来料检验标准.docx
《来料检验标准.docx》由会员分享,可在线阅读,更多相关《来料检验标准.docx(27页珍藏版)》请在冰豆网上搜索。
来料检验标准
1.H型钢
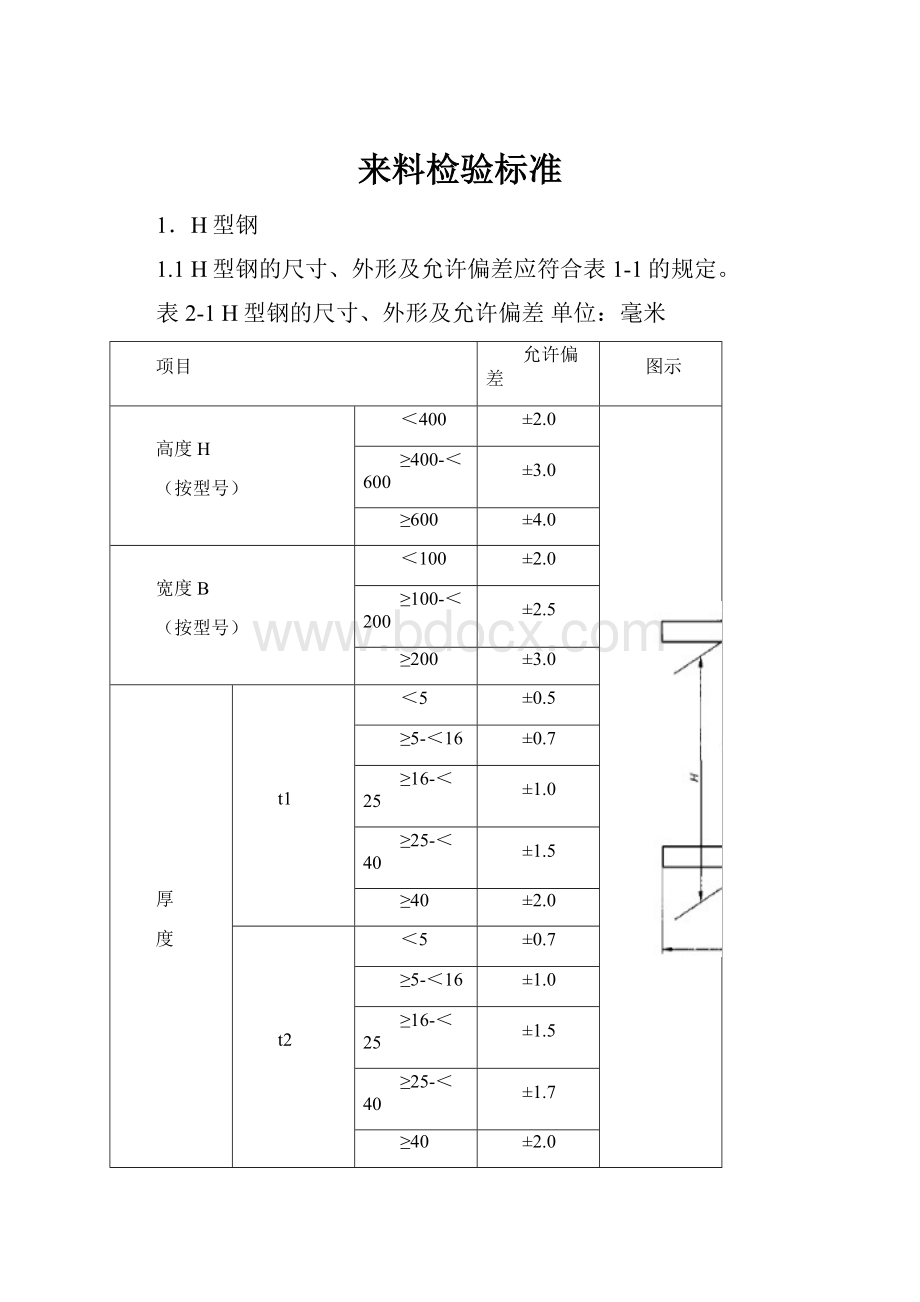
1.1H型钢的尺寸、外形及允许偏差应符合表1-1的规定。
表2-1H型钢的尺寸、外形及允许偏差单位:
毫米
项目
允许偏差
图示
高度H
(按型号)
<400
±2.0
≥400-<600
±3.0
≥600
±4.0
宽度B
(按型号)
<100
±2.0
≥100-<200
±2.5
≥200
±3.0
厚
度
t1
<5
±0.5
≥5-<16
±0.7
≥16-<25
±1.0
≥25-<40
±1.5
≥40
±2.0
t2
<5
±0.7
≥5-<16
±1.0
≥16-<25
±1.5
≥25-<40
±1.7
≥40
±2.0
弯曲度
高度型号(≤300)
≤小于长度的0.15%
适用于上下、左右大弯曲
高度型号>300
≤小于长度的0.1%
1.2标记示例
H型钢的规格标记采用:
H与高度H值*宽度B值*腹板厚度t1值*翼缘厚度t2表示。
如:
H800*300*14*16
1.3表面质量
1.3.1H型钢的表面不允许有影响使用的裂缝、折叠、结疤、分层和夹杂。
局部细小的裂纹、凹坑、凸起、麻点及刮痕等缺陷允许存在,但不得起出厚度尺寸允许偏差。
1.3.2H型钢表面缺陷,允许用砂轮机等机械方法修磨或焊补进行缺陷的修补或清除。
2.工字型钢
2.1工字钢的截面尺寸
2.1.1标记形式:
高度h*腿宽b*腰厚度d
2.1.2工字钢的高度h、腿宽b、腰厚度d尺寸允许偏差应符合表2-1的规定。
表2-1单位:
毫米
型号
允许偏差
端面图形
高度h
腿宽b
腰厚度d
≤14
±2.0
±2.0
±0.5
>14-18
±2.5
>18-30
±3.0
±3.0
±0.7
>30-40
±3.5
±0.8
>40-63
±4.0
±4.0
±0.9
注:
型号中的数字是工字钢高度h/10。
2.2外形
2.2.1工字钢的每米弯曲不大于2㎜,总弯曲度不大于总长度的0.2%。
2.2.2工字钢不得有明显的扭转。
3.热轧圆钢及方钢
3.1适用于直径为2.5-250㎜的热轧圆钢和边长为5.5-200㎜的热轧方钢。
3.2截面尺寸及允许偏差
3.2.1圆钢和方钢的截面形状及标注符号如图3-1所示:
图3-1
3.2.2圆钢直径和方钢边长的允许偏差应符合表3-1的规定。
表3-1单位:
毫米
圆钢直径d
方钢边长a
允许偏差
5.5-7
±0.30
>7-20
±0.35
>20-30
±0.40
>30-50
±0.50
>50-80
±0.70
>80-110
±1.0
>110-150
±1.3
>150-190
±1.5
>190-250
±1.8
3.2.3圆钢椭圆度应符合表3-2的规定。
表3-2单位:
毫米
圆钢直径d
椭圆度,不大于
≤40
公称直径公差的50%
>40-85
公称直径公差的70%
>85
公称直径公差的75%
3.2.4方钢对角线长度应符合表3-3的规定。
表3-3单位:
毫米
方钢边长a
对角线长度,不小于
<50
公称边长的1.33倍
≥50
公称边长的1.29倍
工具钢全部规格
公称边长的1.29倍
3.2.5方钢脱方度:
方钢在同一截面内,任何两边长之差不得大于公称边长公差的50%,两对角线长度之差不得大于公称边长公差的70%。
3.3外形
4.3.1直条圆钢和方钢的弯曲度应符合表3-4的规定。
表3-4单位:
毫米
弯曲度,㎜,不大于
每米弯曲度
总弯曲度
3
钢材长度的0.3%
3.3.2方钢不得有显著扭转。
3.4有色金属的圆料及方料也参照上面规定执行。
4.无缝管
4.1结构用无缝钢管
4.1.1钢管的外径允许偏差应符合表4-1的规定。
表4-1钢管的外径的允许偏差单位:
毫米
钢管的种类
允许偏差
热轧(挤压、扩)钢管
±1%D或±0.5取其中较大者
冷拔(轧)钢管
±1%D或±0.3取其中较大者
4.1.2热轧(挤压、扩)钢管壁厚允许偏差应符合表4-2的规定。
表4-2热轧(挤压、扩)钢管壁厚允许偏差单位:
毫米
钢管种类
钢管公称外径
S/D
允许偏差
热轧(挤压)钢管
≤102
-
±12.5%S或±0.40取其中较大者
>102
≤0.05
±15%S或±0.40取其中较大者
>0.05-0.10
±12.5%S或±0.40取其中较大者
>0.10
热扩钢管
-
±15%S
4.1.3冷拔(轧)钢管的壁厚允许偏差应符合表4-6的规定。
表4-3冷拔(轧)钢管壁厚允许偏差单位:
毫米
钢管种类
钢管公称壁厚
允许偏差
冷拔(轧)
≤3
或±0.15取其中较大者
>3
4.2弯曲度
4.2.1弯曲度应符合表4-4的规定。
表4-4弯曲度表单位:
毫米
壁厚
公差
≤15
1.0/㎜
>15-30
2.0/㎜
>30或外径≥351
3.0/㎜
4.2.2钢管的全长弯曲度不大于全长的1.5%。
4.3不圆度和壁厚不均
不圆度和壁厚不均应分别不超外径和壁厚公差的80%。
4.4材料都为20#钢。
5.槽钢
5.1截面尺寸
5.1.1标记形式:
高度h*腿宽度b*腰厚度d。
5.1.2槽钢的高度h、腿宽度b、腰厚度d尺寸及允许偏差应符合表5-1的规定。
表5-1单位:
毫米
型号
允许偏差
高度h
腿宽度b
腰厚度d
5-8
±1.5
±1.5
±0.4
>8-14
±2.0
±2.0
±0.5
>14-18
±2.5
±0.6
>18-30
±3.0
±3.0
±0.7
>30-40
±3.5
±0.8
注:
型号中的数字为实际高度的1/10。
5.3槽钢每米弯曲度不大于3㎜,总弯曲度不大于总长度的0.3%。
5.4槽钢不得有明显的扭转。
6.结构用冷弯空心型钢
6.1方型和矩型结构用冷弯空心型钢的截面形状应符合图6-1的规定。
6.2当壁厚小于10㎜时,壁厚的公差不大于壁厚的10%;当壁厚大于10㎜时,壁厚的公差不大于壁厚的8%,弯角及焊缝区域除外。
6.3方型冷弯型钢的边长公差应符合表6-1的规定。
6.4矩型冷弯型钢的边长尺寸公差应符合表6-2的规定。
6.5冷弯型钢的弯曲度每米不允许超过2㎜,总弯曲度不得超过0.2%。
图6-1
表6-1方形冷弯型钢的边长公差
边长
20
30
40
50
60
70
80
90
100
公差
±0.5
±0.5
±0.5
±0.5
±0.6
±0.65
±0.7
±0.75
±0.8
边长
110
120
130
140
150
160
170
180
190
公差
±0.9
±0.9
±1.0
±1.1
±1.2
±1.2
±1.3
±1.4
±1.5
边长
200
220
250
280
300
350
400
450
500
公差
±1.6
±1.8
±2.0
±2.2
±2.4
±2.8
±3.2
±3.6
±4.0
表6-2矩型冷弯型钢的边长公差
长边
30
40
40
40
50
50
50
55
55
55
60
短边
20
20
25
30
25
30
40
25
40
50
30
公差
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.6
±0.6
长边
60
70
80
80
90
90
90
90
95
100
120
短边
40
50
40
50
40
50
55
60
50
50
50
公差
±0.6
±0.6
±0.7
±0.7
±0.75
±0.75
±0.75
±0.75
±0.75
±0.8
±0.9
长边
120
120
140
150
160
160
180
180
200
200
200
短边
60
80
80
100
60
80
65
100
100
120
150
公差
±0.9
±0.9
±1.0
±1.2
±1.2
±1.2
±1.2
±1.3
±1.3
±1.4
±1.5
长边
220
250
260
300
350
400
400
450
500
550
600
短边
140
150
180
200
250
200
250
250
300
350
400
公差
±1.5
±1.6
±1.8
±2.0
±2.2
±2.4
±2.6
±2.8
±3.2
±3.6
±4.0
7.冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差
7.1尺寸规格见表7-1。
表7-1冷拉圆钢、方钢、六角钢的尺寸规
尺寸
/mm
圆钢
方钢
六角钢
截面面积
/mm2
理论质量
/(kg/m)
截面面积
/mm2
理论质量
/(kg/m)
截面面积
/mm?
理论质量
/(kg/m)
10.0
78.54
0.617
100.O
0.785
86.60
O.680
10.5
86.59
O.680
110.2
O.865
11.0
95.03
O.746
121.0
O.950
104.8
0.823
11.5
103.9
0.815
132.2
1.04
12.0
113.1
O.888
144.O
1.13
124.7
O.979
13.O
132.7
1.04
169.0
1.33
146.4
1.15
14.O
153.9
1.21
196.O
1.54
169.7
1.33
15.O
176.7
1.39
225.O
1.77
194.9
1.53
16.O
201.1
1.58
256.0
2.01
221.7
1.74
17.0
227.0
1.78
289.0
2.27
250.3
1.96
18.0
254.5
2.00
324.0
2.54
280.6
2.20
19.0
283.5
2.23
361.O
2.83
312.6
2.45
20.0
314.2
2.47
400.O
3.14
346.4
2.72
21.O
346.4
2.72
441.O
3.46
381.9
3.00
22.O
380.1
2.98
484.0
3.80
419.2
3.29
24.0
452.4
3.55
576.O
4.52
498.8
3.92
25.O
490.9
3.85
625.O
4.91
541.3
4.25
26.O
530.9
4.17
676.O
5.31
585.4
4.60
28.O
615.8
4.83
784.O
6.15
679.O
5.33
30.O
706.9
5.55
900.O
7.06
779.4
6.12
32.0
804.2
6.31
102.4
8.04
886-8
6.96
34.O
907.9
7.13
1156
9.07
1001
7.86
35.O
962.1
7.55
1225
9.62
1
38.O
1134
8.90
1444
11.3
1251
9.82
40.0
1257
9.86
1600
12.6
1386
10.9
42.0
1385
10.9
1764
13.8
1528
12.O1
45.O
1590
12.5
2025
15.9
1754
13.8
48.O
1810
14.2
2304
18.1
19915
15.7
50.0
1968
15.4
2500
19.6
2165
17.O
52.O
2206
17.3
2809
22.0
2433
19.1
56.0
2463
19.3
3136
24.6
60.O
2827
22.2
3600
28.3
3118
24.5
63.O
3117
24.5
3969
31.2
67.0
3526
27.7
4489
35.2
70.O
3848
30.2
4900
38.5
4244
33.1
75.0
4418
34.7
5625
44.2
4871
38.2
80.O
5027
39.5
6400
50.2
5543
43.5
注:
1.表内尺寸一栏,对圆钢表示直径,对方钢表示边长,对六角钢表示对边距离。
以下各表相同。
2.表中理论质量按密度为7.85g/cm3计算。
对高合金钢计算理沦质量时应采用相应牌号的密度。
7.2允许偏差见表7-2、表7-3。
表7-2冷拉圆钢、方钢、六角钢的尺寸允许偏差 (mm)
尺寸
允许偏差级别
8
h8
9
h9
10
h1O
11
h11
12
h12
13
h13
允许偏差
3
0-0.014
0-0.025
O-O.040
0-O.060
0-0.15
O-O.14
>3~6
O-O.018
O-0.030
0-O.048
0-0.075
O-O.12
0-O.18
>6~10
O-0.022
O-O.036
0-0.058
O-O.090
O-O.15
0-O.22
>10~18
O-O.027
0-0.043
O-O.070
0-O.110
O-0.18
0-0.27
>18~30
O-O.033
0-0.052
0-O.084
0-0.130
0-0.2l
0-O.33
>30-50
0-0.039
0-O.062
0-0.100
O-0.160
O-O.25
O-O.39
>50~80
0-O.046
O-0.074
O-O.120
0-0.190
O-0.30
O-0.46
表7-3冷拉圆钢、方钢、六角钢的尺寸允许偏差级别适用范围
截面形状
圆钢
方钢
六角钢
适用级别
8、9、10、11、12
10、11、12、13
1 O、11、12、1
7.3外形
4.3.1冷拉圆钢、方钢、六角钢应符合表7-4的规定。
表7-4单位:
毫米
弯曲度,㎜,不大于
每米弯曲度
总弯曲度
3
钢材长度的0.3%
7.4目视外观不能有明显的凹陷、裂纹、夹渣等缺陷。
8.检验流程
8.1检验程序
8.1.1核对文件。
材料进厂后,仓库应及时填写《报检通知单》、《采购合同》及《化学成分分析
报告》一齐交品管员检查。
根据合同核对来料的品种及规格、根据产品上的牌号、规格、
厂家、炉号、批号与《化学成分分析报告》上互相核对。
8.1.2准备好《来料检验标准》。
8.2材料的外观检查
8.2.1标记检查:
每种材料都应该在规定的位置上有材料牌号、规格、技术标准的标记。
8.2.2表面质量检查:
表面质量主要包括加工状态(热轧、酸洗、涂镀等)及表面缺陷。
前者主
要由合同规定,后者是检查项目,主要包括气泡、裂缝、结疤、折叠和夹杂。
8.2.3尺寸和外形的检验。
尺寸允许偏差和几何形状允许偏差范围均有标准,可按标准进行检查。
对尺寸测量位置、检测要求及检测数量,可参照表8-1执行。
表8-1
类别
测量位置
钢板厚度
热轧钢板厚度应在距边沿不小于40㎜处测量
纯铜板和铝青铜板的厚度
在距顶角不小于100㎜,距边不小于10㎜处测量,测量范围以外的厚度超差不作报废处理。
型钢和管材、线材等规格
如技术条件有规定则应该按规定位置来测量。
一般应在距离端部500㎜处测量;管材端部有丝扣,则在距丝扣末端300㎜处测量
类别
检测要求
圆管直径(管材)
应按垂直方向各测一次,测量结果均在允许公差范围内算合格
钢材、重有色金属
一般每批钢板或抽一块,型材、棒、线或每捆1-2件
8.3内在质量的检查
8.3.1根据技术要求,做内部的擦伤检查。
8.3.2必要时留样,请有资格的第三方做物理及化学方面的分析。
9.检验工具
检验项目及所用量具对照表:
检查项目
所用量具
检查项目
所用量具
长度、宽度
卷尺、钢皮尺
椭圆度
卡尺
厚度
卡尺
脱方度
卡尺
平面度
直尺+钢皮尺
壁厚
卡尺
镰刀弯
直尺+钢皮尺
扭转
拉线
外径
卡尺
裂纹、砂眼、凹坑
目视
10.检验状态
10.1钢材应成批验收,每批由同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态组成,但一批不应超过60吨。
10.2送货时应附有“钢材的化学成分分析报告”,应与牌号、炉罐号、等级、品种、尺寸、交货状态等相吻合。
10.3外表面应有钢厂、型号、外形尺寸等明显标识。
11其它外购、外协
11.1其它外购、外协件的检验方式、检验方法、检验依据、检验数量符合表11-1的规定。
表11-1
序号
来料名称
检验项目
检验方法
检验内容
检验依据
检验数量
缺陷分类
物资分类
致命
严重
轻微
标准件
1*
轴承
1、型号
目视+手摸
型号的正确性
《采购计划单》
抽样
△
A
2、外观
不能生锈、表面粗糙度良好
△
3、试转动
手转
声音小而连贯,转动流畅不卡滞
△
4、可分离轴承
分开观察
可分离轴承分开时,流动体不应从保持架上脱落
△
5、标志
目视
代号、标志、制造厂代号字迹要端正清晰、线条均匀
△
6、保持架
目视+转动
滚动体在保持架中灵活自如
*
7、厂家
目视
是不是指定的厂家
△
2**
螺丝、螺母、垫圈、弹簧、销、键、卡圈、
1、型号
目视
型号要正确
《采购计划单》
抽样
*
B
2、外观
不能有生锈或烂牙现象;镀锌或发蓝
△
3、精度等级
精度等级不能低
△
3*
滚球丝杆、直线导轨
1、型号规格
目视
型号的正确性
《采购计划单》
抽样
□
A
2、厂家
厂家不能错
□
3、试转动
手转
转动自如,竖起来可以自动滑下
□
4、外观
目视
不能生锈,粗糙度良好
△
5、合格证
目视
必须有合格证
△
液压件
4
各类泵、阀
1、型号
目视
型号要正确
《采购计划单》或合同
全检
□
A
2、厂家
如有厂家要求,则不能错
△
3、外观
不能有生锈、碰划伤,进出口有密封
△
4、性能
测试
根据需要进行测试
□
5、合格证
目视
必须有合格证
△
5*
管、管接头、直通、油嘴、堵头
1、型号参数
游标卡尺
型号参数不能错
《采购计划单》或合同
抽样
△
A
2、外观
目视
不能生锈、塑胶管不能老化,不能烂牙;密封沟槽及端面粗糙度一般要求Ra1.6,最低不能超过Ra3.2
△
6*
尘封、油封、O型圈、
1、尺寸
游标卡尺
尺寸不能错
《采购计划单》或合同
抽样
△
2、材质型号
目视
材质与型号要符合要求
△
电器类
7**
各类电机、伺服电机、步进电机、系统、变频器、驱动器、断路器、光栅尺、编码器、接触器、继电器
1、型号
目视
型号、厂家、铭牌需正确;外包装完好,不能掉漆。
要有合格证
《采购计划单》或合同
抽样
□
A
2、厂家
□
3、外包装
△
4、铭牌
△
5、合格证
8**
电线、各类开关、接线端子、按钮、灯、触头、线扎
1、型号
目视、游标卡尺
型号不能错
《采购计划单》或合同
抽样
△
A
2、外观
外观要好
*
涂装用品
9***
各种油漆、原子灰、凝固剂、稀释剂、
1、外观
目视
厂家不能错、没开封
《采购计划单》或合同
免检
*
B
2、型号
型号是否正确
△
3、性能
实际使用
能达到预期效果
△
刀具、量具
10**
各种刀具、刀粒、刀头、欧打、对刀器、各种量具、量仪、腻子刀、砂纸
1、型号
目视
型号不能错
《采购计划单》或合同
抽样
△
B
2、厂家
是否是指定厂家
△
3、规格
目视+卡尺
规格正确
△
11**
电动工具、五金工具、油漆工具、
焊接工具
1、型号
目视
型号、厂家要符合要求;铭牌不能少;
《采购计划单》或合同
抽样
△
B
2、厂家
3、铭牌
4、性能
试用
是否好用
△
化工用品
12**
焊丝、焊剂、焊条、焊剂、油脂类、盐酸、硫酸、
1、型号
目视
型号不能错
《采购计划单》或合同
抽样
*
C
2、性能
试用
效果要良好
△
3、焊丝直径
卡尺
直径不能太小
△
4、压力
压力表
乙炔气≥1.8MPa;混合气、氧气≥12MPa;
△
包装辅料、劳保用品、化工产品、办公用品、
13***
木箱、薄膜、铁钉类、各类纸张、订书机、打孔机、手套、口罩、工衣、眼镜、
1、性能
试用
好用就行
《采购计划单》或合同
免检
△
C
外协
14
机械加工件
1、几何尺寸
各种量具
几何尺寸符合图纸要求
图纸或技术协议
全检
△
A
2、外观
目视+手摸
不能有碰划伤、生锈;粗糙度合格;不能有挂手的毛刺;不能有明显的砂眼、裂纹等缺陷。
△
3、硬度
硬度计
硬度应符合要求
△
15
热处理件
 升级会员
升级会员 