猪肉加工方案.docx
《猪肉加工方案.docx》由会员分享,可在线阅读,更多相关《猪肉加工方案.docx(10页珍藏版)》请在冰豆网上搜索。
猪肉加工方案
.、
三、
四、
五、
***猪肉加工操作方法
人员配备、管理及岗位操作培训
生产所需设备
包装设备所需耗材以及单品材料核算
操作流程
******收费核算六、同行业对比
人员配备、管理及岗位操作培训
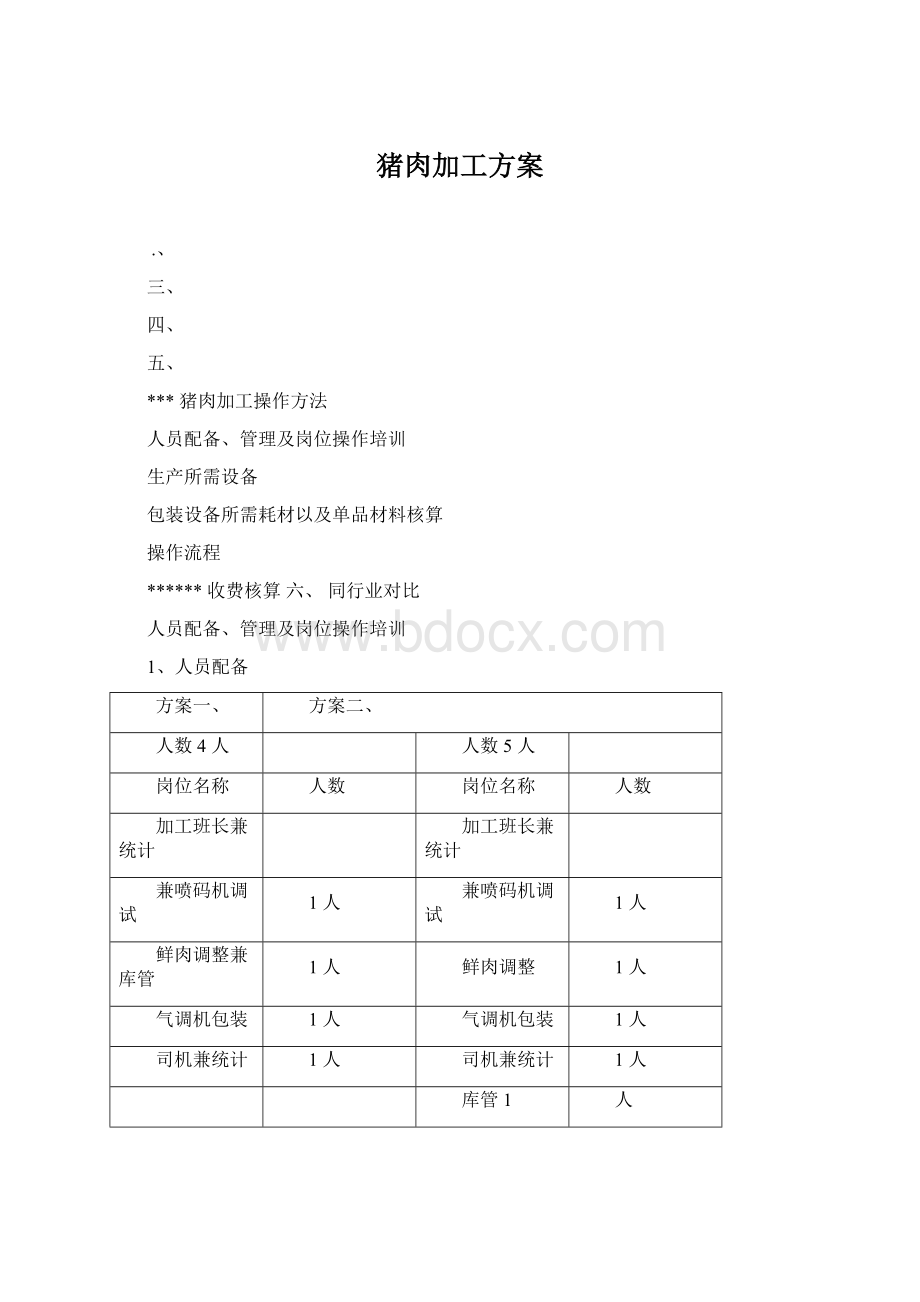
1、人员配备
方案一、
方案二、
人数4人
人数5人
岗位名称
人数
岗位名称
人数
加工班长兼统计
加工班长兼统计
兼喷码机调试
1人
兼喷码机调试
1人
鲜肉调整兼库管
1人
鲜肉调整
1人
气调机包装
1人
气调机包装
1人
司机兼统计
1人
司机兼统计
1人
库管1
人
岗位侧重比例
岗位名称
侧重比例
加工班长
本部门总体净利润比例
气调机包装
占比20%
司机
占比20%
鲜肉调整
占比
15%
喷码机调试
占比
15%
统计
占比
15%
库管
占比
15%
3、人员的绩效考核
为了营造本部门内人员工作岗位运行流畅、人员态度积
极向上等良好的工作环境,特将人员绩效考核内容设定如下:
(主要以月为单位进行考评,即每个月的26日考
评上一个月的工作内容)
员工绩效评价表
(一)
姓名:
部门:
岗位:
评价日期:
评价尺度
评价项目
对评价期间工作成绩的评价要点
优良中可差
A.严格遵守工作制度,有效利用工作时间;
14121086
勤奋态度
B.对工作持积极态度;
14121086
C.忠于职守,坚守岗位;
14121086
D.以团队精神工作,协助上级,配合同事。
14121086
A.正确理解工作内容,制定适当的工作计划;
14121086
业务工作
B.不需要上级详细的指示和指导;
14121086
C.及时与同事及合作者沟通,使工作顺利进行;
14121086
D.迅速、适当地处理工作中的失败及临时追加任务。
14121086
A.以主人公精神与同事同心协力努力工作;
14121086
管理监督
B.正确认识工作目的,正确处理业务;
14121086
C.积极努力改善工作方法;
14121086
D.不打乱工作秩序,不妨碍他人工作。
14121086
A.工作速度快,不误工期;
14121086
指导协调
B.业务处理得当,经常保持良好成绩;
14121086
C.工作方法合理,时间和经费的使用十分有效;
14121086
D.工作中没有半途而废,不了了之和造成后遗症的现象。
14121086
A.工作成果达到预期目的或计划要求;
14121086
工作效果
B.及时整理工作成果,为以后的工作创造条件;
14121086
C.工作总结和汇报准确真实;
14121086
D.工作熟练程度和技能提高能力。
14121086
每个月以100分制进行考核,以上考核内容为大家民主不记名评选,满分为50分,另外50分为班组长的工作考核评选分数。
4、各岗位工作细则
(1)岗位名称
加工班长
鲜肉调整
气调机包装
喷码机操作
统计
司机
库管
2)各岗工作细则
加工班长兼统计工作细则
24
1、负责外部事务联系,与中瑞屠宰场联系将要加工业务量,确定送货时间。
(通常为上午,可以保证排酸小时)
2、负责联系奥天农业订购活猪的头数及体重,并下订单。
确认订单内容准确性和活猪外观健康状态并签字。
然后与奥天农业工作人员到奥天农业财务处结帐。
3、与司机联系驾驶活猪运输车辆进行运输。
与司机一起确认头数以及猪栏安全性能,叮嘱司机证件齐全安全驾驶。
(副驾驶位置同样使用安全带)
4、与司机一起到礼贤动物防疫站开取检疫票。
5、到达中瑞屠宰场后提交检疫票并进行复印,取回复印件入厂。
6、到屠宰过磅口进行称重,登记头数及重量。
7、与相关中瑞工作人员进行联系确认货已送到,进行下一步屠宰工作。
联系车间主任将片猪摆放在出冷库的前列(以便第二天可以第一批进行分割)。
8、监督各岗位工作情况。
以各岗工作管理点细则为管理内容。
监督各岗人员配带防脱发帽、一次性口罩、一次性手套、防油防水套袖和围裙。
9、组织人员进行包装材料的准备和筛选,以及包装材料及时补充和设备防潮日常保养、车辆保养检测的处理工作。
鲜肉调整岗工作细则
生产频率为每分钟8盒-10盒
1、确认盒内是否有吸油纸、盒内外是否有异物、盒体是否变形。
2、鲜肉不能高于盒体上沿平面、摆放肉体应平整均匀、肉体大小与盒长度和宽度相应,达到肉体在盒内分部长度、宽度一致
3、肉体在吸油纸正中位置;一次性手套不能接触盒体上沿平面。
4、半成品量多时置于货架处待下一工序使用,严禁半成品叠压。
避免交叉污染。
5、产品更换种类后,与前种产品区分存放,并告知气调包装工序分界线在何处。
气调包装工作细则
生产频率为每分钟生产6盒-8盒(机器本身运行频率)
设备调试
1、首先将氮气、二氧化碳气体和氧气管道与气调机进行对接。
接管顺序严格按照从电源线向阀门方向依次为橙色管、黑色管、蓝色管、白色管进行。
先把胶管完全包住机体外露接头,然后扭紧螺丝帽。
2、使用气调机后备箱中的活扳手(先确定手上和扳手上没有油迹,如有油迹可能会引起氧气钢瓶燃烧,此项内容要特别注意),打开氧气钢瓶观察双表指针指向刻度,靠近钢瓶口的为主气表旁边的为流量表,以主气表指针来判断。
继续扳动扳手,如果主气表没有反应可以停止扳动。
此时用观、听、手触摸来判定是否有漏气的情况。
如有漏气情况及时关闭阀门,扭紧管与接头处的螺丝扎带,然后再打开继续操作。
(双表阀门是预先设定好的,严禁私自调整)
3、接下来按照上述方法依次打开二氧化碳和氮气钢瓶,并进行检查。
经确认无异常情况后,进行下一步接通电源。
4、将自备的接线板接在临近柱子上的电源箱三个孔的插座里,将气泵的电源接在电源箱的四个孔的插座上,观察接线板的红色指示灯是否灯起,如灯不亮要调整电源箱插座位置(电源箱插座有点接触不良)将气调机电源线插入接线板中。
5、打开气调机后气泵开关;面向控制面板,将右侧包装膜向下拉动穿过传送滚轮经过包装盒切刀下方再经过传动滚轮杆向上拉动缠绕在左侧横杆上,要从里向外缠绕,握紧,然后用U型钢签顺横杆缺口插入压紧包装膜。
打开气调机开关(位于刚才接管位置的右边)看设备面板,按下启动绿色按钮,机器进入自动检测阶段。
观察面板左侧下方的风扇是否转动,以保证良好的散热和通风。
此时气泵会自动充气打压,气体按百分比例为40:
30:
30(参数已设定,可按默认数据。
具体设定详见设备说明书)在两个模具槽内分别放入一个空包装盒进行测试。
按下下方绿色按钮,此时模具收进设备内部进行充气、下压、加热、切膜处理过程,运行完毕后模具自动推出。
观察外观是否平整,包装盒上沿平面加热结合是否紧密,单体包装膜边界与包装盒边界位置是否对应,否则参照说明书进行微调操作。
6、微调操作
上下位置偏移:
可以通过调整面板右侧包装膜横杆的固定螺丝弹簧帽来调整包装膜位于包装盒的上下位置,通常螺丝弹簧帽到横杆边缘为16个螺纹。
可以适当调整。
左右位置偏移:
在面板左侧有一个黄色的U型块,包装膜从U型块中间穿过,通过U型块的上下移动来调整包
装膜位于包装盒的左右位置,通常设备可以自动识别包装膜上的黑色条段。
(起始点)
工作一段时间后左右位置偏移:
可以通过调整开关下方的小螺帽进行调整。
一次向右扭动一毫米进行调整(因随着包装数量增加左侧转腊杆越来越大产生的误差)
包装膜与包装盒结合不紧密:
可以通过设备面板上的触摸显示屏调整加热温度,通常在165摄氏度至170摄氏度之间。
生产完毕后,反向操作以上步骤。
即收回模具、关闭设备开关、断电处理、关闭各钢瓶阀门、卸下气体管道、收拢气体管道和电源线。
设备与地面间铺塑料用以防潮处理。
(严禁手上和扳手上带油迹接触氧气钢瓶阀门,设备旁准备干粉灭火器)
生产操作及标准
1、准备卫生许可标签和产品类别标签,放于方便操作的位置(此前应揭去标签白色的填充部分,以便揭起标签,方便粘贴)。
2、一次操作取两盒鲜肉调整工序传下来的半成品放入模具中,保证包装盒与模具紧密结合,达到水平,并监督鲜肉调整工序的摆放位置和有无异物,确认后,按下开关,设备自动进行工作。
3、双手协同分别揭下两张卫生许可和产品种类标签,临时贴于适当位置,以便模具推出后可以马上贴于规定位置。
(通常分别贴于两手的食指第一指节和第二指节位置。
即一只手指上贴一张卫生许可和一张产品种类标签。
)
4、当模具自动推出后,双手协同将卫生许可标签贴在包装膜透明处的右上角,产品标签贴于卫生许可标签正下方,两标签横向与包装膜上字迹平行。
必须保证产品标签与盒内产品一致。
5、此时模具自动弹起包装盒,一只手取一个包装成品,确认包装膜与包装盒位置结合适中,切刀切割无毛剌,加热结合无折皱,包装膜气体充气饱满,双手拇指轻压无漏气后,放入大包装周转箱。
6、周转箱摆放一层摆放九个包装成品,一个周转箱摆放七层,即一箱共放63个包装成品。
7、不同种类产品分离存放,必须混放时只能一个周转箱存放两种产品,并有明显的分界标志板隔离(以便统计和入库出库操作)
喷码机操作工序细则
生产频率为每分钟6盒(墨水自然风干要10秒钟)
1、设备测试当设备处于三天以上没有使用的时间段时,存放前要进行喷头清洗,排出管道内的墨水后,将墨盒取出密封保存。
2、安装调试将米长的传送带与喷码机喷头以垂直的角度水平放置,将传送带调整为均速运行状态,将在电脑中输入好的文件与设备对接(要喷码的内容)。
设定设备红外线感应器在感应过后多少秒或毫秒进行喷码,以确定喷码位置的左右距离,调整喷码机喷头与传送的距离来确定喷码位置的上下距离。
调整完毕后就设备就可以自动进行工作。
注意:
产品在传送带上摆放时,不用特意的进行间距调整,但要避免产品间距过小,最低间距不能小于10公分。
墨水在喷完后10秒钟就可以风干完毕。
司机工作细则
1、严格遵守交通规则法规,证件齐全,行驶前检查车辆性能,并登记行程公里数,检查车辆保养期限和各项检标使用期限,发现问题及时上报。
2、如需进入五环内要事先查询是否限号。
3、活猪运输时,事先检查围栏是否牢固,有无开焊、松动,防止运输过程中丢失猪只。
4、清点货物上下车数量并做登记,与上一工序核对,防止丢失货物责任不清。
统计员工作细则
1、生产前统计屠宰活猪数量及体重。
2、生产中统计分割后各种类产品包装成品盒数。
3、生产后统计相应头数及体重猪只各种类产品的生产
数量。
并进行运输、加工、人工、包装费用成本核算。
库管员工作细则
1、对冷藏库进行定期(每周)清理、消毒、温度检测。
2、设定适当温度(通常温度设定为0-4摄氏度)。
3、与司机进行入库清点,按产品种类分别登记入库,登记生产日期,登记确定过期时限,按照生产日期分批存放。
4、库内存放不能堆积,货架间通风流畅
5、出库原则按照先入先出,出库时生成出库单、财务结算单上交用以财务结算。
6、入库产品从生产日期起第六天提
 升级会员
升级会员 