧窗口比传动侧窗口宽5~10mm,一般为10mm。
轧机窗口的宽度可按下式计算:
B=Bzhi+2S(3-1)
式中Bzhi——支撑辊轴承座宽度;
S——窗口滑板的厚度,一般S=20~40mm。
机架窗口的高度主要根据轧辊的最大开口度、压下螺丝行程余量、窗口内的工作辊直径、支撑辊直径、垫板厚度、AGC行程等来确定。
一般的,轧机窗口的高度为:
H=H1+H2+H3+H4+Sl+S2(3-2)
式中H1——上下轧辊压靠时,上支撑辊轴承座顶面与下支撑辊轴承座底面最大距离(新辊状态);
H2——止推轴承和测压元件以及均压块的高度;
H3——下支撑辊轴承座下调整垫板厚度;
H4——液压.AGC缸高度和安全行程;
S1——轧机最大开口度(新辊状态);
S2——压下螺丝行程余量,通常取2~3扣的螺纹。
如果轧辊补偿全部由下置式AGC缸来完成,则牌坊窗口高度确定时不再考虑下支撑辊轴承座下调整垫板厚度。
机架的立柱断面尺寸对轧机的刚度影响很大,现代大型中厚板轧机为了提高轧机刚度,有逐渐加大轧机立柱断面的趋势。
尤其是近年来随着(TMCP)工艺技术的应用,对轧机轧制能力要求更高,因此要求加大牌坊立柱的断面以增强轧机的刚度,目前的轧机立柱断面达到了11000cm2以上。
但是轧机加大立柱断面将导致设备重量的增加,并增加设备制造(冶炼钢水准备、铸造工艺控制、设备吊装、设备加工等)和运输的难度。
图3-7是西马克公司给出的某5000mm轧机各零部件在给定轧制压力下的变形量。
按照图3-7中的数据,可得到轧机各零部件变形所占比例饼图,见图3-8。
可以看出,在轧机整体的变形中,支撑辊弯曲变形所占的比重最大,超过了40%,支撑辊的压扁占7.3%,工作辊压扁占3.1%,而轧机牌坊则占18.8%,液压.AGC占13.5%,轧辊轴承座占9.4%,垫块占6.3%。
可见,提高轧机刚性的主要措施就是增大支撑辊直径,以增大支撑辊的抗弯能力,降低支撑辊的弯曲变形,目前5500mm轧机的支撑辊直径已经达到了西2400mm;另一个措施就是增大轧机牌坊立柱和横梁的尺寸,不过考虑到轧机牌坊设备制造限制和成本等原因,牌坊尺寸的增加是有限的;同时由于液压AGC的使用,轧机刚性受AGC缸的行程影响较大,因而减小AGC缸的行程也是提高轧机刚性的有效措施。
按照传统理论,轧机立柱断面尺寸一般是根据强度条件确定的。
由于作用在轧辊辊颈和牌坊立柱上的力相同,而轧辊辊颈强度近似地与其直径的平方成正比,故机架立柱断面与轧辊辊颈的直径平方有关。
在设计时,一般可根据经验数据确定牌坊立柱断面,再进行机架强度验算。
现代大型轧机的牌坊尺寸和重量已经非常庞大,其结构强度已完全足够。
根据传统理论来确定牌坊立柱断面,必将导致牌坊尺寸不必要的加大,带来制造加工上的困难,增大设备成本。
而且由于板形控制技术的应用,轧机的设计从单纯增大轧制力能参数转化到综合平衡轧机力能参数和板形控制要求,通过弯辊、窜辊等手段补偿轧机辊系变形,增加轧机的横向刚度。
因此牌坊设计不应一味地追求扩大结构尺寸,而应通过类比和有限元计算分析不断优化,降低牌坊的局部峰值应力,以尽可能小的断面尺寸获得最佳的牌坊刚性。
3.2.1.3牌坊材质
国内常用的牌坊材质为ZG230—450(碳含量0.23%~0.30%,σs≥230MPa,σb≥450MPa,δ5>22%)或ZG270.500(碳含量0.33%一0.40%,σs>270MPa,σb≥500MPa,δ5≥18%)。
对于大型轧机多采用ZG230—450,国外某公司采用GS-20Mn5V。
为了提高牌坊的强度,获得良好的焊接性能,利于牌坊缺陷处理,要严格控制浇铸钢水的纯净度(控制硫、磷及气体含量),钢水的碳含量应按下限控制,并增加少量的锰,钒等元素。
3.2.1.4牌坊的有限元计算分析
在现代轧机设计中,牌坊除了采用常规方法计算外,还要进行有限元计算分析,以得到更为准确和完整的应力及应变数据。
图3-9口是某轧机牌坊有限元单元网格划分的模型,为简化计算,依据对称原则仅取轧机牌坊的一半进行分析,见图3-9b。
模型共44836个节点,40911个单元,计算中杨氏模量E=2.06×10MPa,泊松比υ=0.28.密度ρ=7780kg/m。
。
轧制力为86000kN,弯辊力为8000kN;计算时轧制力取86000/4=21500kN,弯辊力取8000/4=2000kN,重力加速度9.8m/s2。
图3-10和图3-11分别为该轧机牌坊有限元分析的应变和应力云图。
根据计算结果,可得到在最大轧制力和最大弯辊力状态下轧机牌坊各个方向的应变和应力情况。
在86000kN轧制力和8000kN弯辊力作用下,牌坊X向(即轧线方向)最大应变为0.329mm,Y向(机列方向)最大应变为0.105mm,Z向(垂直方向)牌坊上部最大应变为1.253mm,牌坊下部最大应变为0.599mm,即轧机在垂直方向拉伸1.852mm,牌坊刚度为46436kN/mm。
就轧机牌坊而言,整体的应力不是主要关注的对象,采用有限元计算主要是得到局部的峰值应力。
牌坊的最大应力出现在牌坊压下螺母孔圆角处,为123.1MPa,接近材料屈服极限的一半;立柱上圆角的峰值应力为63.7MPa,牌坊立柱下圆角的峰值应力为64.2MPa。
3.2.2轧机辊系
3.2.2.1辊系
A辊系的功能
轧机辊系是轧机的核心部件。
辊系安装在机架窗口内,受控于压下机构、液压AGC、轧辊平衡装置及阶梯垫标高调整装置。
上部辊系在窗口中做上下开口度调整运动,下部辊系保持轧线标高。
轧辊轴向锁紧卡板一方面做轴向定位限制,另一方面作为辊系上下移动的导向。
工作辊反向旋转将轧件咬人并进行轧制,轧制过程中轧辊之间产生很大的轧制力(接触应力)。
从某种意义上说,如果机架装配是轧机的骨架,那么,轧机辊系就是轧机的心脏。
B辊系的组成
轧机辊系由上支撑辊装配、上工作辊装配、下工作辊装配、下支撑辊装配组成,见图3-12。
一般由上、下工作辊通过联轴器与主传动电机相连,传递轧制力矩。
3.2.2.2轧辊装配
A工作辊装配
图3-13为常见的不带窜辊的工作辊装配。
图3-14为带窜辊装置的工作辊装配,除了采用四列圆锥滚子轴承外还增加了专用的止推轴承来承受较大的轴向力。
工作辊装配还包括与之相连接的轧辊导板与擦辊器。
轧辊导板安装在工作辊轴承座上,与工作辊辊面保持约3mm的间隙。
其作用是:
(1)作为轧件的导向装置,使轧件顺利咬入和抛出,保护轧辊,防止轧件在轧制过程中发生撞辊和缠辊事故;
(2)挡住上部轧辊冷却水,防止冷却水直接落到轧件表面,造成钢板受热不均;(3)其上安装擦辊器用于清洁轧辊。
图3-15为上工作辊导板及擦辊器示意图。
擦辊器安装固定在轧辊导板上,用于清洁轧辊辊面,防止氧化铁皮粘连在工作辊辊面上对支撑辊产生损坏,上下工作辊均设置擦辊器。
擦辊器的清洁刀片材料一般为耐热耐磨树脂材料或特殊塑料等,采用弹簧或液压缸为动力,使刀片紧贴工作辊表面。
同时擦辊器还有防止冷却水直接落在轧件和下支撑辊上的作用。
B支撑辊装配
图3-16所示为采用对称型动压油膜轴承的支撑辊装配。
3.2.2.3轧辊
轧辊是实现轧制过程中金属变形的直接工具,对其质量有严格的要求,主要表现在5个方面:
强度、表面硬度、抗弯韧性、耐热性及耐用性。
轧辊强度是最基本的指标,在满足强度要求的同时,还必须有
 升级会员
升级会员 