铲齿成形铣刀结构参数的确定.docx
《铲齿成形铣刀结构参数的确定.docx》由会员分享,可在线阅读,更多相关《铲齿成形铣刀结构参数的确定.docx(10页珍藏版)》请在冰豆网上搜索。
铲齿成形铣刀结构参数的确定
铲齿成形铣刀结构参数的确定
一、容屑槽底形式
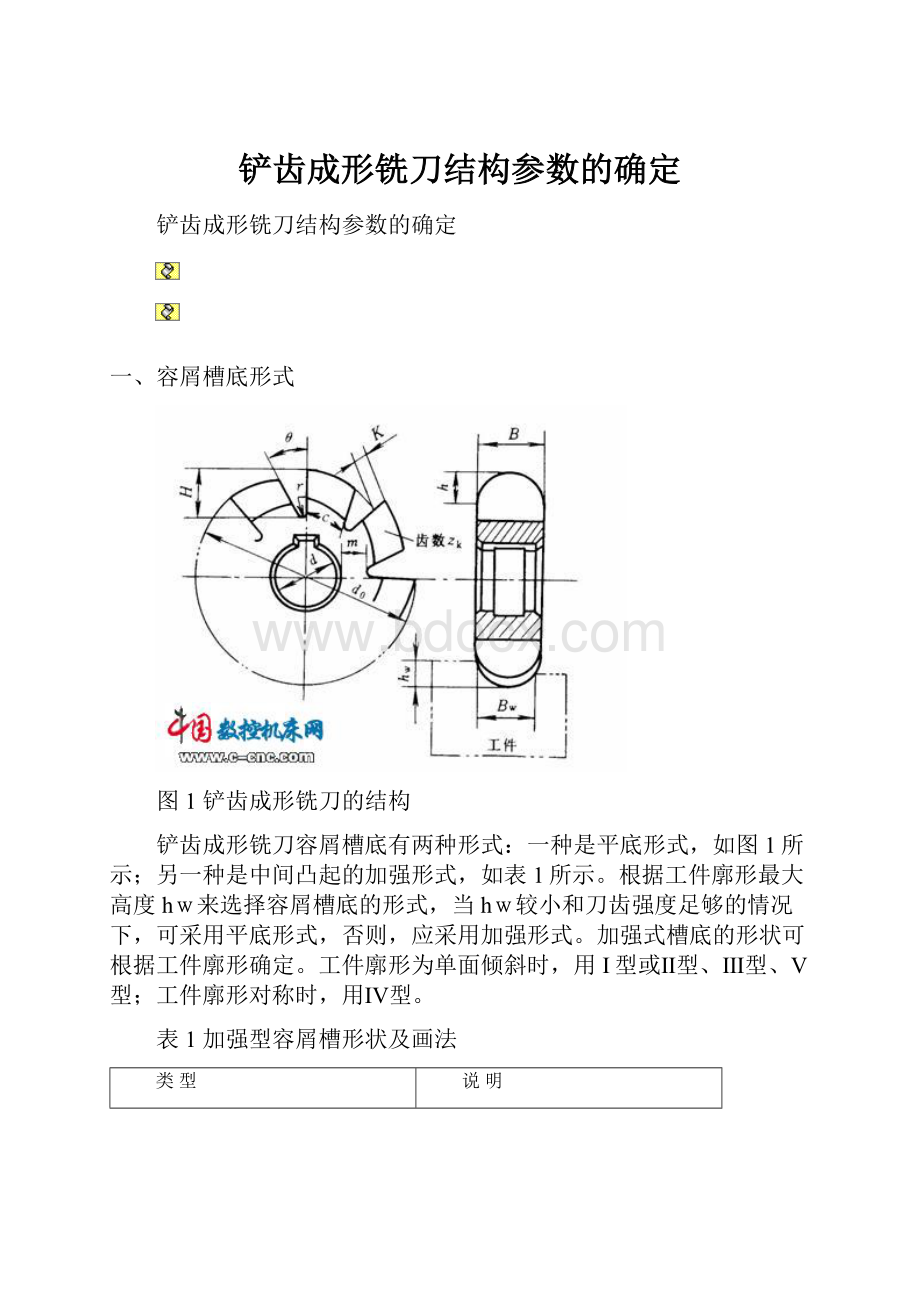
图1铲齿成形铣刀的结构
铲齿成形铣刀容屑槽底有两种形式:
一种是平底形式,如图1所示;另一种是中间凸起的加强形式,如表1所示。
根据工件廓形最大高度hw来选择容屑槽底的形式,当hw较小和刀齿强度足够的情况下,可采用平底形式,否则,应采用加强形式。
加强式槽底的形状可根据工件廓形确定。
工件廓形为单面倾斜时,用I型或Ⅱ型、Ⅲ型、Ⅴ型;工件廓形对称时,用Ⅳ型。
表1加强型容屑槽形状及画法
类型
说明
1.过曲线刀刃的两极限点作直线(点划线)
2.距刀刃为H1=K+r作刀刃等距曲线(点划线)
3.作与刀刃两极限点直连线(点划线)平行并与等距曲线相切(Ⅰ型)或相交(Ⅱ型)的直线,即为铣刀槽底
4.H≥h+K+r
5.β由作图得出
1.作与齿顶为h+r且平行铣刀轴线的直线
2.距刀刃为作刀刃H1=K+r等距曲线(点划线)
3.过等距曲线(点划线)与端面交点(Ⅲ型为铣刀齿形高度较大的那个端面的交点)作逼近但低于等距曲线(点划线)的倾斜线,与水平直线相交即得铣刀槽底
4.H≥h+K+r
5.β由作图得出
1.作与齿顶为H1=K+r+(1~4)mm,且平行于铣刀轴线的直线
2.其他作
二、齿形高度h和宽度B
如图1所示,成形铣刀齿形高度可取为
h=hw+(1~2)mm
式中 hw—工件的廓形高度。
铣刀宽度B一般比工件廓形最大宽度Bw大1~5mm,并应采用标准系列尺寸。
nextpage三、铣刀的孔径
用铣刀切削时,要求其刀杆直径足够大,以保证在铣削力作用下有足够的强度和刚度。
因此,铣刀孔径应按强度或刚度条件计算决定。
在一般情况下,可根据铣削宽度和切削条件选取。
表2是根据生产经验推荐的数值。
表2成形铣刀内孔直径
铣削宽度
铣刀孔径
一般切削
重切削
<6
13
13
>6~12
16
22
>12~25
22
27
>25~40
27
32
>40~60
32
40
>60~100
40
50
四、铣刀的外径
在保证铣刀孔径足够大和铣刀刀体强度足够的条件下,应选较小的铣刀外径,以减小扭矩和减少高速钢的消耗。
设计铣刀时,可首先用下式估算外径,待确定了铣刀的其他有关参数后,再校验铣刀刀体强度。
d0=(2~2.2)d+2.2h+(2~6)mm(3—5—1)
对于加强形式的容屑槽,铣刀外径可小些
d0=(1.6~2)d+2h+(2~6)mm(3—5—2)
表3给出了铣刀直径的推荐值,它是按式(3—5—1)与式(3—5—2)计算的,并圆整为5的整数倍。
表3成形铣刀外径
孔
径
d
铣刀齿形高度h
5
6
8
10
12
15
18
20
22
25
28
30
32
35
13
45
55
70
—
—
—
—
—
45
50
55
70
16
50
55
70
90
—
—
—
—
45
45
50
55
60
65
70
90
22
65
65
70
90
110
—
—
—
—
—
55
55
60
65
70
75
80
90
100
115
27
70
75
80
90
110
135
—
—
—
—
—
—
65
65
70
75
80
85
90
95
100
115
125
135
32
85
90
95
100
110
135
160
—
—
—
—
—
—
—
75
75
80
85
90
95
100
105
110
115
125
135
145
160
40
105
110
110
115
125
135
160
—
—
—
—
—
—
—
90
95
100
105
110
115
120
125
130
135
140
145
150
160
注:
表中上栏为平底形容屑槽的铣刀外径,下栏为加强式容屑槽的铣刀外径。
五、铣刀的齿数
在保证刀齿强度和足够的重磨次数的条件下,应尽力取齿数多些,以便增加铣削的平稳性。
齿数Zk与铣刀直径之间有如下关系。
Zk=лd/t(3—5—3)
式中t—铣刀的圆周齿距。
粗加工时,可取
t=(1.8~2.4)H (3—5—4)
精加工时,可取
t=(1.3一1.8)H(3—5—5)
式中H—容屑槽高度,由图4—19可看出
H=h+K+r
式中:
K—刀齿铲削量r—容屑槽底半径,一般为1~3mm
由于齿数Zk未确定时K与r都不能确定,因此可按下式初步估算H
H=h+0.06d0+(1~3)mm (3—5—6)
将式(3—5—6)代入式(3—5—5)或式(3—5—4),再代入式(3—5—3),可求出Zk,也可根据生产经验按铣刀外径的大小预选铣刀齿数,在设计计算出铣刀的其他结构参数后,再校验所选齿数是否合理。
表是根据生产经验推荐的铲齿成形铣刀的齿数。
此表适用于平底式容屑槽的不铲磨铣刀。
对于加强式容屑槽,齿数可适当增加,对铲磨铣刀,齿数可适当减少。
表4铲齿成形铁刀齿数
铣刀外径d。
(mm)
40
40~45
50~55
60~75
80~105
110~120
130~140
150~230
铣刀齿数Zk
18
16
14
12
11
10
9
8
为了测量方便,一般宜将齿数取为偶数。
但在铣刀齿数较少的情况下,若增加或减少一个刀齿,将对刀齿强度及可磨次数产生较大影响。
在这种情况下,可取齿数为奇数。
nextpage六、铣刀的后角及铲削量
铲齿成形铣刀通常给出进给方向的后角αf,一般可取αf=10°~15°,初步选定αf 以后,需验算铣刀切削刃上某些点的主剖面后角αox(图2)
图2成形铣刀的后角
tgaox=tgafxsinκrx≈tgafsinκrx(3—5—7)
由式(6-7)可知κrx愈小,aox愈小,应保证aox不小于20~30。
实际计算表明,当κrx若仍不能满足要求可采用将工件斜置的方法或斜向铲齿的方法增大后角。
确定后角αf后,相应的铲削量可按下式计算
K=πd0tgαf/Zk(mm) (3—5—8)
对于精度要求高的成形铣刀,其齿背除铲削外,尚需进行铲磨。
铲磨的铣刀其齿背必须做成双重铲齿的形式,即在铲齿时,齿背的AB段用铲削量为K的凸轮进行铲削(图3a),而将BC段用较大的铲削量K,进行铲削,这样可将BC段多铲去一些,以免砂轮将B点以前磨光后,在B点以后形成凸台。
图3齿背的双重铲磨
双重铲齿的铣刀齿背亦可做成图3b所示的形式。
常将前者称为I型,后者称为II型。
当采用I型铲齿形式时,K1可按下式计算
K1=(1.3~1.5)K(3—5—9)
计算出K与K1后,应按附录表2所列的铲床凸轮的升距(即铲削量)选取相近的数值。
当采用II型铲齿形式时,可按该表II型选取KZ。
七、容屑槽尺寸(见图1)
1、容屑槽底半径r r可按下式计算
r=π[d0-2(h+K)]/2AZk(3—5—10)
式中A—系数,一般铲磨齿背的成形铣刀,或齿廓高度h较大的成形铣刀,可取A=4不铲磨齿背的或h较小的,可取A=6。
计算出的r应圆整为0.5mm的整数倍。
2、容屑槽角θθ值应按加工容屑槽所用的角度铣刀的系列选取,一般取为220、250、300等。
当铣刀齿数少时选大值。
少数情况下,可取θ为450,如梳形螺纹铣刀即是。
3、容屑槽深度H选取的H应保证铲齿时铲刀或砂轮不致碰到容屑槽底。
对平底式容屑槽且不需铲磨的成形铣刀
H=h+K+r (3—5—11)
对于需铲磨的成形铣刀
I型齿背(见图4—21a):
H=h+r+(K+K1)/2(3—5—12)
II型齿背(见图4—21b):
H=h+K+K2+r(3—5—13)
对于加强式容屑槽,槽底的画法及容屑槽深度可按表3—76决定。
nextpage八、分屑槽
当铣刀宽度B<20mm时,切削刃上不需做分屑槽。
当B>20mm时,可按表3—80推荐的尺寸和数目在切削刃上做出分屑槽。
分屑槽亦需铲削。
由于相邻刀齿的分屑槽需交错排列,因此,应取铣刀齿数为偶数,铲削时,隔一齿铲削一次,而铲削量为2K,如表3—80所示。
表5成形铣刀分屑槽尺寸和数目
铣刀宽度
B(mm)
分屑槽距
p(mm)
至端面距
离p1
分屑槽数
铣刀宽度
B(mm)
分屑槽距
p(mm)
至端面距
离p1
分屑槽数
20
8
4
2
50
20
10
2
22
9
4
2
55
22
11
2
24
10
4
2
60
24
12
2
25
10
5
2
65
19
8
3
28
11
6
2
70
20
10
3
30
12
6
2
75
21
12
3
32
13
6
2
80
24
12
3
34
14
6
2
85
19
9
4
35
14
7
2
90
20
10
4
36
14
8
2
95
21
11
4
38
15
8
2
100
22
12
4
40
16
8
2
105
24
12
4
45
18
9
2
110
24
12
4
九、校验铣刀刀齿和刀体强度
初定成形铣刀的各参数后,需校验刀体、刀齿强度是否足够。
如果校验结果不符合要求,应重新假设和计算,直到满意为止。
1、校验刀齿强度对于平底式容屑槽铣刀,可按下式计算齿根宽度c。
(见图1)
c≈3π(d0-2H)/4Zk(3—5—14)
要求c/H≥0.8,当不满足时,应减少铣刀齿数。
对加强式槽底的成形铣刀,一般不需进行此项校验。
2、校验刀体强度为保证刀体强度,要求m≥(0.3~0.5)d(见图1)。
m可按下式计算
m=(d0-2H-d)/2
当不满足时,应增大铣刀外径。
刀齿齿根强度和刀体强度的校验亦可采用作图法进行,即按选定的铣刀结构参数直接画出铣刀的端面投影图,由图直接观察并测量铣刀齿根宽度c和刀体厚度m是否足够。
十、校验铲磨齿形时砂轮是否和下一个刀齿发生干涉
此项校验一般采用作图法。
可按下面步骤进行(见图4)。
图4成形铣刀铲磨干涉的校验
1、按所设计的成形铣刀参数d0、Zk、H、θ和r作出成形铣刀刀齿的端面投影图,可得A、I、J三点。
从第一齿的顶点A沿径向取齿廓高度h得G点,从第二齿的顶点J沿径向取铲削量K得B点,取齿廓高度h得E点,从A点作直线AO1,AO1与前刀面AO夹角为αf ,又作AB两点连线的中垂线与直线AO1交于O1点,以O1为圆心,O1A为半径作圆弧连A点和B点即得近似的齿顶铲背曲线;以O1G为半径画圆弧GD,即为近似的齿底铲背曲线。
2、选砂轮直径Ds≥(2h+25+5)mm,式中25为砂轮法兰盘直径,h为铣刀齿廓高度。
一般60≤Ds≤120。
3、在AJ上取一点a,使Aa≈AJ/2 ,连ao;交GD于F点,连接FO1并延长之,自F点在此延长线上截取F02=Ds/2, 得02 点,以02为圆心,Ds/2为半径作圆,即得砂轮的外圆周,并切GD于F点。
此时砂轮外圆周如在下一个刀齿E点的上方,则砂轮在铲磨时不会碰到下一个刀齿,如果在E点的下方,则铲磨时会碰到下一个刀齿,即发生干涉。
如发生干涉,需改变铣刀的一些参数,如减少齿数Zk与铲削量K或增大θ等,重新设计,直到不发生干涉为止。
 升级会员
升级会员 