检验基准书检验指导书.docx
《检验基准书检验指导书.docx》由会员分享,可在线阅读,更多相关《检验基准书检验指导书.docx(28页珍藏版)》请在冰豆网上搜索。
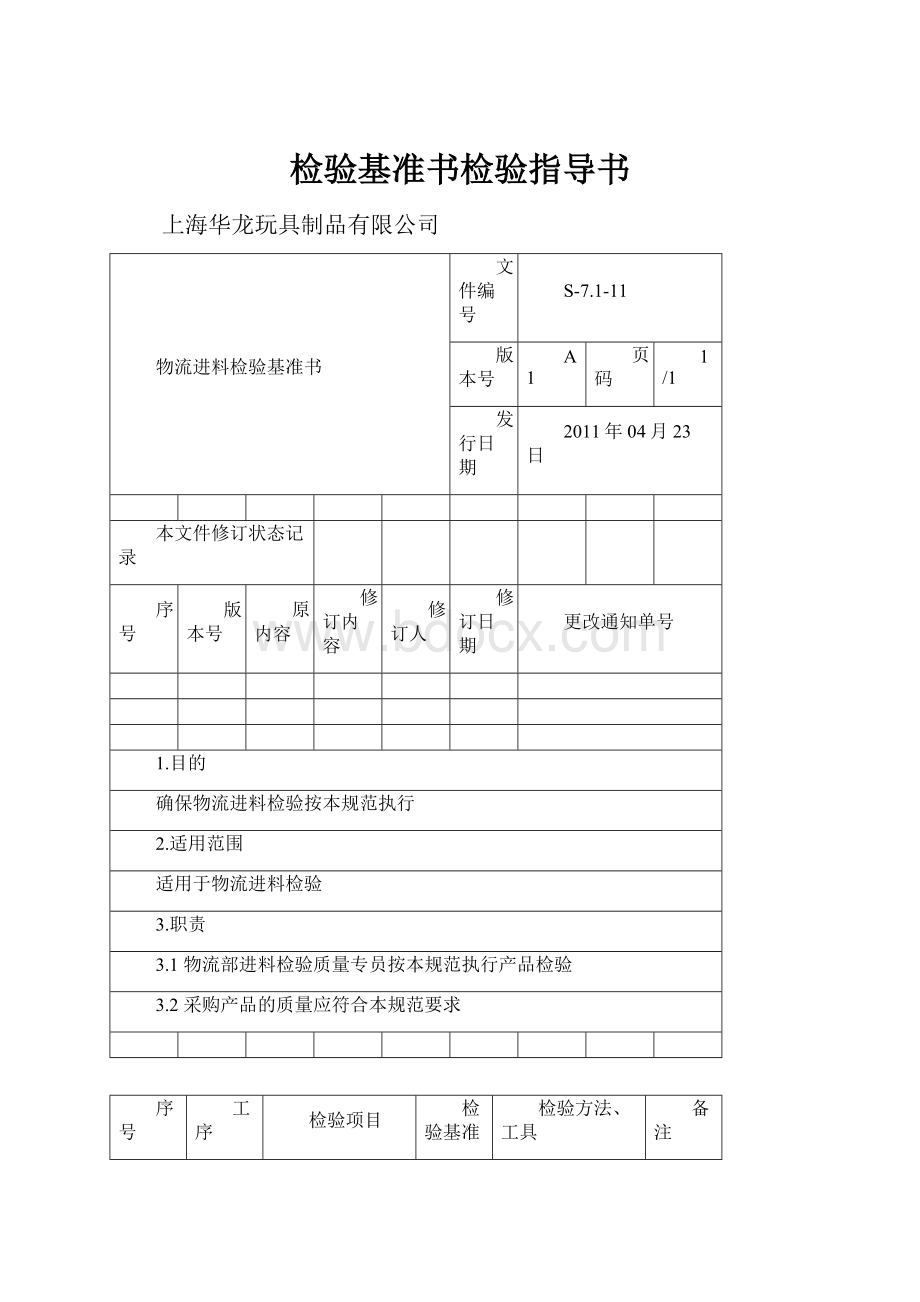
检验基准书检验指导书
上海华龙玩具制品有限公司
物流进料检验基准书
文件编号
S-7.1-11
版本号
A1
页码
1/1
发行日期
2011年04月23日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保物流进料检验按本规范执行
2.适用范围
适用于物流进料检验
3.职责
3.1物流部进料检验质量专员按本规范执行产品检验
3.2采购产品的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
确认包装
1.1外包装及标识
符合采购订单要求
核对采购订单
2
检查产品
2.1型号、规格
符合采购订单要求
核对采购订单,与标准样品比对
3
检查外形、外观
3.1外形
符合产品加工及订单要求,无明显变形或形状偏差等不良状况
核对订单,与标准样品比对
3.2外观
符合产品加工及订单要求,无明显杂物、污染等不良状况
核对订单、目测
4
确认特性
4.1重量
符合产品加工及订单要求
电子秤测量
4.2颜色
符合产品加工及订单要求,无明显色差
与标准样品或色卡比对
4.3尺寸
符合产品加工及订单要求
卡尺或卷尺
4.4印刷质量
符合产品图样和订单要求
与标准图样比对,核对订单
4.5其它固有特性
如支数、厚度、硬度、强度、牢度等应符合产品加工及订单要求
与标准样品比对,目测、手感、核对订单
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
搪胶制程检验基准书
文件编号
S-7.1-05
版本号
A1
页码
1/1
发行日期
2011年04月21日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保搪胶车间制程检验按本规范执行
2.适用范围
适用于搪胶车间制程检验
3.职责
3.1搪胶车间质量专员按本规范执行产品检验
3.2搪胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
搪胶
1.1外观
无生胶、不熟开裂、过火、白点、钳印、水印、变形、油污等不良现象
目测、与标准样品比对
1.2重量
符合标准样品及订单要求
电子秤测量
1.3颜色
符合标准样品及订单要求
与标准样品比对
2
削边
2.1外观
削边光滑,边角无残留、削破、漏气等不良现象
目测、手感
3
装BB叫心
3.1发声
BB叫心无漏装,使用规格正确,能正常发声
手动、听感测试
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
喷绘制程检验基准书
文件编号
S-7.1-06
版本号
A1
页码
1/1
发行日期
2011年04月21日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保喷绘车间制程检验按本规范执行
2.适用范围
适用于喷绘车间制程检验
3.职责
3.1喷绘车间质量专员按本规范执行产品检验
3.2喷绘车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
确认待喷件
1.1外观
表面清洁、干燥,无油污、杂物,无严重灰尘污染等不良迹象。
目测、手感
1.2外形
无明显变形、破损等不良状况。
产品型号、规格符合订单加工要求。
目测、手感
2
喷漆
2.1外观
无飞油、积油、刮花、哑色、错位、漏底等不良状况,颜色符合样品及订单要求,无明显色差。
目测、与标准样品比对
2.2附着力
油漆附着牢固,无掉漆、脱漆现象。
胶带剥离测试
3
确认待描件
3.1外观
表面清洁、干燥,无油污、杂物,无严重灰尘污染等不良迹象。
目测、手感
3.2外形
无明显变形、破损等不良状况。
产品型号、规格符合订单加工要求。
目测、手感
4
描绘
4.1外观
无积油、刮花、漏底、错位、笔痕、哑色等不良状况,颜色符合样品及订单要求,无明显色差。
目测、与标准样品比对
4.2附着力
油漆附着牢固,无掉漆、脱漆现象。
胶带剥离测试
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
制绳制程检验基准书
文件编号
S-7.1-07
版本号
A1
页码
1/1
发行日期
2011年04月22日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保制绳车间制程检验按本规范执行
2.适用范围
适用于制绳车间制程检验
3.职责
3.1制绳车间质量专员按本规范执行产品检验
3.2制绳车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
制股
1.1颜色
符合产品及订单加工要求
与标准色卡比对
1.2支数
与标准样品比对
1.3重量
电子秤测量
2
制绳
1.1颜色
符合产品及订单加工要求
与标准色卡比对
1.2支数
与标准样品比对
1.3重量
电子秤测量
1.4直径
游标卡尺
1.5软硬度
手感、与标准样品比对
1.6外观
表面清洁干净,无漏纱、断纱等不良状况。
目测
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
制结粘接制程检验基准书
文件编号
S-7.1-08
版本号
A1
页码
1/2
发行日期
2011年04月22日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保制结粘接车间制程检验按本规范执行
2.适用范围
适用于制结粘接车间制程检验
3.职责
3.1制结粘接车间质量专员按本规范执行产品检验
3.2制结粘接车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
拼球
1.1外观
颜色、花色符合产品加工要求,无断、漏纱现象。
与标准样品比对、目测
1.2重量
符合产品及订单加工要求。
电子秤测量
1.3尺寸
游标卡尺
1.4软硬度
手感、与标准样品比对
2
钻球
2.1型号、规格
确认产品型号、规格是否与订单加工要求一致。
核对订单
2.2孔径
符合产品加工要求。
游标卡尺
2.3位置
符合产品加工要求。
与标准样品比对
2.4接合强度
接合边缘牢固,接合强度符合产品强度标准要求。
手感、与标准样品比对
2.5钻孔
钻孔边缘光滑,无粘连、粗糙等不良状况。
目测、手感
3
打结
3.1尺寸
符合产品及订单加工要求
卡尺、卷尺
3.2颜色
与标准样品比对
3.3重量
电子秤测量
3.4软硬度
手感、与标准样品比对
3.5外观
表面清洁干净,无严重灰尘污染、杂物附着等不良状况,无断、漏纱现象。
与标准样品比对、目测
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
制结粘接制程检验基准书
文件编号
S-7.1-08
版本号
A1
页码
2/2
发行日期
2011年04月22日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保制结粘接车间制程检验按本规范执行
2.适用范围
适用于制结粘接车间制程检验
3.职责
3.1制结粘接车间质量专员按本规范执行产品检验
3.2制结粘接车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
4
粘接
4.1尺寸
符合产品及订单加工要求
卷尺
4.2颜色
与标准样品比对
4.3重量
电子秤测量
4.4软硬度
手感、与标准样品比对
4.5粘接强度
粘接牢固,无松脱现象
手感、与标准样品比对
4.6外观
表面清洁干净,无严重灰尘污染、胶水、杂物附着等不良状况,无断、漏纱现象。
与标准样品比对、目测
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
乳胶制程检验基准书
文件编号
S-7.1-09
版本号
A1
页码
1/2
发行日期
2011年04月23日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保乳胶车间制程检验按本规范执行
2.适用范围
适用于乳胶车间制程检验
3.职责
3.1乳胶车间质量专员按本规范执行产品检验
3.2乳胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
模具
1.1外观
无错位、气孔、麻点等不良状况。
目测
2
硅胶
2.1外观
分模线过渡完整。
硅胶表面无缩水、气泡等不良状况。
目测
3
灌浆
3.1颜色
符合产品加工及订单要求
目测、与标准样品比对
3.2重量
电子秤测量
3.3洁净度
表面清洁、干净,无严重灰尘、杂物、油污等附着现象。
目测
3.4外形
符合产品加工及订单要求,无明显变形、破裂,气孔等不良状况。
目测、手感、与标准样品比对
3.5外观
表面无麻点、黑点等不良状况。
目测
4
打磨
4.1外观
无磨破、磨损、磨花、边角残留等不良状况,排气孔大小适中,符合产品加工要求。
目测、手感、与标准样品比对
5
清洗
5.1外观
表面清洗干净,无残留清洗液、粉末、杂物等不良状况。
目测、手感
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
乳胶制程检验基准书
文件编号
S-7.1-09
版本号
A1
页码
2/2
发行日期
2011年04月23日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保乳胶车间制程检验按本规范执行
2.适用范围
适用于乳胶车间制程检验
3.职责
3.1乳胶车间质量专员按本规范执行产品检验
3.2乳胶车间产品生产的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
6
修补
6.1外形
外形完好,无漏气、气孔、破裂等不良状况。
目测、手感
6.2外观
修补无明显色差,表面过渡平整光滑,边角无残留现象。
6.3重量
充棉重量符合产品及订单加工要求。
电子秤测量
6.4发声
发声管、BB叫心无漏装,规格使用正确,能正常发声。
目测、手感、听感测试
7
擦油
7.1外观
表面擦拭均匀,重量适中,无明显转移现象,体内油液无残留。
目测、手感
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
包装制程检验基准书
文件编号
S-7.1-10
版本号
A1
页码
1/1
发行日期
2011年04月23日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保包装车间成品检验按本规范执行
2.适用范围
适用于包装车间成品检验
3.职责
3.1包装车间质量专员按本规范执行产品检验
3.2包装车间产品包装的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
确认装箱件
1.1装箱件
符合产品加工及订单要求。
与标准样品比对。
2
订卡头
2.1卡头及位置
2.11卡头条码、货号、内容、
与标准样品比对,目测,参照客户图片等;
颜色等印刷无误,符合产品及
订单要求;
2.12装订卡头与产品对应、一
目测,手感。
致,符合订单要求,装订位置
准确无误,无漏订或装订不牢
等现象。
3
装PE袋
3.1PE袋贴条形码
3.11条形码数字及条形清晰,
目测
印刷无误;
3.12条形码无漏贴,错贴,位
置、方向正确;
3.2装PE袋
3.21PE袋清洁无污,无破损,
无杂物等不良现象。
4
贴外箱
4.1外箱贴条形码
4.11外箱条形码数字及条形清晰,印刷无误;
目测
4.12条形码张贴位置、方向正确,无漏贴、错贴现象。
5
装箱
5.1装箱
5.11符合订单装箱要求
目测,核对订单
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
包装成品检验基准书
文件编号
S-7.1-03
版本号
A1
页码
1/1
发行日期
2011年04月20日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保包装车间成品检验按本规范执行
2.适用范围
适用于包装车间成品检验
3.职责
3.1包装车间质量专员按本规范执行产品检验
3.2包装车间产品包装的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
确认装箱件
1.1装箱件
符合产品加工及订单要求。
与标准样品比对。
2
订卡头
2.1卡头及位置
2.11卡头条码、货号、内容、
与标准样品比对,目测,参照客户图片等;
颜色等印刷无误,符合产品及
订单要求;
2.12装订卡头与产品对应、一
目测,手感。
致,符合订单要求,装订位置
准确无误,无漏订或装订不牢
等现象。
3
装PE袋
3.1PE袋贴条形码
3.11条形码数字及条形清晰,
目测
印刷无误;
3.12条形码无漏贴,错贴,位
置、方向正确;
3.2装PE袋
3.21PE袋清洁无污,无破损,
无杂物等不良现象。
4
贴外箱
4.1外箱贴条形码
4.11外箱条形码数字及条形清晰,印刷无误;
目测
4.12条形码张贴位置、方向正确,无漏贴、错贴现象。
5
装箱
5.1装箱
5.11符合订单装箱要求
目测,核对订单
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
上海华龙玩具制品有限公司
包装出货检验基准书
文件编号
S-7.1-04
版本号
A1
页码
1/1
发行日期
2011年04月20日
本文件修订状态记录
序号
版本号
原内容
修订内容
修订人
修订日期
更改通知单号
1.目的
确保包装车间出货检验按本规范执行
2.适用范围
适用于包装车间出货检验
3.职责
3.1包装车间质量专员按本规范执行产品检验
3.2包装车间产品出货的质量应符合本规范要求
序号
工序
检验项目
检验基准
检验方法、工具
备注
1
确认装箱件
1.1装箱件
符合产品加工及订单要求
与标准样品比对
2
确认包装箱
2.1尺寸
2.2唛头(货号)
2.3条形码
2.4外箱质量
尺寸符合加工订单要求
核对加工订单
符合客户订单要求
核对客户订单
条形码数字及条形清晰,印刷无误
目测、核对订单
无明显变形、破损、受潮、污染等
目测、手感
不良迹象
3
核对出货单
3.1核对出货单
产品、产品数量及包装符合出货单
核对订单、出货单
及订单要求
批准/日期:
王静
审核/日期:
陈好
编制/日期:
孙亮东
 升级会员
升级会员 