设备工具磨具相关编码规则.docx
《设备工具磨具相关编码规则.docx》由会员分享,可在线阅读,更多相关《设备工具磨具相关编码规则.docx(69页珍藏版)》请在冰豆网上搜索。
设备工具磨具相关编码规则
标准工具编码
1范围
本标准规定了本公司生产用工艺装备的编码原则和方案。
本标准适用于标准工具的编码。
2引用标准
QG30-2003编码原则和方案
3编码原则
标准工具的编码应遵循QG30规定的原则。
4编码方案
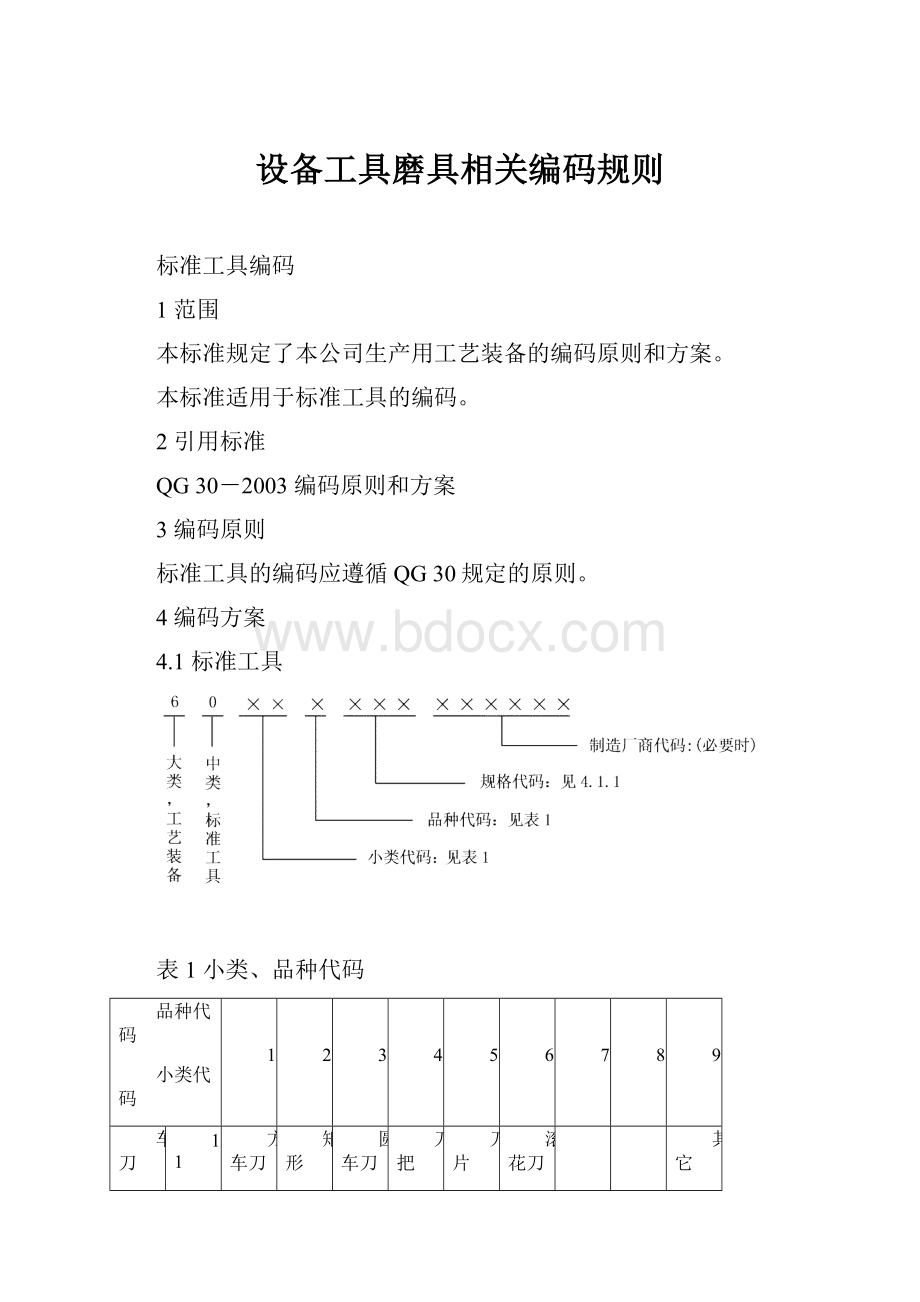
4.1标准工具
表1小类、品种代码
品种代码
小类代码
1
2
3
4
5
6
7
8
9
车刀
11
方车刀
矩形
车刀
圆车刀
刀把
刀片
刀粒
滚花刀
其它
铣刀
12
直立
铣刀
锯片
铣刀
键槽
铣刀
合金
铣刀
球铣刀
锥柄
铣刀
锥套
加长
铣刀
其它
钻头
14
普通
钻头
冲击
钻头
中心
钻头
合金
钻头
锥柄
钻头
加长
麻花钻
配件
锥套
其它
铰刀
15
手用
铰刀
机用
铰刀
可调
铰刀
合金
铰刀
其它
磨具
16
磨头
球形磨头
合金
磨头
油石
砂布
砂纸
其它
砂轮
17
普通砂轮机用
切割机专用
角磨机专用
磨床专用
其它
锯
21
机用
锯条
手用
锯条
合金
锯条
钢锯架
锯片
木工机床带锯
其它
锉
22
圆锉
扁锉
半圆锉
什锦锉
方锉
三角锉
其它
续表1小类、品种代码
品种代码
小类代码
1
2
3
4
5
6
7
8
9
丝锥
23
手用
粗牙
手用
细牙
机用
粗牙
机用
细牙
管螺纹
丝锥
手用
英制
机用
英制
其它
铰手
24
丝锥
铰手
圆扳牙
铰手
其它
板牙
25
粗牙
细牙
管螺纹
英制
其它
模架
26
后侧
导柱
对角
导柱
其它
套筒扳手
附件
27
套筒
接头
接杆
万向节
其它
钳
41
钢丝钳
尖嘴钳
台钳
管钳
挡圈钳
压线钳
剥线钳
斜口钳
其它
剪刀
40
电缆剪
布剪
壁纸刀
电工刀
其他
手动扳手
42
梅花
套筒
活动
双头
两用
组合
内六角
扭力
其它
螺钉旋具
43
一字
螺丝刀
十字
螺丝刀
电动
(含附件)
螺丝刀
组合
螺丝刀
气动
螺丝刀
一、十
字批嘴
单头六角批嘴
双头六角批嘴
其它
锤
44
铁锤
木锤
铜锤
锤柄
其它
喷涂辅具
51
喷枪
灰刀
油漆刷
钢丝刷
铜丝刷
其它
电动工具
61
钻类
打磨类
切割类
拉铆
枪类
其它
气动工具
62
扳手
螺丝刀
拉铆类
附件
其它
焊接工具
63
焊枪
射吸式
割炬
射吸式割炬嘴
电焊钳
面罩
塑料
焊枪
电铬铁
其它
附件
64
开孔器
钢字号
钢码号
夹具
其它
其他
65
周转箱
梯
其它
4.1.1规格代码编制方法(在以下的内容中,除特别指出,否则均以mm为单位)
4.1.1.1车刀编制方法
a)方车刀:
前面2位表示方形边长,末位为顺序号,由小到大排序。
b)矩形车刀:
前面2位表示矩形小边边长,末位为顺序号,由小到大排序。
c)滚花刀:
第1位表示滚花刀分类(1/斜纹;2/直纹;3/网纹),后面两位表示纹宽×10。
例:
1.5网纹滚花刀,规格代码为315。
d)刀粒、刀片:
第1位表示刀粒分类(1/YT15;2/YT30;3/YG;4/YW;5/其它),后面两位为顺序号,按规格由小到大排序。
4.1.1.2铣刀、钻头编制方法
a)铣刀、钻头:
直径×10,不足三位者前面补0,由小到大排序。
例:
钻头直径4.2,规格代码为042。
b)加长麻花钻:
前两位表示直径取整数;末位表示同一直径下的不同长度规格,用0-9表示(直径为整数,如4加长麻花钻),或用A、B、C...等字母表示(直径不为整数,如4.2加长麻花钻);由小到大排序。
c)加长铣刀:
前2位表示直径,第3位表同一直径下的不同长度规格,用顺序号表示。
d)锯片铣刀:
前2位表示直径÷10,取整数;末位表示锯片宽度(要求采购部门以整数尺寸购买)。
e)钻夹头、钻锥套及铣刀锥套、其它类:
第1位表示0/国产、1/进口;其它两位为顺序号,按规格由小到大排序。
4.1.1.3铰刀编制方法
a)铰刀:
直径×10,不足三位者前面补0,由小到大排序(无特殊情况,本公司购置铰刀均为H8级)。
例:
铰刀直径4.5精度H8,规格代码为045。
b)可调铰刀:
最小直径×10,不足三位者前面补0,由小到大排序。
例:
可调铰刀φ17-φ19,规格代码为170。
带导向套可调铰刀代码按可调铰刀代码末位数+1。
例:
上述带导向套时,规格代码为171。
4.1.1.4砂轮编制方法
前2位表示砂轮外径÷10,取整数,末位表示同一外径下的不同厚度规格,用1-9顺序号表示,按规格由小到大排序。
4.1.1.5锉编制方法
a)锉:
第1位表示0/国产、1/进口,其它两位表示长度规格(以吋为单位),由小到大排序。
例:
扁锉6”,规格代码为006。
b)什锦锉:
前2位表示锉柄直径×10,第三位表示不同品种组合,顺序用1、2、3表示。
4.1.1.6丝锥、板牙编制方法
规格×10,不足三位者前面补0;左牙为相应代码末位加1,由小到大排序。
注:
1如无特殊情况,本公司购置机用丝锥精度均为H2;
2细牙丝锥牙距有两项选择时,均选小牙距。
4.1.1.7手动扳手编制方法
a)扳手(内六角扳手除外):
第1位表示0/国产、1/进口,其它两位表示六角对边尺寸(梅花及两用扳手表示小头六角对边尺寸),按规格由小到大排序。
b)活扳手第1位表示0/国产、1/进口,其它两位表示则表示长度规格,由小到大排序。
c)内六角扳手:
第1位表示1/弯头、2/T型、3/其他(包含套装六角扳手),后2位表示六角对边尺寸,由小到大排序[3/其他扳手(包含套装六角扳手),后两位表示顺序号,按规格由小到大排序]。
4.1.1.8螺钉旋具编制方法
4.1.1.8.1螺丝刀:
前2位表示长度尺寸,第3位表示国产1~5(表示小中大)、进口6~9(表示小中大)。
例:
国产一字螺丝刀小4”,规格代码为041。
4.1.1.8.2批嘴
a)双头批嘴:
第1位用1、2、3、4表示1、2、3、4槽号,其后两位表示长度÷10,取整数。
例:
双头批嘴2#长100mm,规格代码为210;双头批嘴2#长65mm规格代码为206。
b)单头批嘴:
第1位用5、6、7、8表示1、2、3、4槽号,其后两位表示长度÷10,取整数。
例:
单头批嘴2#长100mm,规格代码为610。
c)六角批嘴:
第1位表示A/国产、B/进口,其它两位表示对边尺寸,由小到大排序。
例;六角6mm,规格代码为A06。
4.1.1.9锤:
第1位表示0/国产、1/进口,其它两位为顺序号,按磅数由小到大顺序排序。
4.1.1.10电动工具编制方法
手电钻:
前两位表示直径(最大装夹直径);末位用顺序号表示,由小到大排序。
4.1.1.11附件编制方法
4.1.1.11.1钢字号、钢码号:
a)国产:
字高×10,不足三位者前面补0;例:
字高3.5号钢字号,代码为035。
b)进口:
字高×10,末位数+1,不足三位者前面补0。
例:
进口字高3.5号钢字号,代码为036。
4.1.1.11.2附件开孔器:
第1位表示0/普通、1/硬质合金,其它两位为开孔尺寸,由小到大排序。
4.1.1.11.3附件其他类:
第1位数字表示工具类别(1/电笔;2/油杯;3/油壶;4/起吊工具;5/泵;6/枪类;7/叉车;8/油嘴;9/杂类),后2位表示同一类别下的不同规格,用顺序号表示,按规格由小到大排序。
4.1.1.12标准工具中除上述物料外的其余物料编制方法
第1位表示0/国产、1/进口,其它两位为规格,用顺序号表示,按规格由小到大排序。
工装、模具、工位器具编码
1范围
本标准规定了本公司生产用工艺装备的编码原则和方案。
本标准适用于工装、模具、工位器具的编码。
2引用标准
QG30-2003编码原则和方案
3编码原则
工装、模具、工位器具的编码应遵循QG30规定的原则。
4编码方案
4.1夹具
4.1.1通用夹具
表1分类代码
代码
201
202
203
205
301
302
夹具类别
焊接类
机加类
组装类
试验台类
测量类
检验类
4.1.2专用夹具
4.2模具
4.2.1通用模具
表2分类代码
分类代码
100
101
102
103
104
105
模具类别
冲裁模
压弯模
拉延模
成型模
复合模
注塑模
分类代码
106
107
110
模具类别
压注模
铆接模
精密冲模
4.2.2专用模具
4.3工位器具
表3车间代码
车间代码
JG
JJ
OB
DH
PT
YJ
车间名称
金工车间
数控车间
欧变车间
电焊车间
喷涂车间
变压器车间
车间代码
ZS
ST
CK
车间名称
中式设备
食堂
仓库
表4分类代码、组代码
分类
代码
组代码
01
02
03
04
05
06
07
08
09
车
柜
盘
工作台
箱
货架
筐、笼
其它
01
平板
小推车
模具
存放柜
托盘
母线
校平台
周转箱
成品架
02
母线
运输车
零件
存放柜
钳工台
仓库
货架
03
升降
小车
工量具
存放柜
装配台
工具箱
模具架
04
螺丝车
元气件
存放柜
存放台
杂类
存放架
元器件
存放
05
双层
手推车
清洁
工具柜
框架
货架
06
三层
手推车
储物箱
07
液压
小推车
图纸
资料柜
08
平板
大推车
09
工模具
小车
10
装配
小车
11
双层
中小车
12
施工
组合车
13
主轴
专用车
14
垃圾车
计量器具编码
1范围
本标准规定了本公司生产用计量器具的编码原则和方案。
本标准适用于长度、力学、电学、热学等标准计量器具的编码。
2引用标准
QG30-2003编码原则和方案
3编码原则
计量器具的编码应遵循QG/SK30规定的原则。
4编码方案
4.1计量器具
表1计量器具小类代码
代码
0
1
2
3
4
5
6
7
8
9
小类
长度
力学
电学
热学
衡器
其他
表2计量器具品种代码
小类
品种
0
1
2
3
4
5
6
7
8
9
0
长度
直尺
0
钢直尺
钢卷尺
布卷尺
塞尺
卡尺
1
游标
卡尺
带表
卡尺
数显
卡尺
深度
游标卡尺
数显
深度尺
高度
游标卡尺
数显
高度尺
千分尺
2
外径
千分尺
内径
千分尺
内测
千分尺
深度
千分尺
壁厚
千分尺
螺纹
千分尺
角尺
3
宽座
角尺
万能
角度尺
4
表
5
百分表
大量程百分表
内径
百分表
千分表
其他
水平仪
6
铁水
平仪
条式
水平仪
框式
水平仪
螺纹
量具
7
螺纹
塞规
螺纹
环规
样板
8
半径
样板
螺纹
样板
其他
9
1
力
学
压力表
0
普通
耐震
压力表
氧气
压力表
乙炔
压力表
CO2
压力表
真空表
1
普通
压力
真空表
2
电
学
万能表
1
万能表
钳式表
R\L\C仪表
2
兆欧表
微Ω表
3
热学
温湿
度表
1
温度表
湿度表
温湿
度表
4
衡器
秤
0
台秤
弹簧秤
9
其他
计时
1
秒表
流量
2
水表
表3长度计量器具主参数及特性代码
品种
主参数
特性
代码
品种名称
代码
测量范围(mm)
代码
参数
00
钢直尺GB/T9056-1988
00
150
0
窄型,宽13~14mm
01
300
0
02
500
0
03
1000
0
04
1500
0
05
2000
0
01
钢卷尺QB/T2443-1999自卷式(A型)
00
1m
0
01
2m
0
02
3m
0
03
5m
0
钢卷尺QB/T2443-1999自卷制动式(B型)
10
1m
0
11
2m
0
12
3m
0
13
3.5m
0
14
5m
0
15
5.5m
0
16
7.5m
0
钢卷尺QB/T2443-1999摇卷盒式(C型)
20
5m
0
21
10m
0
22
15m
0
23
20m
0
24
30m
0
25
50m
0
26
100m
0
05
布卷尺SG166-1979
00
5m
0
01
10m
0
02
15m
0
03
20m
0
04
30m
0
05
50m
0
08
塞尺JB/T7979-1995
00
75mm
0.02mm~0.10mm
0
13片,端头半圆形
0.05mm~1.00mm
1
14片,端头半圆形
0.02mm~0.50mm
2
17片,端头半圆形
01
100mm
0.02mm~0.10mm
0
13片,端头半圆形
0.05mm~1.00mm
1
14片,端头半圆形
0.02mm~0.50mm
2
17片,端头半圆形
02
150mm
0.02mm~0.10mm
0
13片,端头半圆形
0.05mm~1.00mm
1
14片,端头半圆形
0.02mm~0.50mm
2
17片,端头半圆形
03
200mm
0.02mm~0.10mm
0
13片,端头半圆形
0.05mm~1.00mm
1
14片,端头半圆形
0.02mm~0.50mm
2
17片,端头半圆形
04
300mm
0.02mm~0.10mm
0
13片,端头半圆形
0.05mm~1.00mm
1
14片,端头半圆形
0.02mm~0.50mm
2
17片,端头半圆形
10
游标卡尺GB/T1214.2-1996
00
0~125
0
精度:
0.02mm
1
精度:
0.05mm
01
0~150
0
精度:
0.02mm
1
精度:
0.05mm
02
0~200
0
精度:
0.02mm
1
精度:
0.05mm
03
0~300
0
精度:
0.02mm
1
精度:
0.05mm
04
0~500
0
精度:
0.02mm
1
精度:
0.05mm
05
0~1000
0
精度:
0.02mm
1
精度:
0.05mm
11
带表卡尺GB6317-1993
00
0~150
0
指示表示值:
1
01
0~200
0
指示表示值:
1
1
指示表示值:
2
02
0~300
0
指示表示值:
5
12
数显卡尺GB/T14899-1994
00
0~150
0
01
0~200
0
02
0~300
0
03
0~500
0
13
深度游标卡尺GB/T1214.4-1996
00
0~200
0
精度:
0.02mm
1
精度:
0.05mm
01
0~300
0
精度:
0.02mm
1
精度:
0.05mm
02
0~500
0
精度:
0.02mm
1
精度:
0.05mm
14
数显深度尺GB/T14899-1994
00
0~200
0
15
高度游标卡尺GB/T1214.3-1996
00
0~200
0
精度:
0.02mm
1
精度:
0.05mm
01
0~300
0
精度:
0.02mm
1
精度:
0.05mm
02
0~500
0
精度:
0.02mm
1
精度:
0.05mm
16
数显高度尺GB/T14899-1994
00
0~300
0
01
0~500
0
20
外径千分尺(测砧固定式)GB/T1216-1985
00
0-25
0
分度值:
0.01mm
1
分度值:
0.001mm
01
25-50
0
分度值:
0.01mm
1
分度值:
0.001mm
02
50-75
0
分度值:
0.01mm
1
分度值:
0.001mm
03
75-100
0
分度值:
0.01mm
1
分度值:
0.001mm
04
100-125
0
分度值:
0.01mm
1
分度值:
0.001mm
05
150-175
0
分度值:
0.01mm
1
分度值:
0.001mm
06
175~200
0
分度值:
0.01mm
1
分度值:
0.001mm
07
200~225
0
分度值:
0.01mm
1
分度值:
0.001mm
08
225~250
0
分度值:
0.01mm
1
分度值:
0.001mm
09
250~275
0
分度值:
0.01mm
1
分度值:
0.001mm
10
275~300
0
分度值:
0.01mm
1
分度值:
0.001mm
11
300~325
0
分度值:
0.01mm
1
分度值:
0.001mm
12
325~350
0
分度值:
0.01mm
1
分度值:
0.001mm
22
内径千分尺GB/T8177-1987
00
50-300
0
23
内测千分尺GB/T8177-1987
00
0~30
0
01
5~30
0
02
25~50
0
03
50~75
0
24
深度千分尺GB/T1218-1987
00
0-25
0
01
25~100
0
02
100~150
0
25
壁厚千分尺GB/T6312-1986
00
0-25
0
26
螺纹千分尺GB2584-1979
00
0~25
0
01
25~50
0
27
30
宽座角尺GB/T6092-1985
00
125*80
0
精度级别:
2级
01
200*125
0
精度级别:
2级
02
315*200
0
精度级别:
2级
03
500*315
0
精度级别:
2级
04
800*500
0
精度级别:
2级
05
1250*800
0
精度级别:
2级
06
1600*1000
0
精度级别:
2级
31
万能角度尺GB6315-1986
00
Ⅰ型:
0°~320°
0
游标读数值:
2′
1
游标读数值:
5′
01
Ⅱ型:
0°~360°
0
游标读数值:
5′
1
游标读数值:
10′
50
百分表GB/T1219-1985
00
0~3
0
分度值:
0.01mm精度:
2级
01
0~5
0
02
0~10
0
51
大量程百分表GB/T6311-1986
03
0~30
0
分度值:
0.01mm精度:
2级
04
0~50
0
05
0~100
0
52
内径百分表GB/T8122-1987
00
6~10
0
Ⅰ型测孔深度:
≤40mm
1
Ⅱ型测孔深度:
≥80mm
01
10~18
0
Ⅰ型测孔深度:
≤50mm
1
Ⅱ型测孔深度:
≥100mm
02
18~35
0
Ⅰ型测孔深度:
≤63mm
1
Ⅱ型测孔深度:
≥125mm
03
35~50
0
Ⅰ型测孔深度:
≤80mm
1
Ⅱ型测孔深度:
≥160mm
54
千分表GB/T6309-1986
00
0~1
0
表圈直径:
42mm
1
表圈直径:
58mm
2
表圈直径:
70mm
3
表圈直径:
80mm
01
0~2
0
表圈直径:
42mm
1
表圈直径:
58mm
2
表圈直径:
70mm
3
表圈直径:
80mm
02
0~3
0
表圈直径:
42mm
1
表圈直径:
58mm
2
表圈直径:
70mm
3
表圈直径:
80mm
03
0~5
0
表圈直径:
42mm
1
表圈直径:
5
 升级会员
升级会员 