PCB检查作业指导书.doc
《PCB检查作业指导书.doc》由会员分享,可在线阅读,更多相关《PCB检查作业指导书.doc(3页珍藏版)》请在冰豆网上搜索。
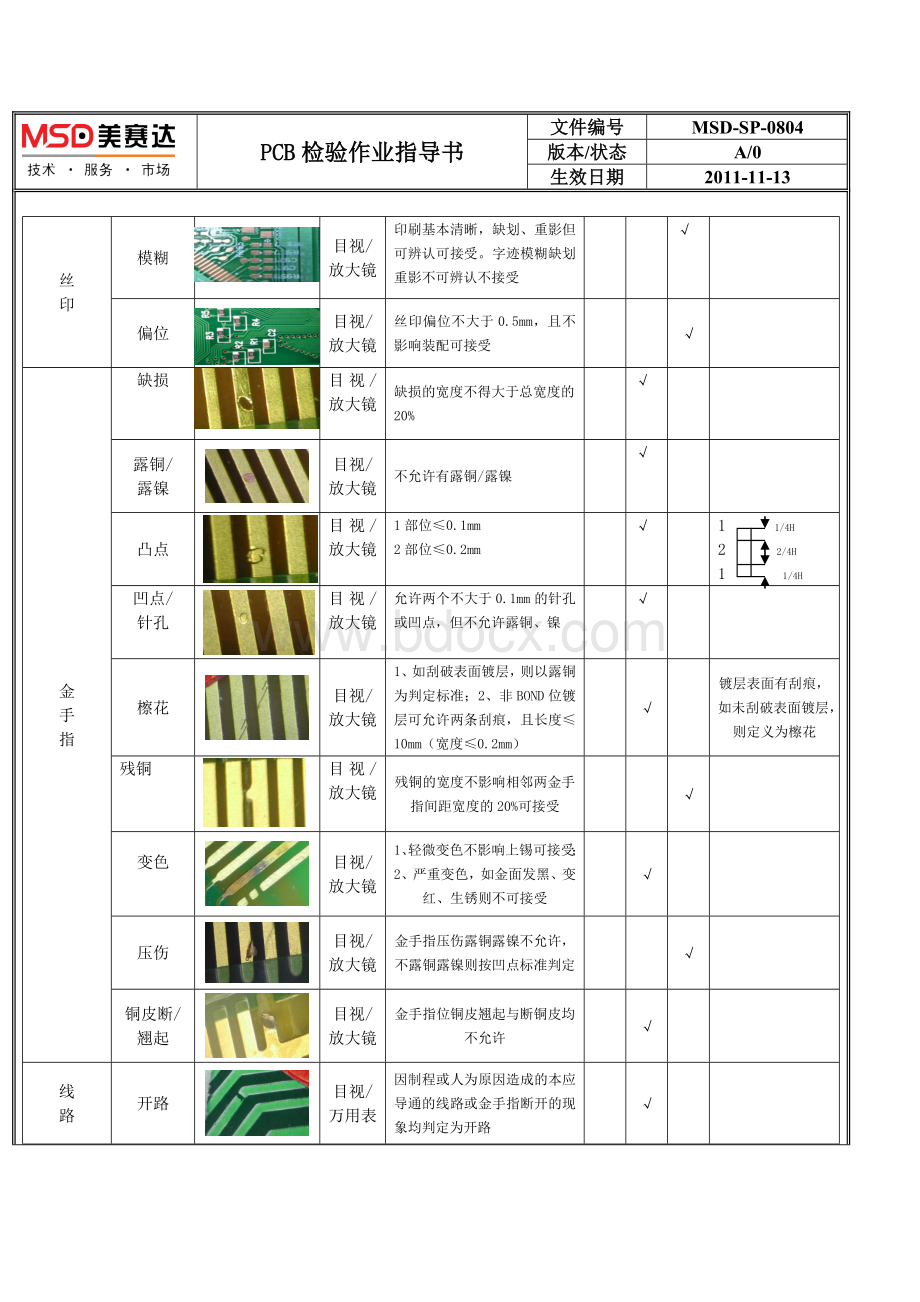
PCB检验作业指导书
文件编号
MSD-SP-0804
版本/状态
A/0
生效日期
2011-11-13
丝
印
模糊
目视/放大镜
印刷基本清晰,缺划、重影但可辨认可接受。
字迹模糊缺划重影不可辨认不接受
√
偏位
目视/放大镜
丝印偏位不大于0.5mm,且不影响装配可接受
√
金
手
指
缺损
目视/放大镜
缺损的宽度不得大于总宽度的20%
√
露铜/
露镍
目视/放大镜
不允许有露铜/露镍
√
凸点
目视/放大镜
1部位≤0.1mm
2部位≤0.2mm
√
11/4H
22/4H
11/4H
凹点/
针孔
目视/放大镜
允许两个不大于0.1mm的针孔或凹点,但不允许露铜、镍
√
檫花
目视/放大镜
1、如刮破表面镀层,则以露铜为判定标准;2、非BOND位镀层可允许两条刮痕,且长度≤10mm(宽度≤0.2mm)
√
镀层表面有刮痕,如未刮破表面镀层,则定义为檫花
残铜
目视/放大镜
残铜的宽度不影响相邻两金手指间距宽度的20%可接受
√
变色
目视/放大镜
1、轻微变色不影响上锡可接受;2、严重变色,如金面发黑、变红、生锈则不可接受
√
压伤
目视/放大镜
金手指压伤露铜露镍不允许,不露铜露镍则按凹点标准判定
√
铜皮断/翘起
目视/放大镜
金手指位铜皮翘起与断铜皮均不允许
√
线
路
开路
目视/万用表
因制程或人为原因造成的本应导通的线路或金手指断开的现象均判定为开路
√
短路
目视/万用表
因制程或人为原因造成的本应断开的线路或金手指连在一起的现象均判定为短路
√
缺口
目视/放大镜
线路缺口不得影响线路宽度的20%
√
蚀板未净
目视/放大镜
蚀板未净是指蚀刻时未将两线路/PAD之间的铜蚀刻干净的现象,蚀板未净的铜宽度不影响两线路间距的20%可接受
√
露铜
目视/放大镜
金手指外每面可接受2点不大于0.2m㎡的露铜
√
渗金/
渗油
目视/放大镜
在镀金或印碳的时候金粉或碳向外扩展的现象称为渗金/渗油。
渗金/渗油宽度不得大于相邻两线路间距的20%
√
孔/
铜面
氧化
目视/放大镜
1、轻微变色不影响上锡可接受;2、严重变色,如金面发黑、变红、生锈则不可接受
√
钻孔不良
目视/放大镜
1、非导通孔不影响装配可接受;2、导通孔:
A、允许90°的破坏;B、焊盘与导线的连接处90°的破坏,线宽的减少不超过20%
√
可焊性
不良
目视/放大镜
锡面饱满,导通孔上锡完全,没有不浸润现象,每个PAD缩锡不得超过PAD面积的10%,总缩锡面积不得超过整板面积的10%,不允许有不上锡现象
√
过回流焊测试可焊性,回流焊参数设置与正常生产时一致。
塞孔/孔内粗糙
目视
任何应为空心的空内有导体或非导体造成孔塞均不接受,零件孔内粗糙不超过10%,不露铜,不影响装配、焊接,则可接受,定位孔粗糙影响装配或定位则不接受。
√
基
材/
阻
焊
油
压痕
CR
MA
MI
压痕
目
视
/
放
大
镜
不
影
响
外
观
的
状
况
下
只
是
表
面
的
压
痕
可
以
、
基
盘
两
面
同
时
不
可
有
压
痕,不可有裂缝。
√
起泡
/
爆板
目视
1
、
PAD
、
G/F
、
孔
位
不
接
受
任
何
爆
板
/
起
泡
;
2
、
线
路
区
爆
板
/
起
泡
不
得
跨
线
路
,
不
得
影
响
线
间
距
的
20%
;
3
、
空
旷
区
每
面
可
允
许
2
点
面
积
不
得
大
于
1mm2
的爆板
/
起泡。
√
爆
板
/
起
泡
指
基
板
不
良
引
起
的
层
间
爆
裂
或
表
层起泡。
破损
目视
基
板
板
边
破
损
不
可
超
过
到
最
近
导
线
距
离
的
50%
或
小于
2.5mm.
√
绿油脱落
目视
每
面
可
允
许
2
点
掉
S/M
,
但
每
点
不
得
大
于
0
。
5mm
2
不
得
跨
线
路
,
且
两
点距离须大于
15mm.
√
S/M
附
着
力测试
3M600
胶
带
将
3M600
胶
纸
平
贴
在
S/M
表
面
并
压
紧
,
然
后
以
90
度
方
向
迅
速
撕
起
胶
纸
,
检
查
胶
纸
上
是
否
沾
有
S/M
,
如
有
则
表
明
S/M
脱
落。
√
颜色不良
目视
如
S/M
颜
色
与
样
板
有
轻
微
差
异
,
但
均
匀
可
接
收
。
如颜色不均则不允收。
√
异物
/
污糟
目视
板
面
异
物
为
导
体
,
如
喷
锡
板
面
有
锡
渣
,
印
碳
板
面
有
碳
粉
则
不
允
收
;
如
为
非
导
体
,
以
不
影
响
焊
接
为
准
,
但
Bond
位
及
热
压
斑
马
纸
位
G/F
不
允
许
任
何
油
污
或
杂
物
。
另
印
碳
板表面有白色药水残留
√
啤板不良
目视
因
啤
板
造
成
的
板
损
伤
,
如
不
影
响
装
配
,
不
伤
线
路可允收。
√
擦花
目
视
/
放
大
镜
1
、
如
刮
破
S/M
,
以
掉
S/M
判
;
2
、
S/M
表
面
擦
花
,
每
面
可
允
许
两
条
长
度小于
15mm
刮痕。
√
镀
层
表
面
有
刮
痕
,
如
未
刮
破
表
面
镀
层
,
则
定
义
为擦花。
崩孔
/
崩角
目视
任
何
因
啤
板
或
其
他
原
因
造
成
的
导
通
孔
崩
裂
皆
不
允
许
。
非
导
通
孔
或
板
角
崩
裂
如
不
影
响
装
配
可
允
收
。
如
孔
环
缺
口
以
不
超
过
孔
环
宽
度
的
20%
为
准
。
√
板弯
/
板翘
孔
规
/
塞
尺
/
大
理
石
平
台
1
、计算方法:
板
弯
%=H1/
边长
*100%
;板
翘
%=H2/
对角线
*100%
。
2
、接收标准:
双面板板
弯
%
(板翘
%
)≤
0.8%
,
单面板
/
多层板板弯
%
(板翘
%
)≤
1.0%.
如客
户有特别要求,以客户
要求为准。
√
板弯:
用手轻按板的四
角,使四角均接触平
台,用孔规
/
塞尺量其量
大弯曲量;板翘:
用手
轻按除板翘位置的另外
三个角,使其均接触平
台,用孔规
/
塞尺量取板
翘位置最大翘起度。
不良等级
备注
基
材
、
绿
油
缺陷名称
图例
检查工具
判定说明
检查项目
D
掉
S/M
(跨线路)
H1
平台
H2
PCB
导通孔崩裂不允许
L1
≤
L*20%
L
L1
目视/放大镜
不影响外观的情况下只是表面的压痕可以接收,不可两面同时有压痕,不可有裂痕
√
起泡/
爆板
目视
1、PAD、金手指及孔位不接收任何爆板/起泡;2、线路区爆板/起泡不得跨线路,不得影响线路间距的20%;3、非线路区每面可接受2点的起泡/爆板,但每点面积不得大于1m㎡
√
破损
目视
基板板边破损不可超过到最近导线距离的50%或小于2.5mm
√
异物/
脏污
目视
板面异物为导体,则不接收,如为非导体,则以不影响焊接为标准
√
板弯/
板翘
塞尺/大理石平台
1、板弯%=H1/边长*100%;
2、板翘%=H2/对角线长*100%
3、接受标准:
板弯(板翘)≤0.75%,如客户有特殊要求,则以客户要求为准。
√
板弯:
用手轻按板的四角,使四角均接触平台,用孔规/塞尺量其量大弯曲量即为H1;板翘:
用手轻按除板翘位置的另外三个角,使其均接触平台,用孔规/塞尺量取板翘位置最大翘起度即为H2。
编制:
晓军审核:
国荣批准:
钟荣
 升级会员
升级会员 