三塔五跨组合梁混合主梁自锚式悬索桥施工组织设计332页附图丰富WORD.docx
《三塔五跨组合梁混合主梁自锚式悬索桥施工组织设计332页附图丰富WORD.docx》由会员分享,可在线阅读,更多相关《三塔五跨组合梁混合主梁自锚式悬索桥施工组织设计332页附图丰富WORD.docx(180页珍藏版)》请在冰豆网上搜索。
三塔五跨组合梁混合主梁自锚式悬索桥施工组织设计332页附图丰富WORD
施工组织设计
第一节项目概况
1.项目简介
临汾市洰河大桥位于尧都区尧贤街北延路,属于临汾涝洰河生态建设工程的关键项目之一。
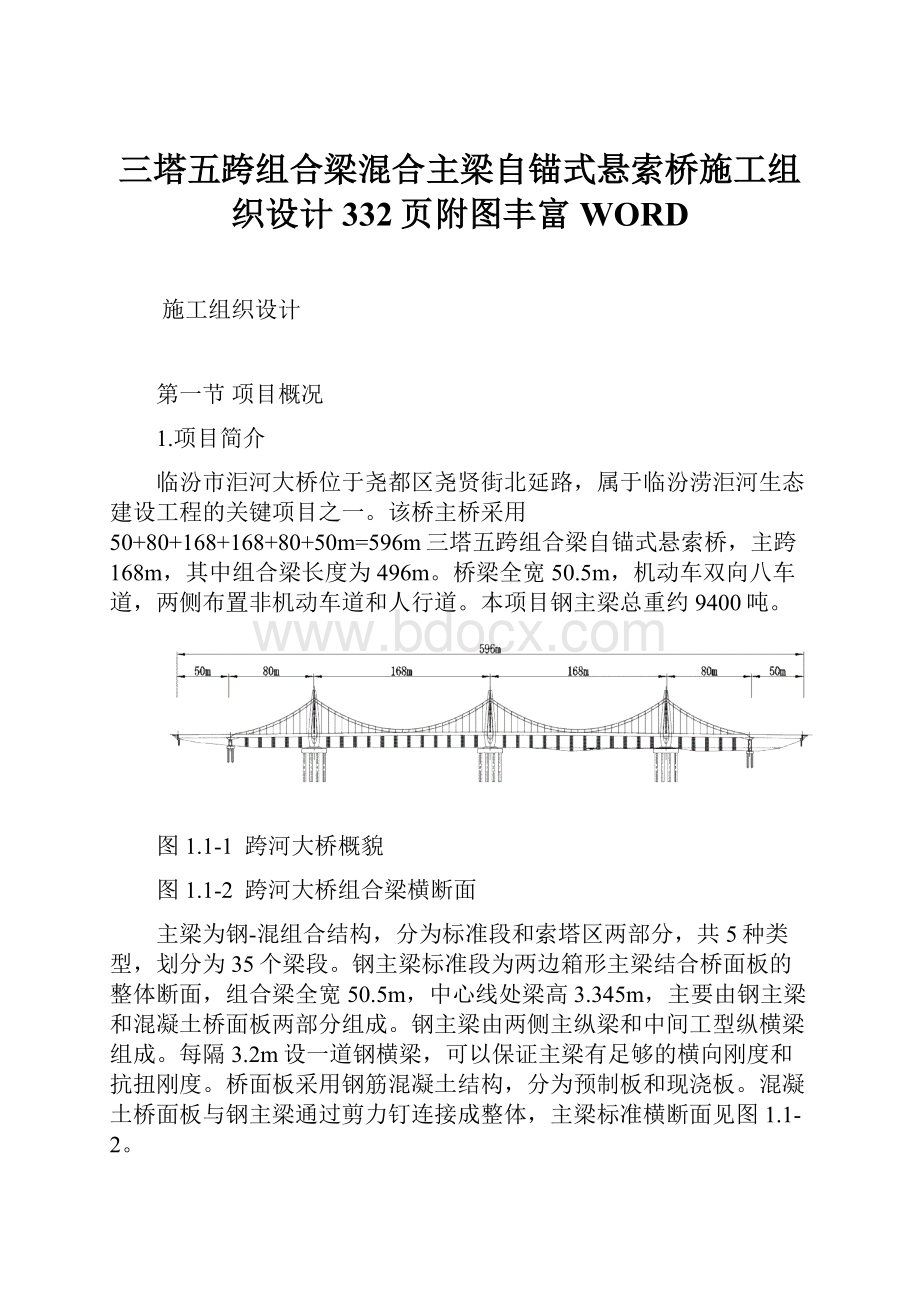
该桥主桥采用50+80+168+168+80+50m=596m三塔五跨组合梁自锚式悬索桥,主跨168m,其中组合梁长度为496m。
桥梁全宽50.5m,机动车双向八车道,两侧布置非机动车道和人行道。
本项目钢主梁总重约9400吨。
图1.1-1跨河大桥概貌
图1.1-2跨河大桥组合梁横断面
主梁为钢-混组合结构,分为标准段和索塔区两部分,共5种类型,划分为35个梁段。
钢主梁标准段为两边箱形主梁结合桥面板的整体断面,组合梁全宽50.5m,中心线处梁高3.345m,主要由钢主梁和混凝土桥面板两部分组成。
钢主梁由两侧主纵梁和中间工型纵横梁组成。
每隔3.2m设一道钢横梁,可以保证主梁有足够的横向刚度和抗扭刚度。
桥面板采用钢筋混凝土结构,分为预制板和现浇板。
混凝土桥面板与钢主梁通过剪力钉连接成整体,主梁标准横断面见图1.1-2。
图1.1-3主梁标准段示意图
2.钢主梁结构简介
钢主梁采用纵横梁体系,分为5种类型35个节段,标准节段长12.8m,每间隔3.2m设置1道横梁和挑梁。
钢主梁主要由主纵梁、横梁、挑梁、次纵梁等部分组成。
主纵梁节段之间、主纵梁与横梁、横梁与次纵梁均采用焊接连接。
主体材质为Q345qE钢材,主纵梁腹板钢板性能级别为Z25,最大节段重约225t。
图1.2-1钢主梁标准段结构示意(焊钉未示)
图1.2-2塔处钢主梁结构示意(焊钉未示)
图1.2-3钢混结合段钢主梁结构示意(焊钉未示)
2.1主纵梁
⑴标准主纵梁
标准主纵梁采用箱型截面,由顶板、底板、腹板、隔板、锚箱、接头板组成。
节段高2.72m,长12.8m,两腹板间距4.5m,最大重量约51.5t。
主纵梁底板水平设置,顶板设置单向2%横坡。
图1.2-4标准主纵梁结构简图
⑵塔处主纵梁
标准主纵梁采用箱型截面,由顶板、底板、腹板、隔板、锚箱、接头板组成。
节段高2.72m,长18.4m,两腹板间距7m,最大重量约119.9t。
主纵梁底板水平设置,顶板设置单向2%横坡。
图1.2-5塔处主纵梁结构简图
2.2横梁
2.2.1标准横梁
标准横梁采用“工字形”截面,由上盖板、下盖板、腹板组成,横梁全宽28.9mm,高3.065m,设置单向2%横坡,横梁与主纵梁采用焊接连接。
图1.2-6钢横梁结构示意图
2.2.2塔处横梁
主塔处横梁采用箱形截面,由底板、顶板、腹板及横隔板组合而成,横梁长28.9m,宽3m,高3.065m,设置单向2%横坡,横梁与主纵梁采用焊接连接。
图1.2-7钢横梁结构简图(主塔处)
2.2.3钢混结合段横梁
钢混结合段横梁采用箱形截面,由底板、顶板、腹板及横隔板组合而成,横梁长28.9m,宽5.6m,高3.065m,设置单向2%横坡,横梁与主纵梁采用焊接连接。
图1.2-8钢混结合段横梁结构简图
2.3次纵梁
为便于混凝土湿接缝的施工,减小桥面板尺寸,在每两道横梁之间设置5道次纵梁。
次纵梁采用“工字形”截面,次纵梁两端与横梁采用焊接连接。
图1.2-9次纵梁结构简图
2.4挑梁单元
挑梁单元与主纵梁采用焊接连接。
吊点挑梁单元由顶板、底板、腹板、加劲板组成。
图1.2-10挑梁结构简图
第二节施工部署及资源配置
1.公司简介
我公司作为专业钢梁钢结构制造的骨干企业,拥有钢结构专业承包一级资质,通过了美国、欧盟钢结构协会认证;在同行业中率先取得了质量、职业安全、环境、测量和CMA计量等管理体系认证。
在桥梁建设方面,先后获得国家科技进步奖一等奖、二等奖、国家优质工程金奖、建筑工程鲁班奖、詹天佑土木工程大奖、国际大奖等60余项国家级及国际奖项,20项发明专利、40余项实用新型专利及多项省部级工法。
我公司有卓越的业绩、深厚的造桥理念、雄厚的技术实力和高素质的员工队伍。
公司承制了100多座大型跨江、跨海钢桥梁,10多座组合结构桥梁。
众多大型桥梁项目的承制,使得我公司在钢桥梁制造加工方面达到了国内领先、国际先进水平。
公司拥有多个钢结构生产基地,年生产钢梁钢结构40万吨以上。
根据优势资源原则,拟选择距离临汾较近的钢结构制造基地完成本项目的制造任务。
2.施工部署
临汾洰河大桥钢梁制造具有工程量大、节段种类多等工程特点。
根据本桥地理位置、工程特点及招标文件的要求,为保证产品质量,确保工期要求,充分利用公司现有资源,组合梁拟定在中铁宝桥集团有限公司本部钢结构车间加工制作,并运往桥位施工现场,现场主要进行整体试拼装、接口连接及最后一道面漆涂装。
图2.2-1总体施工部署
具体工作部署见表2.2-1。
表2.2-1临汾洰河大桥钢梁制造工作部署
序号
项目
场地
主要工作内容
1
①主纵梁块体
②钢横梁
③次纵梁单元
④挑梁单元
⑤边纵梁单元
中铁宝桥本部
钢结构车间
各类节段或单元的制作
①下料
②加工
③(折弯)
④组装
⑤焊接、无损检测
⑥修整
2
除锈、涂装
中铁宝桥本部
钢结构车间
①除锈
②涂装
3
部件或杆件运输
宝鸡→桥位
1构件防护
2绑扎、定位
3运输至桥位
4
钢主梁吊装单元制作及预拼装
桥位拼装场地
①主纵梁组焊
②钢横梁组焊
③钢主梁预拼装
④补涂装
⑤场内转运
5
桥位施工
桥位现场
①节段连接施工
②补涂装及最后一道面漆涂装
4桥位附属件施工
3.现场规划及建设
3.1场地布置
根据施工部署,桥位需建设一个钢主梁拼装场地,结合洰河大桥桥位周边场地的实际情况,拟在大桥南岸西侧的区域设置拼装场地,规划场地使用面积27亩,其中成品存放区约9亩,用以保证在架设过程中拥有足够的备用梁段。
计划在拼装场地进行钢主梁主纵梁、横梁的整体组焊及预拼装,同时用于工厂来料的临时存放,以满足桥位架设的要求,拼装场地规划位置如图2.3-1。
图2.3-1拼装场地规划位置
3.2拼装场地工艺布局
本项目拼装场地建设总面积27亩,包括来料存放区、钢主梁拼装区、吊装单元存放区、备用场地、运输通道等。
①板单元临时存放区:
本区域设置在拼装场地的西侧,面积约6亩,用于存放主纵梁块体、横梁块体等构件。
为满足存放要求,本区域要求地基承载力≥10t/m2,地基基础夯实后,铺设碎石碾压整平。
构件存放时地面铺设型钢,将构件垫起,以免雨水浸。
②钢主梁拼装区:
钢主梁拼装区设置在拼装场地的中部,长94m,宽47m,面积约6.6亩,用于主纵梁、横梁的整体组焊,以及钢主梁的总体预拼装。
为满足拼装要求,在主纵梁下方设置混凝土条形基础,拼装胎架为型钢制作而成的框架结构,胎架长80m,宽40m。
预拼装采用“5+1模式”一次可预拼5个钢主梁节段。
配置80t门式起重机2台,门吊跨度为45m,单侧悬臂不小于6m,门吊轨道长128m。
各类零部件的吊运、组装均通过门式起重机完成。
③成品存放区:
本区域设置在拼装场地的东侧,面积约9亩。
用于存放主纵梁、横梁、次纵梁、边纵梁、挑梁等构件。
为满足存放要求,本区域要求地基承载力≥12t/m2,地基基础夯实后,铺设碎石碾压整平后局部硬化。
构件存放时地面铺设型钢(间距5m),将构件垫起,以免雨水浸。
5运输通道:
运输通道为混凝土地面,承载力≥15t/m2。
图2.3-2钢主梁拼装区工艺布局图
3.3场地建设技术要求
①存放区主要进行各类单元件的存放,地基承载力要求不低于10t/m2。
②吊装单元整体组焊及预拼装配置两台80吨门式起重机。
地基基础要求较高,轨道下方需制作条形基础,轨道间距满足预拼装要求。
③成品存放区主要进行各类吊装单元的存放,地基承载力要求不低于12t/m2。
场内平整后,对表面进行局部硬化,厚度不低于200mm。
4.施工组织机构设置
4.1项目领导小组及成员
健全的组织机构是实施质量管理和质量控制的基本保证,公司建立临汾洰河大桥项目部施工组织机构(图2.4-1),以保证本项目钢结构制造项目各项目标的实现,保持管理体系的有效运行,全面满足合同的要求。
为了满足生产指挥和协调的需要,公司抽调富有经验的精兵强将组成临汾洰河大桥项目经理部,保证组织施工时科学管理,文明施工,确保工程质量。
图2.4-1临汾洰河大桥项目经理部组织机构框图
4.2各部、室职责分工
项目部将依托公司的五部一室对施工过程进行管理。
生产安全部:
根据公司和业主及总包的要求,负责本合同段生产的组织,计划的编制、落实、督促、协调、检查和考核,负责生产外协合同的签订,负责安全管理体系的建立、落实、督促、检查和考核。
物资保障部:
负责本合同段钢材、检修车、缆吊系统、索鞍等的采购、保管、发放等管理及采购合同的签订。
技术部:
负责本合同段施工方案制定,各类施工文件的编制及技术交底,测量放样和施工过程控制,施工计划的审核等。
质量管理部:
负责本合同段质量计划的制定,并执行本计划落实过程中的所有相关质量检查工作。
设备基建部:
根据现场工艺布局,负责现场基建设计、施工管理、合同签订、工程预决算,负责现场设备调拨、购置、安装、调试及管理。
办公室、财务:
负责合同管理、计划、统计工作;以及本合同段的成本管理及日常财务工作。
负责现场文明施工管理、宣传报道、项目部的日常管理、党务工会日常工作。
4.3施工工段配置
本标段拟配置施工工段6个,分工如下:
投料工段:
负责原材料的接收、仓储、保管及发放工作,负责钢板辊平、放样、配料及配套下料等工作,负责本工段人员的管理及分配。
钢结构制造工段:
负责各类板单元、节段及杆件的组装、焊接、修整等制造工作,负责本工段人员的管理及分配。
钢结构总拼工段:
负责钢主梁的试装工作,负责本工段人员的管理及分配。
运输工段:
负责钢结构的厂内倒运、包装、装车、公路运输及桥位交接等工作,负责本工段人员的管理及分配。
桥位工段:
负责现场安装过程中的配合、工地连接、报验,负责本工段人员的管理及分配。
涂装工段:
负责钢结构的公司内及桥位涂装及报检工作,负责本工段人员的管理及分配。
投料工段:
负责原材料的接收、仓储、保管及发放工作,负责钢板辊平、放样、配料及配套下料等工作,负责本工段人员的管理及分配。
钢结构制造工段:
负责各类板单元、节段及杆件的组装、焊接、修整等制造工作,负责本工段人员的管理及分配。
钢结构总拼工段:
负责钢主梁的试装工作,负责本工段人员的管理及分配。
运输工段:
负责钢结构的厂内倒运、包装、装车、公路运输及桥位交接等工作,负责本工段人员的管理及分配。
桥位工段:
负责现场安装过程中的配合、工地连接、报验,负责本工段人员的管理及分配。
涂装工段:
负责钢结构的公司内及桥位涂装及报检工作,负责本工段人员的管理及分配。
5.工装准备
本项目节段精度要求高、焊缝密集,制造难度大,为了保证制造质量、确保制造精度,需在编制切实可行的工艺方案的基础上,设计制作必要的工装来进行控制。
工装设计流程见图2.5-1。
图2.5-1工装设计流程
本工程拟投入工装如表2.5-1。
表2.5-1钢结构制造专用工装明细表
序号
名称
功能
数量
备注
1
主纵梁组装胎架
主纵梁组装、焊接
2组
2
主纵梁组装胎架
主纵梁组装、焊接
2组
3
横梁组装平台
横梁组装平台
2组
4
横梁修整平台
横梁修整
2组
5
杆件划线平台
杆件划线
1组
6
锚箱组焊平台
锚箱组焊
2组
7
小纵梁组焊平台
小纵梁组装、焊接
2组
8
台凳、梯子
吊装单元拼接
若干
厂内、桥位
9
存梁钢支墩
钢梁存放
若干
厂内、桥位
6.设备准备
为优质、高效、快速的完成本项目钢结构加工制造任务,根据制作流程、试拼装、涂装、运输及桥位作业的工艺要求。
我公司将配备充足的下料、机加工、拼装、焊接、起重、涂装、试验及检测设备。
具体如下
6.1滚板及预处理设备
大型钢板滚平机可滚平钢板最大厚度60mm,宽度3.3m。
钢板预处理生产线可对宽3.3m,长16m的钢板进行预处理。
6.2零部件矫正设备
矫正设备包括一台大吨位框架液压调直机、两台摩擦压力机、一台液压顶弯机、一台工形矫正机。
这些设备可以满足下料前的滚平、下料后零件矫正、焊接后焊接变形的矫正等钢构件加工过程中的变形矫正。
6.3下料设备
下料切割设备包括数控火焰切割机,门式火焰切割机,半自动切割机,对于矩形板件采用门式切割机进行下料,对于不规则的板件采用数控切割机下料,对于难于使用以上两种设备进行下料或切边的构件采用半自动精密切割机下料。
6.4机加工设备
机加工设备包括刨边机,斜面铣床,双面铣床,液压牛头刨。
以上设备用于钢板焊接边缘的加工、焊接坡口的加工及不等厚板的对接的过渡斜坡的加工。
6.5钻孔设备
钻孔设备有数控钻床和摇臂钻床及磁力钻三种,对于精度要求高、构件尺寸满足数控钻床加工空间的杆件采用数控钻床;对于杆件标准化高,不能满足数控钻床加工空间的杆件采用卡固钻模,摇臂钻床钻孔;对于制造节段整体孔群,则采用API整体测量后磁力钻钻孔。
6.6焊接设备
焊接设备有全自动焊接中心、CO2气体保护焊机、埋弧自动焊机、逆变手弧焊机,另外还有焊条烘箱、焊条烘箱等焊接附属设备。
6.7起重和运输设备
公司具有多台桥式起重设备、门式起重机可满足钢梁的起吊、翻身和试拼装要求。
运输时采用在厂内采用电动平车和运梁车,我公司具有专用铁路线,可保证原材料及时到达;钢梁制作完成后,采用公路或公铁联运的方式发送至现场。
桥位现场根据需要设置跨度45m,高度9m的80t门吊2台,用于钢梁总体试拼装。
100t运梁平板车2台,用于吊装单元的场内转运。
6.8检测试验设备
检测试验设备包括工程测量仪器全站仪、经纬仪等高精度测量仪器,原材料检验相关设备及仪器,焊接试验相关设备、焊缝检验设备、涂层厚度检验仪器等钢结构加工所需的相关仪器。
各种检测设备和仪器功能正常、符合校验规定,现正服务于我公司的钢结构生产,完全可以满足该桥的生产需要。
6.9除锈涂装设备
我公司拥有多套除锈和涂装设备,除锈方式为喷钢丸除锈,有无气喷涂和空气喷涂机多台,用于钢结构的涂装。
表2.6-1拟投入本项目钢梁制造的主要生产设备、检验设备表
序号
设备、仪器名称
制造厂
规格型号
数量
状况
生产产品或部件
额定产能或
生产参数
备
注
一
生产设备
1
钢板矫正机
德国
A93135
1
完好
钢板矫正
16X60X3200mm
2
钢板预处理线
青岛
XQ6930GI
1
钢板预处理
3.3X16m
3
数控火焰切割机
郑州
SKG-1
2
零件下料
4×18m
4
门式火焰切割机
江苏
MKG-1
4
零件下料
4×18m
5
半自动切割机
浙江
CG1-30
12
零件下料
300w
6
摇臂钻床
苏州
Φ50*1600Z35
1
零部件钻孔
20kw
7
摇臂钻床
苏州
Φ80VR-8
2
零部件钻孔
20kw
8
摇臂钻床
苏州
Φ80RF-5
1
零部件钻孔
20kw
9
摇臂钻床
扬州
VR-10
1
零部件钻孔
20kw
10
摇臂钻床
扬州
Φ100RFH-100
1
零部件钻孔
20kw
11
移动式数控钻床
江苏
PM4040
1
零部件钻孔
80kw
12
牛头刨床
湖北
650B665
2
零件加工
320w
13
液压牛头刨床
锡山
BY60100B
1
零件加工
400w
14
刨边机床
湖北
B81120A
1
零件加工
12000*120
15
钢板矫正机
德国
七滚
1
钢板矫正
35*3150
16
钢翼缘矫正机
湖北
JZ-40H型
1
型钢矫正
400*300*24
17
H型钢液压矫正机
湖北
YJ-60B
1
型钢矫正
300*200*20
18
型钢矫正机
湖北
CKM3九滚
1
2型钢矫正
200*200*24
19
自动埋弧焊机
美国
MZ-1250
4
结构件焊接
1500A
20
自动熔嘴电渣焊机
美国
HR-1250
3
结构件焊接
1200A
21
逆变焊机
成都
ZX7-400S
1
结构件焊接
1200A
22
逆变焊机
成都
ZX7-500S
3
完好
结构件焊接
1500A
23
二氧化碳气保焊机
江苏
YM-500KR1VTA
40
结构件焊接
500w
24
二氧化碳气保焊机
江苏
YM-500KRⅡVTA
30
结构件焊接
500w
25
二氧化碳气保焊机
浙江
YM-500KR2HGE
10
结构件焊接
500w
26
栓钉拉弧焊机
河南
Φ10-25mmSLH-25C型
2
剪力钉焊接
Φ10-25mm
27
自动弧焊中心
江苏
4000*4600CaB460
1
结构件焊接
4000*4600
28
电动双梁桥式起重机
河南
10t*22.5m
2
杆件吊运
10t
29
电动双梁桥式起重机
河南
5t*31.5m
1
杆件吊运
5t
30
电动双梁桥式起重机
银川
15t/3t*22.5m
1
杆件吊运
15t
31
电动双梁桥式起重机
银川
10t/3.2t*22.5m
1
杆件吊运
10t
32
电动双梁桥式起重机
河南
20t/5t*22.5m
1
杆件吊运
20t/5t
33
电动双梁桥式起重机
宝桥
75t/20t*31.5m
1
杆件试装吊运
75/20t
34
电动双梁桥式起重机
宝桥
30t/5t*31.5m
2
杆件吊运
30t/5t
35
电动双梁桥式起重机
宝桥
30t*31.5m
1
杆件吊运
30t
36
电动双梁桥式起重机
银川
26t/26t*22.5m
3
杆件吊运
26t/26t
37
电动双梁桥式起重机
河南
32t/5t*22.5m
1
杆件吊运
32t/5t
38
电动葫芦吊
河南
2t*7.5m
2
杆件吊运
2t
39
电动平车
秦皇岛
50tKPD-50-1
2
场内运输
50t
40
电动平车
秦皇岛
30tKPD-30-1
2
场内运输
30t
41
平车
秦皇岛
150tKPD-50-1
2
现场运输
50t
42
半挂平板车
陕西
17.5*3.5*3
2
场内运输
35t
43
焊剂烘箱
苏州
NZH-6-500
2
焊材保温
500kg
44
电脑温控柜
苏州
DWK-A型
1
焊材保温
360kw
45
焊条烘箱
宝桥
YGCH-X-200
2
焊材保温
200kg
46
焊条烘箱
宝桥
YJCH-200
2
焊材保温
200kg
47
焊接应力消除设备
山东
HY2050
1
应力消除
200w
48
油漆喷涂机
常州
GPQ6C
2
完好
杆件涂装
500w
49
无气喷涂机
常州
GPQ9C
4
杆件涂装
51(L/min)
50
喷涂机
北京
307
1
杆件涂装
10kw
51
喷丸净化处理装置
常州
LHF-50-30T/H
1
杆件涂装
10kw
52
高效喷砂机
常州
ACR-3LP
1
杆件涂装
0.7MPa
53
高效喷砂机
苏州
ACR-35
1
杆件涂装
0.36M3
54
高效喷砂机
苏州
ACR-32
1
杆件涂装
0.7MPa
55
高效喷砂机
常州
ACR-3LP
1
杆件涂装
0.7MPa
56
80t门吊
郑州
80t*43m
2
现场试拼装
80t
56
75t履带吊
郑州
75t
2
现场吊装
75t
57
东风天龙运输汽车
长春
FH12
2
杆件运输
60t
58
三联双轴运梁车
陕西
CA1220P4K35T
6
杆件运输
35t
59
重载运梁汽车
陕西
CA1220P4K2LT3
4
杆件运输
25t
二
检验设备
59
电子经纬仪
日本
DT-101
1
完好
测量
60
水准仪
瑞士
J2-2
1
测量
61
电脑超声波探伤仪
北京
CUFD-950~5000mm
4
焊缝检测
62
超声波探伤仪
汕头
CTS-22A(B)10~5000mm
4
焊缝检测
63
X射线探伤机
丹东
XXG25050~80mm
2
焊缝检测
64
数字式超声波探伤仪
北京
CUD20100~1700mm
1
焊缝检测
65
多功能角焊缝磁粉探伤仪
无锡
XJHY-Ⅱ
2
焊缝检测
66
液压式万能试验机
济南
WE-3000~300KN
1
试验设备
480w
67
拉力试验机
河北
WI-100T
1
试验设备
0~1000KN
68
冲击试验机
宁夏
JB30B
1
试验设备
200w
69
显微硬度计
日本
HMV-2
1
试验设备
70
岛津直读光谱仪
日本
PDA-5500Ⅱ
1
试验设备
第三节钢主梁制作方案
1.总体制造方案
针对临汾洰河大桥工程特点及本项目施工部署安排,钢结构制造采用“板→板单元→块体(部件)→试拼装→桥位连接”的生产方式。
总部钢结构车间主要进行各类杆件及单元的生产,同时完成打砂涂装作业。
制造前首先对钢板进行预处理和滚平,并按施工图纸进行零件的下料、矫正、加工,再进行部件的组装、焊接、焊缝检查、修整等工作。
最后进行打砂、涂装,涂装完毕后转运至存梁区存放。
图3.1-1钢主梁总体施工过程
2.钢主梁分块方案
2.1主纵梁分块方案
根据总体施工部署,主纵梁在工厂制作成块体,然后运输至桥位拼装现场,在现场将主纵梁块体组焊为主纵梁。
该方案将更多的焊接工作量放在了工厂内,有效控制钢主梁的组装质量,同时提高现场的工作效率。
主纵梁采用箱型截面,横向中心距34.5m,标准节段高2.72m,长12.8m,两腹板间距4.5m,主纵梁底板水平设置
 升级会员
升级会员 