生产计划与控制课程设计.docx
《生产计划与控制课程设计.docx》由会员分享,可在线阅读,更多相关《生产计划与控制课程设计.docx(31页珍藏版)》请在冰豆网上搜索。
生产计划与控制课程设计
生产计划与控制课程设计说明书
学 院:
机械电气工程学院
班 级:
工业一班
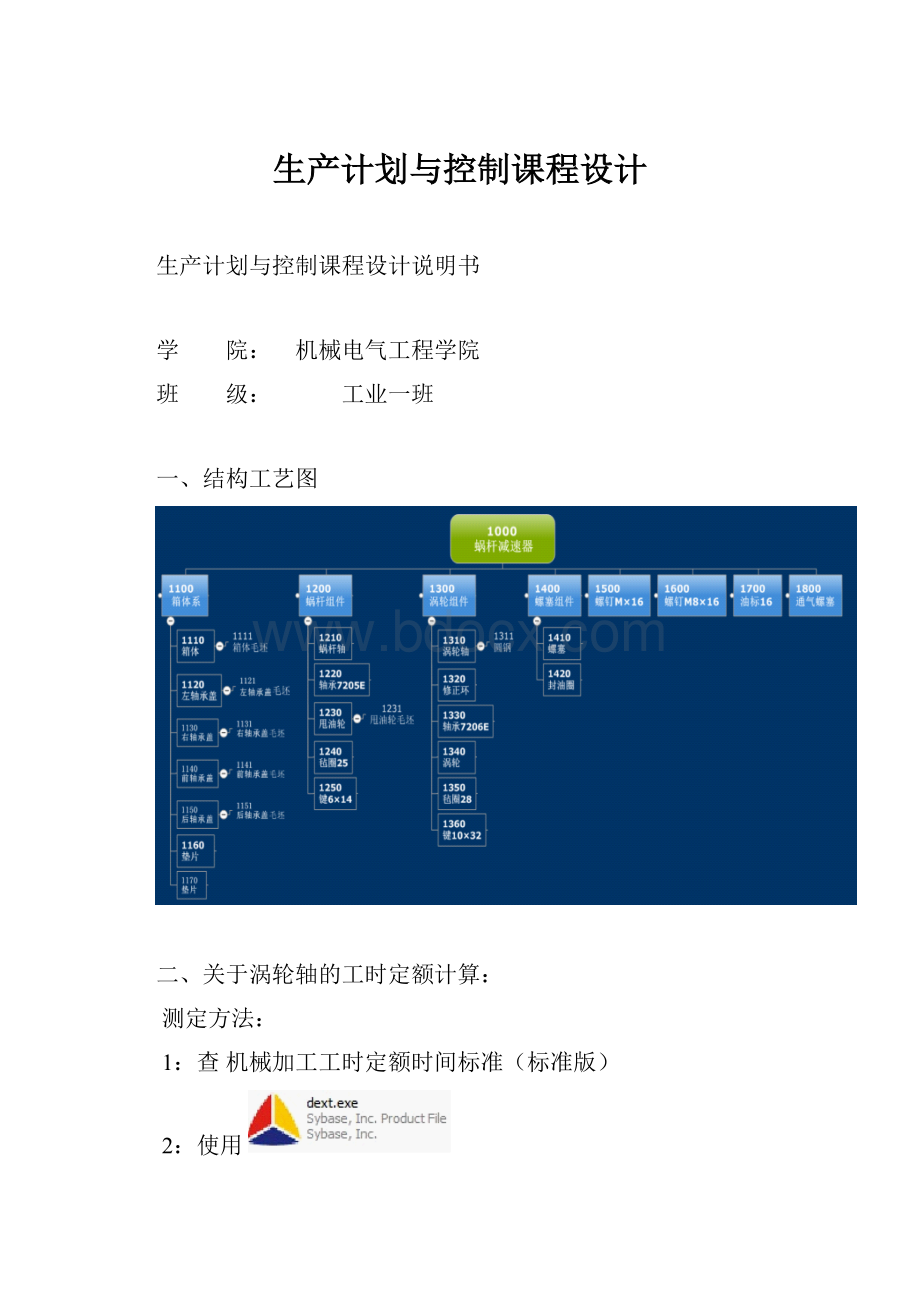
一、结构工艺图
二、关于涡轮轴的工时定额计算:
测定方法:
1:
查机械加工工时定额时间标准(标准版)
2:
使用
车加工工时定额计算器
一、查涡轮轴的装卸时间定额:
1、涡轮轴L=175D=35
得出T1=0.7min
二、查机床加工时间定额
1、轴端1d=25l=50表面光洁度=3.2
则机加工轴端1所需定额时间:
T21=1.79
2、轴端2d=28l=25表面光洁度=6.3
则车加工轴端2T22=1.178
3、轴端3d=30l=30表面光洁度=1.6
则车加工轴端3T23=2.587
4、轴端4d=35l=40表面光洁度=3.2
则车加工轴端4T24=1.875
5、轴端5d=30l=30表面光洁度=1.6
加工轴端5T25=2.587
三、铣床加工
1、铣床装卸时间定额
D=35L=175
则涡轮轴在铣床上的装卸时间定额T31=1.3min
2、铣轴端1上的键槽l=40b=8h=4
则铣轴端1上l=40h=4b=8的键槽T32=3.8min
3、铣轴端4上的键槽l=32b=10h=5
则铣轴端4上l=32b=10h=5的键槽T33=3.5min
综上,加工该涡轮轴需:
车床:
T车=11min+宽放时间=2min=13min
铣床:
T铣=9min+宽放时间=3min=12min
车床+铣床:
T总=25min
左轴承端盖
1、钻床工时确定
钻孔:
T=(L+L
+L
)/f
=(34-24+1.5+3)/200=0.0725min
注:
(1)钻,扩空时L
=2到4
(2)L
=(D-d
)×Cotk
/2+1.5=1.5,L
=3
L----------------------进次数
f
---------------------进给量
d
---------------------扩,较前的孔径
D---------------------扩,较后的孔径
钻床进给量确定:
f
=0.2mm/r×1000r/min=200mm/min
沉空:
T=(L+L
)/f
=(6+1.5)/200=0.0375min(注:
沉孔Ф12深6)
钻床所用时间:
T钻=(0.7+0.2+0.0725+0.2+0.0375)×4+0.5=5.34min
注:
0.7min----------------装卡具时间
0.2min----------------更换钻头和刀具时间
0.5min----------------取下工件与钻头时间
参考机械工业出版社《实用机械制造工艺设计手册》,154页时间定额的估算及157页典型动作辅助时间定额参考值.
2、车床工时确定
由机械工业部机床行业《机加工劳动定额时间标准》查的如下信息:
车刀作业面
走刀时间
走刀次数
装卸时间
Ф102的外圆
1.5
1
1.5
Ф65h6外圆
1.7
2
0.9
Ф52k7内圆
2.7
2
0.7
Ф102-Ф65之间面
0.1
1
0.7
Ф102面
1.5
1
0.5
Ф65面
1.4
1
0.7
T车=1.5+1.7+2.7+0.1+1.5+1.4+1.5+0.9+0.7+0.7+0.5+0.7=13.9min
所以T=T钻+0.5+T车=20min注:
0.5min--------------搬运时间
右轴承端盖
1、钻床工时确定
钻孔:
T=(L+L
+L
)/f
=(34-24+1.5+3)/200=0.0725min
沉空:
T=(L+L
)/f
=(6+1.5)/200=0.0375min(注:
沉孔Ф12深6)
钻床所用时间:
T钻=(0.7+0.2+0.0725+0.2+0.0375)×4+0.5=5.34min
注:
0.7min----------------装卡具时间
0.2min----------------更换钻头和刀具时间
0.5min----------------取下工件与钻头时间
2、车床工时确定
由机械工业部机床行业《机加工劳动定额时间标准》查的如下信息:
车刀作业面
走刀时间
走刀次数
装卸时间
Ф102的外圆
1.5
1
1.5
Ф65h6外圆
1.7
2
0.9
Ф52k7内圆
2.7
2
0.7
Ф102-Ф65之间面
0.1
1
0.7
Ф102面
1.5
1
0.5
Ф65面
1.4
1
0.7
Ф26内圆
2.9
2
0.7
密封槽
0.4
1
0.5
T车=1.5+1.7+2.7+0.1+1.5+1.4+1.5+0.9+0.7+0.7+0.5+0.7+2.9+0.7+0.4+0.5=15.1min
所以T=T钻+0.5+T车=21min注:
0.5min--------------搬运时间
前轴承端盖
1、钻床工时确定
钻孔:
T=L*i/f
=(L+L
+L
)/f
=(40-28+1.5+3)/(0.2×1000)=0.0825min
注:
L
=(D-d
)×Cotk
/2+1.5=1.5,L
=3
L----------------------进次数
f
---------------------进给量
钻床进给量确定:
f
=0.2mm/r×1000r/min=200mm/min
沉空:
T=(L+L
)/f
=(8+1.5)/200=0.0475min(注:
沉孔Ф14深8)
钻床所用时间:
T钻=(0.7+0.2+0.0825+0.2+0.0475)×6+0.2=7.6min
注:
0.7min----------------装卡具时间
0.2min----------------更换钻头和刀具时间
0.2min----------------取下工件时间
2、车床工时确定
由机械工业部机床行业《机加工劳动定额时间标准》查的如下信息:
车刀作业面
走刀时间
走刀次数
装卸时间
Ф62j7内圆
2.9
2
2.6
Ф140h6外圆
2.4
2
1
Ф184-Ф140之间面
0.2
1
1
T车=2.9+2.6+2.4+1+0.2+1=10.1min
所以T=T钻+0.5+T车=18.2min注:
0.5min--------------搬运时间
后轴承端盖
1、钻床工时确定
钻孔:
T=L*i/f
=(L+L
+L
)/f
=(40-28+1.5+3)/(0.2×1000)=0.0825min
注:
L
=(D-d
)×Cotk
/2+1.5=1.5,L
=3
L----------------------进次数
f
---------------------进给量
钻床进给量确定:
f
=0.2mm/r×1000r/min=200mm/min
沉空:
T=(L+L
)/f
=(8+1.5)/200=0.0475min(注:
沉孔Ф14深8)
钻床所用时间:
T钻=(0.7+0.2+0.0825+0.2+0.0475)×6+0.2=7.6min
注:
0.7min----------------装卡具时间
0.2min----------------更换钻头和刀具时间
0.2min----------------取下工件时间
2、车床工时确定
由机械工业部机床行业《机加工劳动定额时间标准》查的如下信息:
车刀作业面
走刀时间
走刀次数
装卸时间
Ф62j7内圆
2.9
2
2.6
Ф140h6外圆
2.4
2
1
Ф184-Ф140之间面
0.2
1
1
Ф29内圆
2.7
2
1
密封槽
0.2
1
1
T车=10.1+2.7+1.0.2+1=15min
所以T=T钻+0.5+T车=23.1min注:
0.5min--------------搬运时间
零件工艺路线和工时定额
工作中心
车床
铣床
刨床
钻床
零
件
号
零
件
名
称
工
序
号
作业时间
宽放时间
工
序
号
作业时间
宽放时间
工
序
号
作业时间
宽放时间
工
序
号
作业时间
宽放时间
1110
箱体
16
2
23
1
1120
左轴承端盖
13.9
1.1
5.34
1.66
1130
右轴承端盖
15.1
1.9
5,34
1.77
1140
前轴承端盖
10.1
1.9
7.6
1.4
1150
后轴承端盖
15
1
7.6
1.4
1230
甩油轮
7.7
1.3
5.6
1.4
1310
蜗轮轴
11
2
9
3
注:
(1)作业时间:
直接用于完成生产任务,实现工艺过程的时间.由上述表达以得出.
(2)宽放时间:
是指劳动者在工作过程中,因工作需要、休息和生理需要,在作业时间上需要予以补偿的时间.
①布置和照管工作地时间②休息和生理需要时间③准备与结束时间.
产品BOM表
层次
母件代码
子件代码
子件名称
单位
来源
数量
扩展数量
采购
提前期
加工
提前期
0
1000
蜗杆减速器
件
Z
5400
5400
1
1
1000
1100
箱体系
件
Z
5400
5400
1
1
1000
1200
蜗杆组件
件
Z
5400
5400
1
1
1000
1300
蜗轮组件
件
Z
5400
5400
1
1
1000
1400
螺塞组件
件
Z
5400
5400
1
1
1000
1500
螺钉M6×14
个
G
43200
43632
3
1
1000
1600
螺钉M8×16
个
G
64800
65448
3
1
1000
1700
油标16
个
G
5400
5454
3
1
1000
1800
通气螺塞
件
X
5400
5454
5
2
1100
1110
箱体
件
X
5400
5400
5
2
1100
1120
左轴承端盖
件
X
5400
5400
2
2
1100
1130
右轴承端盖
件
X
5400
5400
5
2
1100
1140
前轴承端盖
件
M
5400.
5400
5
2
2
1100
1150
后轴承端盖
件
M
5400
5400
2
2
1100
1160
垫片
片
X
10800
10908
3
2
1100
1170
垫片
片
X
10800
10908
3
2
1200
1210
蜗杆轴
件
X
5400
5400
5
2
1200
1220
轴承7025E
件
G
10800
10800
5
2
1200
1230
甩油轮
件
M
10800
10800
5
2
2
1200
1240
毡圈26
片
X
10800
10908
3
2
1200
1250
键6×14
个
G
10800
10908
3
2
1300
1310
蜗轮轴
件
M
5400
5400
2
2
1300
1320
修正环
个
X
5400
5400
5
2
1300
1330
轴承7026E
件
G
10800
10800
5
2
1300
1340
蜗轮
件
X
5400
5400
5
2
1300
1350
毡圈28
片
X
10800
10908
3
2
1300
1360
键10×32
个
G
5400
5454
3
2
1400
1410
螺塞
件
X
5400
5454
3
2
1400
1420
封油圈
片
G
5400
5454
3
3
1110
1111
箱体毛坯
件
X
5400
5400
5
3
1120
1121
左轴承端盖毛坯
件
X
5400
5400
5
3
1130
1131
右轴承端盖毛坯
件
X
5400
5400
5
3
1140
1141
前轴承端盖毛坯
件
X
5400
5400
5
3
1150
1151
后轴承端盖毛坯
件
X
5400
5400
5
3
1230
1231
甩油轮毛坯
件
X
10800
10800
5
3
1310
1311
圆钢35
米
G
5400
5400
3
(注:
Z:
组装M:
自制X:
外协G:
外购)
箱体加工过程分析:
箱体毛坯在铣床上的加工时间=6200×18=49600min
箱体毛坯在钻床上的加工时间=6200×24=148800min
甩油轮加工过程分析:
甩油轮在车床上的加工时间=6200×9=55800min
甩油轮在刨床上的加工时间=6200×7=43400min
前轴承盖加工过程分析:
前轴承盖在车床上的加工时间=6200×12=74400min
前轴承盖在钻床上的加工时间=6200×9=55800min
后轴承盖加工过程分析:
后轴承盖在车床上的加工时间=6200×16=99200min
后轴承盖在钻床上的加工时间=6200×9=55800min
左轴承盖加工过程分析:
左轴承盖在车床上的加工时间=6200×15=93000min
左轴承盖在钻床上的加工时间=6200×7=43400min
右轴承盖加工过程分析:
右轴承盖在车床上的加工时间=6200×17=105400min
右轴承盖在钻床上的加工时间=6200×7=43400min
蜗轮轴加工过程分析:
蜗轮轴在车床上的加工时间=6200×13=80600min
蜗轮轴在铣床上的加工时间=6200×12=74400min
对已具备的生产能力分析:
5台车床1天的总工时=16×60×5=4800min
2台铣床1天的总工时=16×60×2=1920min
2台钻床1天的总工时=16×60×2=1920min
1台刨床1天的总工时=16×60=960min
通过分析已有的产能和所要加工的零部件,在充分利用车、铣、刨、钻床的情况下,假设大致先选择生产甩油轮、后轴承盖、左轴承盖和蜗轮轴.则:
7月1日至10月31日(去除节假日),生产时间为82天,其中最长采购提前期为5天,留2天的安全时间.则从开始生产到装配结束的最长时间为77天.为了减少在制品的库存,所以计划采用边生产边装配的方式,过程如下:
先车一天,下一天在进行铣、刨或钻.则第三天才能开始装配.则根据此流程可计算推断出纯生产时间为73天.
车床:
4800÷(9+9+15+16+13)=77(件)<6200÷73=85(件)
则需要考虑部分部件外协.逐步选定外协部分甩油轮
铣床:
1920÷12=160(件)>85
钻床:
1920÷(9+7)=120(件)>85
刨床:
960÷7=137(件)>85
若每天生产85件甩油轮、后轴承盖、左轴承盖和蜗轮轴.,则在车床剩余工时=4800—85×(9+15+16+13)=295min则每天加工蜗轮轴的数量=85+295÷9=117(件)
若每天生产85件,则需要6200÷85=72.941.则通过计算可知,在73天的加工时间中,有72天每天生产85件,1天生产80件
采购部件批量分析:
采购批量按物件大小进行订货,小批量一次到货,大批量多次到货.
7月材料采购计划表
序号
代码
名称
规格
采购数量
到货
日期
单价
金额
备注
1
1500
螺钉
M6×14
43200
09-12
0.23元/个
9936元
2
1600
螺钉
M8×16
64800
09-12
0.26元/个
16848元
3
1700
油标
16
5400
09-12
1.3元/个
7020元
4
1220
轴承
7025E
5400
09-12
10元/个
54000元
5
1250
键
6×14
10800
09-12
1元/个
10800元
6
1330
轴承
7026E
5400
09-12
10元/个
54000元
7
1360
键
10×32
5400
09-12
1.1元/个
5940元
8
1420
封油圈
10800
09-12
0.8元/个
8640元
9
1311
圆钢
35
2.5吨
07-09
4090元/吨
10225元
外协部件订货批量分析:
由于是7月27日开始生产,所以毛坯基本都是7月9日到货,由于毛坯体积较大,占地叫广,不适合大批量运送,所以根据运费,仓储费用,个体属性等条件,将毛坯定位没5天到货一次,遇到特殊特殊对待.其他物件,如体积等较小,则分两次到货,大体积的货物按毛坯的到货方法到货
7月外协加工计划表
序号
编码
名称
规格
数量
交货日期
备注
1
1100
箱体
204×190×255
408
09-12
2
1100
箱体
204×190×255
960
09-17
3
1100
箱体
204×190×255
960
09-24
4
1100
箱体
204×190×255
960
10-08
5
1100
箱体
204×190×255
960
10-15
6
1100
箱体
204×190×255
960
10-22
7
1100
箱体
204×190×255
192
10-29
8
1130
右轴承端盖
Ф102×40
408
09-12
9
1130
右轴承端盖
Ф102×40
960
09-17
10
1130
右轴承端盖
Ф102×40
960
09-24
11
1130
右轴承端盖
Ф102×40
960
10-08
12
1130
右轴承端盖
Ф102×40
960
10-15
13
1130
右轴承端盖
Ф102×40
960
10-22
14
1130
右轴承端盖
Ф102×40
192
10-29
15
1120
左轴承端盖
Ф102×40
408
09-12
16
1120
左轴承端盖
Ф102×40
960
09-17
17
1120
左轴承端盖
Ф102×40
960
09-24
18
1120
左轴承端盖
Ф102×40
960
10-08
19
1120
左轴承端盖
Ф102×40
960
10-15
20
1120
左轴承端盖
Ф102×40
960
10-22
21
1120
左轴承端盖
Ф102×40
192
10-29
22
1800
通气螺塞
Ф22×23
2328
09-12
23
1800
通气螺塞
Ф22×23
3072
10-28
24
1160
垫片
Ф160×2
2328
09-12
25
1160
垫片
Ф160×2
3072
10-28
26
1170
垫片
Ф102×2
2328
09-12
27
1170
垫片
Ф102×2
3072
10-28
28
1210
蜗杆轴
Ф48×244
2328
09-12
29
1210
蜗杆轴
Ф48×244
3072
10-28
30
1240
毡圈
Ф25
2328
09-12
31
1240
毡圈
Ф25
3072
10-28
32
1320
修正环
Ф42×12
2328
09-12
33
1320
修正环
Ф42×12
3072
10-28
34
1340
蜗轮
Ф134×40
2328
09-12
35
1340
蜗轮
Ф134×40
3072
10-28
36
1350
毡圈
Ф25
2328
09-12
37
1350
毡圈
Ф25
3072
10-28
38
1410
螺塞
Ф22×23
2328
09-12
39
1410
螺塞
Ф22×23
3072
10-28
40
1230
甩油轮毛坯
Ф50×24
605
08-27
41
1230
甩油轮毛坯
Ф50×24
685
09-03
42
1230
甩油轮毛坯
Ф50×24
685
09-10
43
1230
甩油轮毛坯
Ф50×24
685
09-17
44
1230
甩油轮毛坯
Ф50×24
685
09-24
45
1230
甩油轮毛坯
Ф50×24
685
10-08
46
1230
甩油轮毛坯
Ф50×24
685
10-15
47
1230
甩油轮毛坯
Ф50×24
548
10-22
48
1121
前轴承端盖毛坯
Ф164×44
1220
07-27
49
1121
前轴承端盖毛坯
Ф164×44
1065
08-06
50
1121
前轴承端盖毛坯
Ф164×44
1065
08-13
 升级会员
升级会员 