轮胎外观缺陷分析.docx
《轮胎外观缺陷分析.docx》由会员分享,可在线阅读,更多相关《轮胎外观缺陷分析.docx(21页珍藏版)》请在冰豆网上搜索。
轮胎外观缺陷分析
轮胎外观缺陷分析
ApparentDefectAnalysisofTire
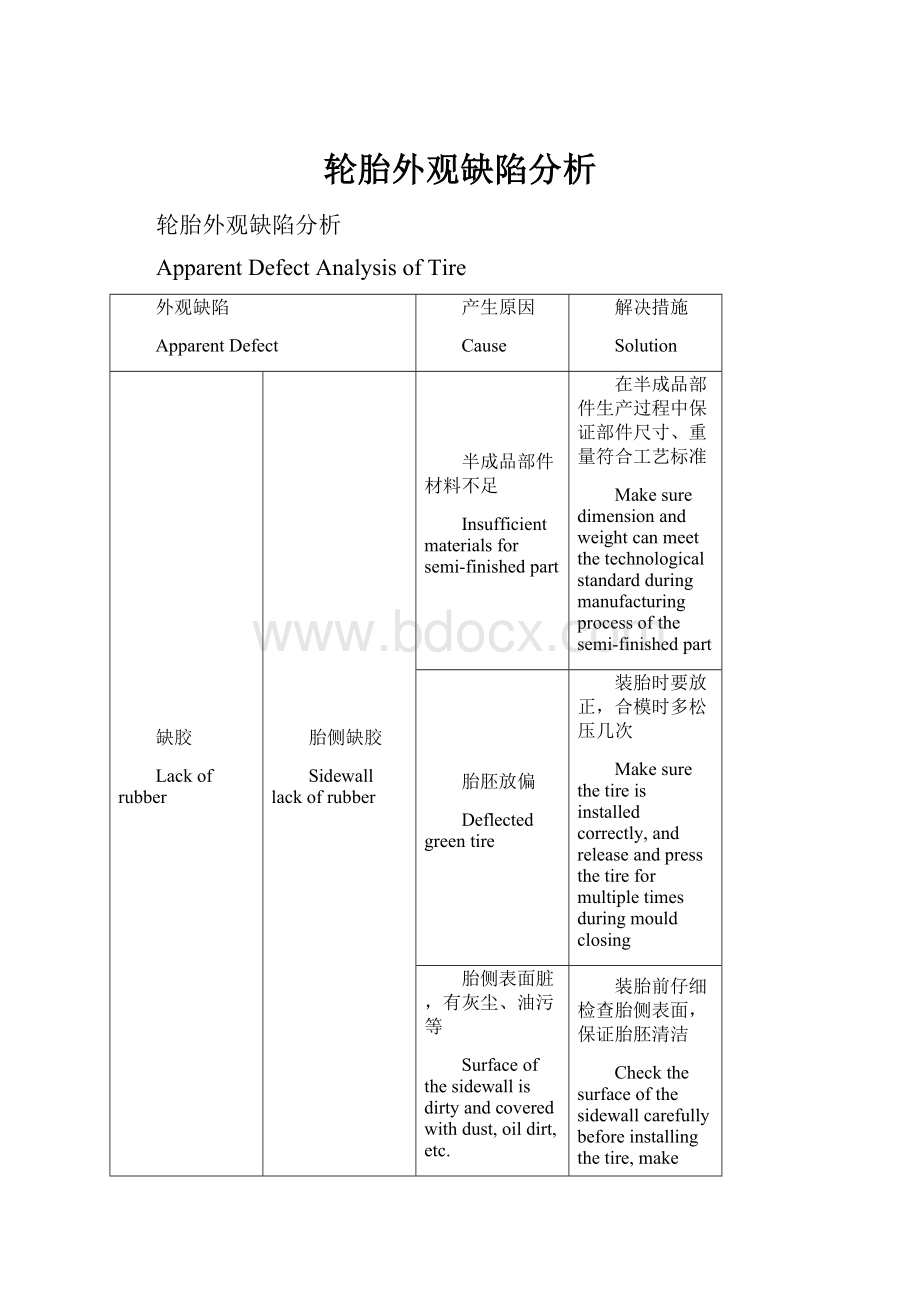
外观缺陷
ApparentDefect
产生原因
Cause
解决措施
Solution
缺胶
Lackofrubber
胎侧缺胶
Sidewalllackofrubber
半成品部件材料不足
Insufficientmaterialsforsemi-finishedpart
在半成品部件生产过程中保证部件尺寸、重量符合工艺标准
Makesuredimensionandweightcanmeetthetechnologicalstandardduringmanufacturingprocessofthesemi-finishedpart
胎胚放偏
Deflectedgreentire
装胎时要放正,合模时多松压几次
Makesurethetireisinstalledcorrectly,andreleaseandpressthetireformultipletimesduringmouldclosing
胎侧表面脏,有灰尘、油污等
Surfaceofthesidewallisdirtyandcoveredwithdust,oildirt,etc.
装胎前仔细检查胎侧表面,保证胎胚清洁
Checkthesurfaceofthesidewallcarefullybeforeinstallingthetire,makesurethegreentireisclean
部件停放时间过长,影响表面黏性和流动性
Parthasbeenplacedforalongtime,andthesurfacestickinessandfluidityareaffected
胎胚必须按先后顺序及时硫化
Thegreentiresshouldbecuredsequentiallyintime
胎侧有气泡
Sidewallhasbubbles
刺破后压实、压平
Piercethebubbles,thencompactandflattenthesidewall
模型内积水
Mouldisinternallyprovidedwithaccumulatedwater
装胎前模具吹干、吹净,保证模具清洁,气孔流畅
Dryandcleanthemouldbyblowingbeforeinstallingthetire,makesurethemouldisclean,andtheairholesaresmooth
模具跑气孔位置不当
Incorrectpositionsofmouldairholes
增加跑气孔
Increasethenumberofairholes
硫化压力、温度过低
Curingpressureandtemperaturearetoolow
提高硫化温度、压力,保证硫化温度、压力分布均匀,使之符合工艺规定
Improvethecuringtemperatureandpressure,makesurethevulcanizationtemperatureandpressureareevenlydistributed,soastomeetthetechnologicalregulations
胶囊夹盘泄漏
Bladderchuckisleaked
重新上夹盘
Reinstallthechuck
胎圈缺胶
Beadlackofrubber
胎圈部位排气孔堵塞
Exhaustholesinthebeadareblocked
保证模具清洁、气孔流畅
Makesurethemouldisclean,andtheexhaustholesaresmooth
气密层、耐磨胶厚度或宽度不够
Thicknessorwidthoftheinnerlinerandthewearrubberisinsufficient
保证气密层、耐磨胶厚度或宽度稳定、达标
Makesurethicknessorwidthoftheinnerlinerandthewearrubbercanmeetthestandard
帘布宽度过小,硫化时帘布拉伸,钢丝圈局部上抽,造成该部位胶料不足
Widthoftextilecordistoosmall,thecordfabricwillbetensionedduringcuring,beadwillbepulledupwardspartially,namely,therubbercompoundatthatportionwillbeinsufficient
保证帘布宽度稳定、达标
Makesurethewidthofthecordfabricisstableandcanmeetthestandard
钢丝圈反包不实
Beadisturnedupweakly
成型反包压实
Formashape,turnitup,andcompactit
钢丝圈直径过大,钢丝圈底部相应部位需要更多的胶料来填充
Diameterofthebeadistoolarge,andcorrespondingportionsatthebottomofthebeadneedtobefilledwithmorerubbercompounds
保证钢丝圈直径稳定、达标
Makesurethediameterofthebeadisstableandcanmeetthestandard
其余相应同胎侧缺胶
Othercorrespondingsidewallslackofrubber
其余相应同胎侧缺胶
Othercorrespondingsidewallslackofrubber
杂质
Impurities
胎胚表面粘有油污,硫化时脱落,轮胎表面有杂质印痕
Surfaceofthegreentirehasoildirtandwillbefallenoffduringcuring,surfaceofthetirehasimpuritymarks
强化员工责任心,严格落实互检查工作,出现油污必须用汽油等挥发剂处理控制后再生产
Strengthenthesenseofresponsibilityofthestaff,strictlyimplementthemutualinspectionoperation,andusepropellant,suchasgasoline,toprocessandcontroloildirtbeforeproduction
胶料或者胎胚在搬运过程中有落地现象,导致粘有杂物
Rubbercompoundorgreentireisfallentothegroundduringhandling,therefore,therubbercompoundorthegreentireiscoveredwithimpurities
加强生产过程现场管理,保证胎胚表面清洁
Strengthenthesitemanagementduringproduction,makesurethesurfaceofthegreentireisclean
胎胚架脏,有杂物
Greentirerackisdirtyandcoveredwithimpurities
加强胎胚架卫生清理,及时清除异物
Strengthenthesanitationandcleaningofthegreentirerack,andremoveforeignobjectsintime
胶料本身有杂物,硫化时露出
Rubbercompoundsareprovidedwithimpurities,andtheimpuritiesareexposedduringcuring
加强对原材料、胶料各类半成品生产时的控制,避免混入杂物,发现杂物及时剔除
Strengthenthecontrolforrawmaterials,rubbercompoundsandsemi-finishedproductsduringproductiontopreventimpuritiesfrommixing,andremovetheimpuritiesintime
装胎前模具内有异物未清除
Foreignobjectsinthemouldarenotremovedbeforeinstallationofthetire
加强硫化自检及清模,保证设备清洁
Strengthenself-inspectionofcuringandmouldcleaning,makesuretheequipmentisclean
圆角
RoundCorner
花纹圆角
PatternedRoundCorner
模具花纹气孔堵或设计不合理、排气不畅
Patternedairholesinthemouldareblockedorthedesignisunreasonable,andtheaircannotbeexhaustedsmoothly
加强模具清洗及气孔疏通,对设计不合理气孔进行改进或追加
Strengthenthecleaningofthemouldanduncloggingoftheairhole,improvetheairholeswithunreasonabledesign,orincreasethenumberofairholes
模具表面粗糙,胶料流动困难
Surfaceofthemouldisrough,therubbercompoundsaredifficulttomove
对模具表面粗糙进行整修,及时淘汰外观不好模具
Repairthemouldwithroughsurface,removeunattractivemouldintime
胎胚胎面粘有油迹或内喷涂液等杂物
Treadofthegreentireiscoveredwithoildirtorisinternallycoveredwithsprayliquid,etc.
保证胎胚表面清洁
Makesurethesurfaceofthegreentireisclean
胶料焦烧时间短、流动性差
Scorchtimeoftherubbercompoundisshort,andtheliquidityispoor
改善胎面胶料流动性能,延长胶料的焦烧时间
Improvetheliquidityofthetreadrubbercompound,prolongthescorchtimeoftherubbercompound
模具表面有油等污物
Surfaceofthemouldiscoveredwithdirt,suchasoil
保证模具清洁
Makesurethemouldisclean
子口圆角
ChaferRoundCorner
胶囊与夹盘涂隔离剂太多,子口部位胶料不能充分模腔
Bladderandchuckarecoveredwithtoomanyseparant,rubbercompoundsatthetirebeadarenotsufficientformouldcavity
隔离剂喷洒适度,不能过多
Sprayseparantproperly
夹盘螺纹未上紧有间隙
Thechuckthreadsarenottightenedandhaveclearance
旋紧夹盘螺纹
Rotatethechuckthreadtightly
子口直径过大,圈口部位胶料不足
Diameterofthetirebeadistoolarge,rubbercompoundsatthetireringareinsufficient
保证子口直径稳定、达标
Makesurethediameterofthetirebeadisstableandcanmeetthestandard
装胎时胎圈定位不正,胎圈部位空隙过大
Thebeadisincorrectlypositionedduringinstallationoftire,andthegapinthebeadistoolarge
装胎时要放正,合模时多松压几次
Makesurethetireisinstalledcorrectly,andreleaseandpressthetireformultipletimesduringmouldclosing
定型高度过高,胶囊与夹盘内压蒸汽泄露
Themoldingheightistoohigh,theinternally-compressedsteaminthebladderandchuckisleaked
确保定型高度合理
Makesurethemoldingheightisreasonable
胎侧或胎圈包布厚度偏小导致子口胶料不足
Theflipperthicknessofsidewallandbeadistoosmall,whichresultsinthefactthattherubbercompoundsattirebeadareinsufficient
保证胎侧或胎圈包布尺寸稳定、达标
Makesuretheflipperthicknessofsidewallorbeadisstableandcanmeetthestandard
气泡
Bubble
胎侧或胎体线表面有杂质或挥发分
Surfaceoftirebodylineorsidewalliscoveredwithimpuritiesorvolatilecomponents
保证半成品部件清洁
Makesurethesemi-finishedpartisclean
胶料各类半成品未压实,有气泡
Semi-finishedproductsmadefromrubbercompoundsarenotcompactedandhavebubbles
胎体线接头处易有泡,必须压实
Thejointoftirebodylinesispronetosufferingfrombubbles,therefore,itshouldbecompacted
胎侧、胎体帘布、胎圈包布、气密层胶等胶料黏性差,导致成型时各部件间存有气体过多
Rubbercompounds,suchassidewall,carcassply,beadchaferandinnerliner,arepoorinstickiness,whichresultsinthefactthatgasbetweenpartsistoomuchduringmolding
保证各工序胶料黏度稳定、达标
Makesurethestickinessofrubbercompoundsineachprocedureisstableandcanmeetthestandard
模具排气不佳
Mouldispoorinexhausting
改进模具结构
Improvethestructureofthemould
硫化温度、压力不达标
Curingtemperatureandpressurecannotmeetthestandard
确保硫化温度、压力稳定、达标
Makesurethecuringtemperatureandpressurearestableandcanmeetthestandard
变形
Deformation
主要出现在出模后抽真空效果差,胶囊拉直所致
Deformationismainlycausedbypoorvacuumingeffectaftermoldstrippingandstraighteningofbladder
对硫化机抽真空进行检查,出现性能下降立即整修
Checkvacuumingofcuringmachine,andrepairitassoonastheperformanceisreduced
由于喷涂不均造成硫化结束后,胎里局部与胶囊脱离困难造成
Tireinsidepartsandbladderaredifficulttobeseparatedduetounevensprayingaftercuring
提高喷涂质量,使表面喷涂均匀
Improvethesprayingquality,andspraythesurfaceevenly
开模时硫化胶囊的影响
Effectoncuringbladderduringmouldopening
确保开模时内压为零
Makesuretheinternalpressureiszeroduringmouldopening
硫化胶囊老化,胎圈区周向膨胀不均一
Thecuringbladderisaged,expansionatthebeadareaisuneven
装胎前检查胶囊质量,确保有问题的及时更换
Checkthequalityofthebladderbeforeinstallingthetire,andreplacethedefectivebladderintime
硫化定型压力不足,导致胶料不能合理流动
Thecuringmoldingpressureisinsufficient,whichresultsinthefactthattherubbercompoundcannotflowreasonably
确保硫化定型压力稳定、达标
Makesurethecuringmoldingpressurearestableandcanmeetthestandard
硫化装模时对胎胚子口部位的机械损伤
Thechaferatthegreentireismechanicallydamagedduringcuringmouldfilling
正确、适度地装模,严禁远距离扔、甩
Carryoutmouldfillingcorrectlyandappropriately,donotthroworswingthemouldremotely
开模高度过高
Mouldopeningheightistoohigh
根据不同规格设定不同开模高度
Setdifferentmouldopeningheightsaccordingtodifferentspecifications
轮胎轨道运输时挤压变形
Tireisdeformedbysqueezingduringtracktransportation
保证运输轨道畅通
Makesurethetransportationtrackisunblocked
胎圈露线
ExposedCordinBead
胎胚子口直径过小,硫化装模时夹盘挤压子口材料严重
Diameterofgreentirebeadistoosmall,andthematerialatthetirebeadisseriouslysqueezedbythechuckduringcuringmouldfilling
保证子口直径稳定、达标
Makesurethediameterofthetirebeadisstableandcanmeetthestandard
成型机头宽度偏小
Thebuildingdrumwidthisrelativelysmall
调整施工标准
Adjusttheconstructionstandard
装胎高度过低或硫化定型尺寸过大。
胎胚子口处夹盘非正常接触,外压作用下胶料非正常流动将钢丝暴露出来
Themouldfillingheightistooloworthecuringmoldingdimensionistoolarge.Thechuckatthegreentiretirebeadisabnormallycontacted,therubbercompoundsaredrivenbytheexternalpressureabnormallytoexposethesteelwire
确保定型高度、尺寸适度
Makesurethemoldingheightanddimensionareappropriate
装胎时间过长,子口包胶在模具上停留时间过久,子口包胶发软流失,引起胎圈露线
Thetimeformouldfillingistoolong,thetirebeadrubbercoatinghasbeenreservedonthemouldfortoolong,andthetirebeadrubbercoatingissoftenedanddrained,whichresultsinthefactthatthecordinbeadisexposed
及时硫化,及时卸胎
Carryoutcuringintime,andremovethetireintime
 升级会员
升级会员 