数控铣床中级操作工考试复习题汇总.docx
《数控铣床中级操作工考试复习题汇总.docx》由会员分享,可在线阅读,更多相关《数控铣床中级操作工考试复习题汇总.docx(16页珍藏版)》请在冰豆网上搜索。
数控铣床中级操作工考试复习题汇总
一数控铣床中级工考试复习题1
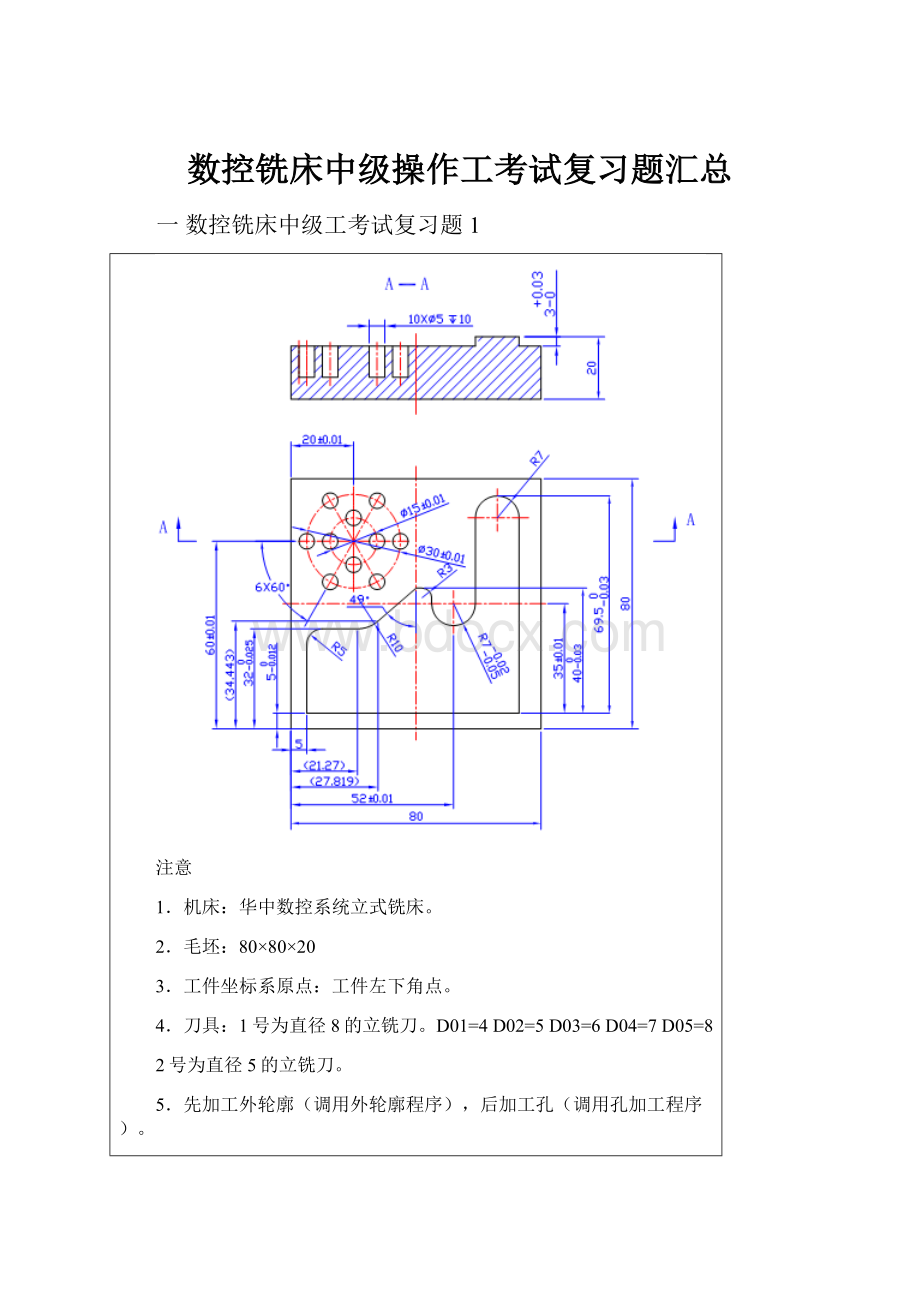
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀。
D01=4D02=5D03=6D04=7D05=8
2号为直径5的立铣刀。
5.先加工外轮廓(调用外轮廓程序),后加工孔(调用孔加工程序)。
加工外轮廓程序
加工孔程序
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z5;
1010.;
G01G43H013.;
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
G41D05
M98P0002;
G005Y80;
G013;
X55;
G917;
55;
7
X55;
7
55
7
X55
55
7
X30
30
5
X20
G00Z100;
M30;
%0002
G013
X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X42;
G91G02X33R3;
G012
G03X14Y0R7;
G90Y67.5;
G02X7367.5R7;
G01Y5;
X5;
G00G401010.;
Z5;
M99;
%0001
G90G00G40G54X0Y0M03S500F5001;
G43Z100H02;
Z5;
M98P0003;
G68X20Y60P90;
M98P0003;
G68X20Y60P180;
M98P0003;
G68X20Y60P270;
M98P0003;
G69;
M98P0004;
G68X20Y60P60;
M98P0004;
G68X20Y60P120;
M98P0004;
G68X20Y60P180;
M98P0004;
G68X20Y60P240;
M98P0004;
G68X20Y60P300;
M98P0004;
G69;
G00Z100;
G80X0Y0;
M30;
%0003
G99G81X27.5Y6010R0F50;
M99;
%0004
G99G81X35Y6010R0F50;
M99;
二数控铣床中级工考试复习题2
注意事项
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件上表面中心点。
4.刀具:
1号为直径10的立铣刀,长度70。
2号为直径3的立铣刀,长度60。
5.刀具补偿值
D01=32D02=23H0210程序中用G43D03=15D04=13.2D05=2.2D062.2
6.加工顺序
加工外轮廓(调用外轮廓程序),后加工内轮廓(调用内轮廓加工程序)。
外轮廓加工程序
内轮廓加工程序程序
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z20;
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
G41D05
M98P0002;
G41D06
M98P0002
G00X0Y0
G81X0Y010R3F40;
G80G00Z10;
5.774
G014
G03I5.774
G010.774
G03I0.774
G00Z10
X0Y0
G00Z100;
M30;
%0002
X0Y30
G014
G023.9929.734R30
13.23721.821R11.2
G0118.1185.379;
G0217.242Y7.7741R18.9;
G0110.218Y23.387;
G02X0Y30R11.2;
G00Z20
G40G00X40
X0Y0
M99;
%0001
G54G40G00G90X0Y0T01
G43H02Z100
M03S500F50
Z10
9.274
G0110
G03I9.274
G018.5
G03I8.5
G00Z10
X0Y0
Z100
M30
三数控铣床中级工考试复习题3
注意事项
1.机床:
华中数控系统立式铣床。
2.毛坯:
96×70×36
3.工件坐标系原点:
工件上表面中心点。
4.刀具:
1号为直径10的立铣刀,长度70。
5.刀具补偿值
D01=27D02=18D03=9D04=5D056.5
6.加工顺序
加工外轮廓,后加工两个长槽。
加工程序
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z20;
#515
G41D01;
M98P0002;
G41D02;
M98P0002;
G41D03;
M98P0002;
G41D04;
M98P0002;
X0Y0
#5110
G41D05
M98P0002;
G0018.5Y8
G0110
G91X30
9
30
9
X30
G90G00Z10
X0Y0
M98P0003
G682Y0P150
M98P0003
G69
G00Z100;
M30;
%0002
X1021.5;
G01Z[#51]
11.5;
G02258R13.5;
G01Y14.8.;
G0218.3Y21.5R6.7;
G0112.5185
G027.0005Y18.6002R6.7
G03X7.0005Y18.6002R8.5
G02X12.5185Y21.5R6.7
X18.3;
G02X25Y14.8R6.7;
8;
G02X11.521.5R13.5;
G01X0
G00Z20
G40G0010
M99;
%0003
G41X55Y7.3D04
G0110
X36
G037.3R7.3
G01X55
G00Z20
G40X0Y0
M99
四数控铣床中级工考试复习题4
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×23
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀,D01=4,长度60。
2号为直径3的立铣刀,长度60。
5.先加工外轮廓(调用外轮廓程序),后加工槽(调用槽加工程序)。
加工外轮廓程序
加工槽程序
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z5;
1010.;
G016.;
G41D01X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X41.98
G91G02X33R3;
G012
G03X16Y0R8;
G90Y67.5;
G02X76.98Y67.5R7.99;
G01Y5;
X5;
G00G4010.10.;
Z5;
G005Y80;
G016;
X80
X57
G917;
57;
7
X57;
7
57
7
X57
5
5
Y5
52
7
X30
30
5
X20
20
4
G90G00Z100;
5Y0
G013
X80
G91Y7
85
Y7
X85
Y7
85
Y7
X85
Y7
85
Y7
X85
Y7
85
Y6.52
X85
G90G00Z5
G91X105
G90G013
G41D01Y59.51
X69.01
G02J7.99
G91G0110
G4010
G90Z100
M30;
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z5;
X20Y20
G68X20Y20P39
M98P0002
G69
G00Z100
M30
%0002
G019
G917
G90Z5
G91X12
G909
G91Y7
G90Z5
G91X12
G909
G917
M99;
五数控铣床中级工考试复习题5
注意
1.机床:
华中数控系统立式铣床。
2.毛坯:
80×80×20
3.工件坐标系原点:
工件左下角点。
4.刀具:
1号为直径8的立铣刀,D01=4,长度60。
2号为直径6的立铣刀,长度50,H0210。
3号为直径2的立铣刀,D03=1,长度40,H0320。
5.先加工外轮廓(调用外轮廓程序),后加工孔(调用孔加工程序),最后加工槽(调用槽加工程序)。
加工外轮廓程序
加工孔程序
加工槽程序
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
Z5;
1010.;
G013.;
G41D01X5Y5;
Y27;
G02X10Y32R5;
G01X21.27.;
G03X27.819Y34.443R10;
G01X40Y45.;
X42
G91G02X33R3;
G012
G03X15Y0R7.5;
G90Y67.5;
G02X75R7.5;
G01Y5;
X5;
G00G4010.10.;
Z5;
G005Y80;
G013;
X80
X56
G917;
56;
7
X56;
7
56
7
X56
5
5
Y5
51
7
X28
28
5
X20
20
5
G90G00Z100;
M30;
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
G43Z5H02;
X67.5Y67.5
X70.3
G013
G91G035.6Y0R2.8
7
X5.8
Y7
G90X67.5
G00Z5
G81X32Y72R313
Y64
Y56
Y48
X24
X16
X8
Y56
Y64
Y72
X16Y64
X24
G00X0Y0Z100
M30;
%0001
G90G00G40G54X0Y0M03S1000F10001;
Z100;
G43Z5H03;
X67.5Y67.5
G41D03X72.3
G013
G90G03X61.7R5.8
G917.5
G03X2.52.5R2.5
G90X70.8
G91G03X2.5Y2.5R2.5
Y7.5
G90X67.5
G00Z5
G00X0Y0Z100
M30;
五数控铣床中级工考试复习题6
 升级会员
升级会员 