三面铣组合机床液压系统原理图分析.docx
《三面铣组合机床液压系统原理图分析.docx》由会员分享,可在线阅读,更多相关《三面铣组合机床液压系统原理图分析.docx(13页珍藏版)》请在冰豆网上搜索。
三面铣组合机床液压系统原理图分析
三面铣组合机床液压系统原理图分析
xxxxxxxx
三面铣组合机床概述
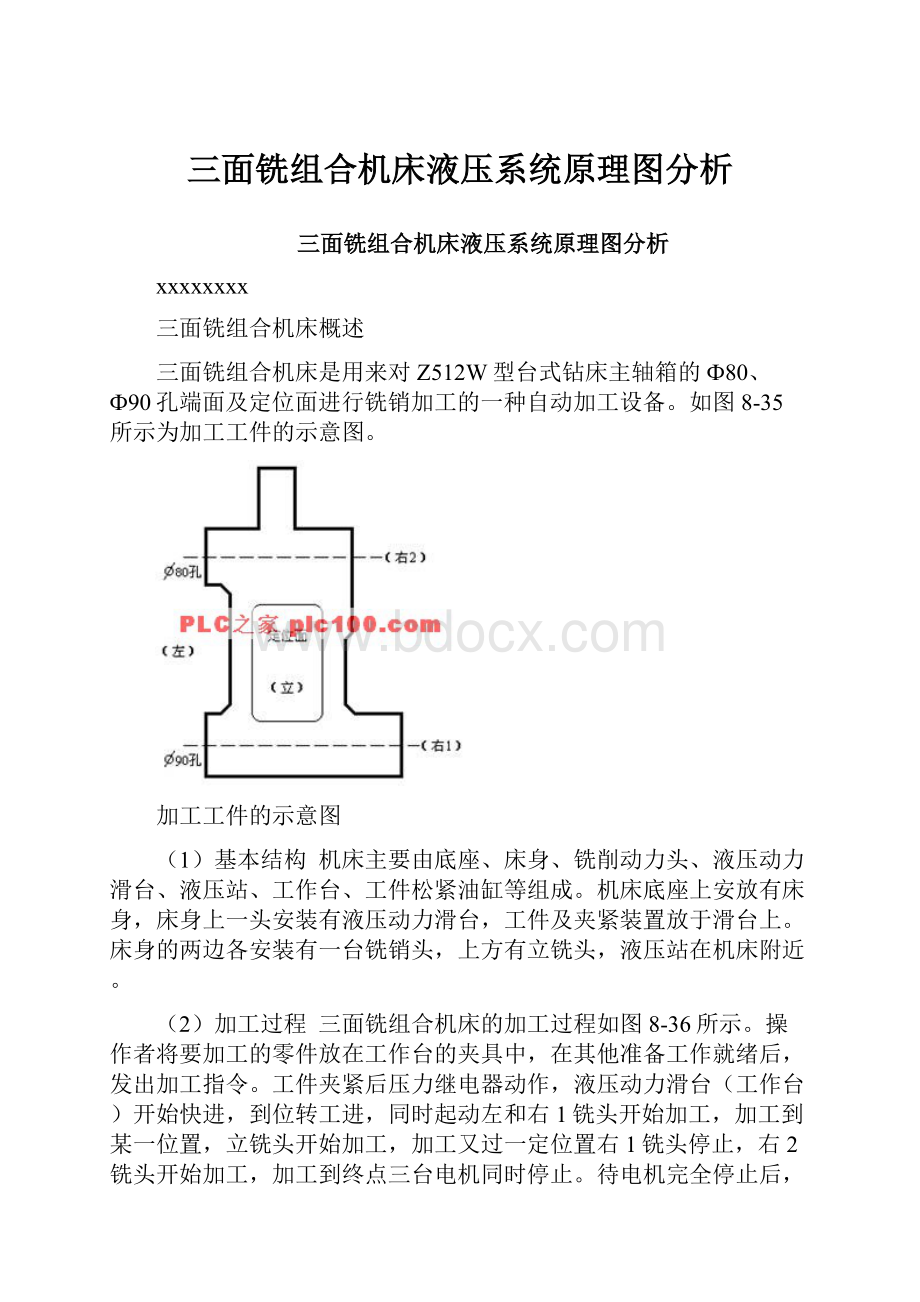
三面铣组合机床是用来对Z512W型台式钻床主轴箱的Ф80、Ф90孔端面及定位面进行铣销加工的一种自动加工设备。
如图8-35所示为加工工件的示意图。
加工工件的示意图
(1)基本结构 机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件松紧油缸等组成。
机床底座上安放有床身,床身上一头安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两边各安装有一台铣销头,上方有立铣头,液压站在机床附近。
(2)加工过程 三面铣组合机床的加工过程如图8-36所示。
操作者将要加工的零件放在工作台的夹具中,在其他准备工作就绪后,发出加工指令。
工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时起动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电机同时停止。
待电机完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。
操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述工作过程。
三面铣组合机床的加工过程
上述部分为摘录
液压系统原理图分析
此系统可分为两个回路:
一、夹紧回路(上图篮框所示);二、加工回路(上图红框所示)
DT
YV1
YV2
YV3
YV4
YV5
BP1
BP2
原 位
—
+
—
—
—
—
—
夹 紧
+
—
—
—
—
—
+
快 进
+
—
+
—
—
+
+
工 进
+
—
+
—
+
—
+
死挡铁停留
+
—
+
—
+
—
+
快 退
+
—
—
+
—
—
+
松 开
—
+
—
—
—
—
—
三面铣组合机床中液压动力滑台-原位
夹紧回路高压油:
油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV2工作,右位)→夹紧油缸右腔。
夹紧回路低压油:
夹紧油缸左腔→两位四通换向阀(YV2工作,右位)→油箱
加工回路高压油:
回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
三面铣组合机床中液压动力滑台-夹紧
夹紧回路高压油:
油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV1工作,左位,BP2工作)→夹紧油缸左腔。
夹紧回路低压油:
夹紧油缸右腔→两位四通换向阀(YV1工作,左位)→油箱
加工回路高压油:
回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
三面铣组合机床中液压动力滑台-快进
夹紧回路同上。
加工回路高压油:
油箱→单项变量液压泵(外控平衡阀打开,如果它不打开则不能泄油,会使油压升高,产生背压,直到其打开为止)→两位四通换向阀(YV3工作,左位)→调速阀→进给油缸左腔。
加工回路低压油(由于有直动型溢流阀(背压阀),这里有一定油压,故用蓝线):
进给油缸右腔→两位四通换向阀(YV3工作,左位),向上为:
单向阀→两位两通换向阀左位→BP1(工作);向下为:
外控平衡阀打开→直动型溢流阀(背压阀)→油箱。
三面铣组合机床中液压动力滑台-工进
夹紧回路同上。
加工回路高压油:
油箱→单项变量液压泵(外控平衡阀打开)→两位四通换向阀(YV3工作,左位)→调速阀→进给油缸左腔。
加工回路低压油(由于有直动型溢流阀(背压阀),这里有一定油压,故用蓝线):
进给油缸右腔→两位四通换向阀(YV3工作,左位),向上为:
单向阀→两位两通换向阀右位(YV5工作)→断;向下为:
外控平衡阀打开→直动型溢流阀(背压阀)→油箱。
三面铣组合机床中液压动力滑台死挡铁停留
夹紧回路同上。
加工回路高压油:
油箱→单项变量液压泵(外控平衡阀打开)→两位四通换向阀(YV3工作,左位)→调速阀→进给油缸左腔。
加工回路低压油(由于进给油缸不动,没有压力从进给油缸右腔传出,故油没有压力,故用浅蓝线):
进给油缸右腔→两位四通换向阀(YV3工作,左位),向上为:
单向阀→两位两通换向阀右位(YV5工作)→断;向下为:
外控平衡阀打开→直动型溢流阀(背压阀)。
三面铣组合机床中液压动力滑台快退
夹紧回路同上。
加工回路高压油:
油箱→单项变量液压泵(外控平衡阀打开)→两位四通换向阀(YV4工作,右位)→进给油缸右腔。
加工回路低压油(由于进给油缸直接接油箱,故油没有压力,故用浅蓝线):
进给油缸左腔→两位四通换向阀(YV4工作,右位)→油箱。
三面铣组合机床中液压动力滑台松开
夹紧回路高压油:
油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV2工作,右位)→夹紧油缸右腔。
夹紧回路低压油:
夹紧油缸左腔→两位四通换向阀(YV2工作,右位)→油箱
加工回路高压油:
回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
回路分析:
1、方向控制回路,由两位四通换向阀、三位五通换向阀实现。
2、保压回路,由液控单向阀完成。
注:
左上角的液控单向阀未起作用。
由于左上角的连线的交点没有点,故认为两条管路没有导通,从而是上面的油路分析图。
但若要实现快进,则从元件的选择和位置,液压系统图上要加点,快进工况时,油路分析图为下图:
三面铣组合机床中液压动力滑台-快进(修改)——差动连接,BP1未工作
夹紧油缸回路没有修改,如原图,故未画出。
三面铣组合机床中液压动力滑台-工进
三面铣组合机床中液压动力滑台-死档铁停留——压力升高BP1工作
三面铣组合机床中液压动力滑台快退
 升级会员
升级会员 