07001金地中心施工组织设计中第七章至第十章.docx
《07001金地中心施工组织设计中第七章至第十章.docx》由会员分享,可在线阅读,更多相关《07001金地中心施工组织设计中第七章至第十章.docx(59页珍藏版)》请在冰豆网上搜索。
07001金地中心施工组织设计中第七章至第十章
第七章钢结构工程
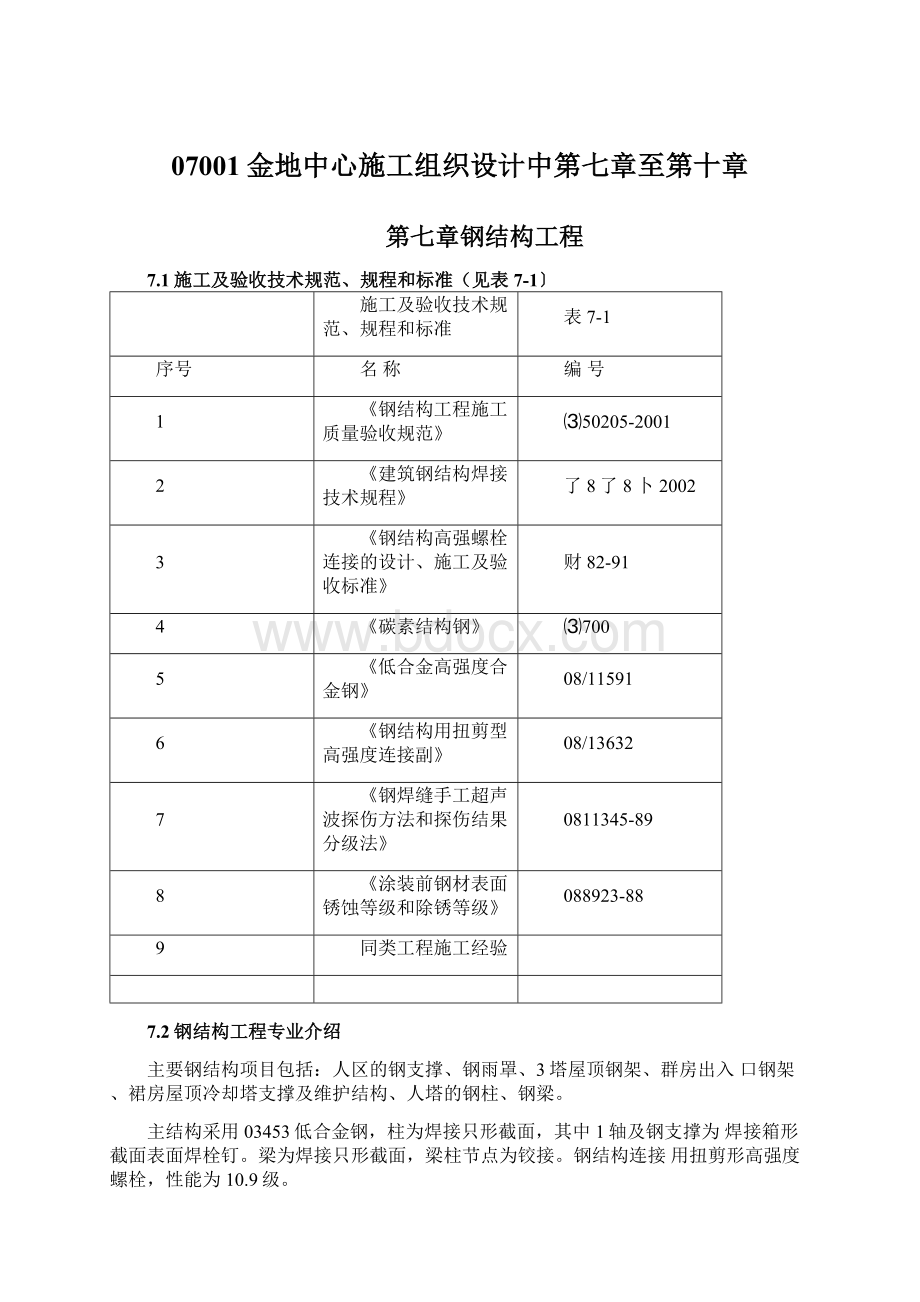
7.1施工及验收技术规范、规程和标准(见表7-1〕
施工及验收技术规范、规程和标准
表7-1
序号
名称
编号
1
《钢结构工程施工质量验收规范》
⑶50205-2001
2
《建筑钢结构焊接技术规程》
了8了8卜2002
3
《钢结构高强螺栓连接的设计、施工及验收标准》
财82-91
4
《碳素结构钢》
⑶700
5
《低合金高强度合金钢》
08/11591
6
《钢结构用扭剪型高强度连接副》
08/13632
7
《钢焊缝手工超声波探伤方法和探伤结果分级法》
0811345-89
8
《涂装前钢材表面锈蚀等级和除锈等级》
088923-88
9
同类工程施工经验
7.2钢结构工程专业介绍
主要钢结构项目包括:
人区的钢支撑、钢雨罩、3塔屋顶钢架、群房出入口钢架、裙房屋顶冷却塔支撑及维护结构、人塔的钢柱、钢梁。
主结构采用03453低合金钢,柱为焊接只形截面,其中1轴及钢支撑为焊接箱形截面表面焊栓钉。
梁为焊接只形截面,梁柱节点为铰接。
钢结构连接用扭剪形高强度螺栓,性能为10.9级。
裙房主出入口雨罩部分屋面采用压形钢板做底膜的组合屋面,框架梁上表面焊接栓钉。
型钢柱、型钢梁、钢桁架、钢雨罩、冷却塔支架,质量等级为一级,屋顶周边钢支架为二级,均要进行超声波探伤检查。
全部钢构件须喷砂除锈至80.5级,刷红丹一遍,防锈漆二遍。
钢结构表面喷涂防火涂料,耐火极限达到设计要求。
7.3钢结构加工制作工艺
7.3.1钢结构制作准备工作
7.3.1.1施工准备
根据设计院施工图及文件,制作厂将会同业主、原设计、吊装等单位,对钢结构的建造进行充分的讨论,从而确定可行的施工方案,同时进行钢结构的细化图设计、工艺设计及原材料的采购。
今细化图设计
根据设计施工图及文件的要求,在认真消化吸收的基础上采用软件对结构的构件尺寸进行复验,以得出准确的构件的相关位置、尺寸、角度等数据,并根据吊装和运输的要求,进行钢柱、钢梁等构件及机加工零件的细部设计,其中有些应包括分段图。
图纸中具有各详视图、节点连接详图,并注明安装位置、结构标高、相关尺寸、焊接要求、精度要求、涂装要求及相应的材料表。
细部图将送交源设计确认,作为施工验收的依据。
今工艺设计
根据施工方案的要求,进一步编制制作工艺、焊接工艺、涂装工艺、拼装工艺、运输方案等工艺文件,设绘工装、夹具、膜板、制作及拼装胎架、运输托架等工艺图。
今工艺技术准备
在主任工程师的主持下,编制钢结构制作工艺规程、技术文件指导全部生产过程。
工艺规程的主要内容:
^制定各种类型构件的总体加工方案、方法及工艺流程;
^规定各主要工序加工方法、质量标准及检查方法;
^制定成品检查验收标准及检查方法;
^制定工艺装备方案。
由主管工艺员(师)编制下列工艺技术文件:
^钢结构构件生产流程明细表;
^零件加工工艺过程单;
^焊接工艺规程;
^构件配料卡片。
7.3.1.2材料供货、管理及检验
今我公司为1809002质量体系认证单位,有健全的质量保证体系。
在材料供货方的选择上,我们始终坚守信誉第一的原则,经过广泛的市场调查,优中选优,选择一些供货商作为材料供应的合格分供方。
在此基础上通过材料的采购招标,确定最终供应商,确保做到质优价廉。
今材料进货检验和试验的工作流程(见图7-0。
材料进场检验流程图
图7-1材料进货检验流程图今材料供应商要提供材料质量证明书原件或加盖供材单位检验公章和经办人章的有效复印件。
材质证明书上各项理化指标必须符合现行国家标准的规定。
今材料进货质量检验主要由材料质检员、材料工程师负责,钢板的明显
部位要有清晰、牢固的钢印标志,并有材料制造标准代号、材料牌号及规格、炉(批)等标志。
钢板进场后首先进行材质证明的复验,合格后转入下道工序,不合格退货。
今钢板表面质量的检查除符合国家现行标准规定外,还应符合下列规定:
^钢材表面有锈蚀,麻点或划痕缺陷时,其深度不得大于板材厚度负允许偏差的1/2。
^钢材表面的锈蚀应符合《涂装前钢材表面锈蚀等级和除锈等级》088923的规定的6级。
今钢材端边或断口处不应有分层、夹渣等缺陷。
今办理材料入库手续,登记造册。
今本工程使用的焊接材料、高强螺栓及涂装材料均要有质量合格证明文件,高强螺栓还要复验其扭矩系数。
对于焊钉及焊接瓷环的规格、尺寸及偏差应符合《圆柱头焊钉》中的规定。
焊条外观不应有药皮脱落,焊芯生锈等缺陷,不应变潮结块。
7.3.2钢结构制作工艺7.3.2.1^形梁柱制作工艺
八.只形梁柱制作工艺流程图
钢柱钢梁
图7-2梁主要截面形式
原材料―钢材复验、入库、存放、发放―钢材预处理―排料、划线、放样―剪切―自动切割―调平―钢板对接、探伤―刨边―型钢组装―焊接〔自动埋弧焊)―矫正(翼缘矫正机、火焰矫正)―检测―钻模控制制孔―凃装故梁柱主要截面形式(见图1-2
北京金地中心工程施工组织设计匕只形梁柱制作工艺
今在预制平台上根据图纸的几何尺寸,按1:
1的比例放样,确认尺寸无误后下料。
今放样和下料时要根据工艺要求预留安装焊接收缩余量及切割、铣平等
加工余量。
今梁柱下料全部采用数控切割机,由于焊缝质量等级要求严格,所以焊缝为全熔透焊缝,在腹板上要开双面坡口(见图7-3〉。
今对切割后的板料表面进行检查,切割后不准有裂纹、夹渣、分层和大于1腿的缺棱。
气割允许偏差(爪爪〉表7-2
项目
允许偏差
零件宽度、长度
±3.0
切割面平面度
0.051且不大于2.0
割纹深度
0.2
局部缺口深度
1.0
今焊接要严格执行设计、规范的要求,并编制焊接工艺指导施工。
今梁柱组装时,其翼缘板、腹板的接口必须错开且大于200爪爪以上。
在
焊接时两端必须加设引弧板,防止端头产生焊接缺陷(见图7-4〉。
图7-4梁柱组装
今钢柱每米重量约0.551,要根据现场塔吊的吊装能力和回转半径确定钢柱的长度。
在具体实施工程中尽量把接口放在楼层标高1爪以上,这样既可以节约脚手架的搭设,又便于安装(见图7-5〉。
今只形梁柱焊接完成经校型后其两端应铣平,确保组对质量,同时又保证底座板与柱底磨光顶紧。
73.2.2箱形柱支撑加工工艺
八箱形柱制作工艺流程图(见图7-6〉
图7-6箱形柱制作工艺流程图8箱形柱、支撑制作工艺
今材料校验合格后进行下料,下料前必须认真熟悉图纸和加工工艺要求,
严格执行三检制,钢支撑必须放出大样后才能确定下料长度。
今为确保焊接质量两侧腹板边缘必须用刨边机加工坡口,坡口角度45。
钝边2臟(见图7-7〉。
图7-7刨边机加工坡口今板料气割时应至于平台上,用数控切割机下料。
箱形柱的组对应在组装胎具上进行。
今组对时应先将一侧面板放在胎具上固定卡住,将另一侧面板靠在支架上形成90。
直角,经检查无误后点焊(见图7-8〉
图7-8组对图
今再装另一侧面板而后用楔铁紧固,检查断面对角线尺寸符合要求后,同时点焊支撑最后封顶板,进行总体检查。
检查内容包括高度、宽度、
组对间隙、错边量等,几何尺寸应符合下列规定,达到要求后即可开始焊接(见表7-3〉。
几何尺寸规定表7-3
箱形截面高度
±2.0
宽度匕
±2.0
垂直度八
办/200,且不大于3.0
今焊接仍采用龙门自动焊(船型焊接〉。
7.3.238塔屋顶钢结构加工工艺
今在招标图纸中钢架结构截面尺寸未定,待确定设备后由设计确定。
今从视图中看出钢架为管结构,结构之间为相贯线连接,为此要用相贯线切割机下料。
今连接处要开坡口,制定焊接工艺,焊后进行无损检测。
7.3.24变截面箱形梁加工工艺
钢雨罩中部分梁与吊杆为变截面箱形梁,在加工过程中首先要按1:
1画出大样图,求取杆件的下料长度。
下料后凡需要拼接部分均要开坡口,焊后100^无损探伤检测。
组对应在专用组装胎具上进行(与箱形梁组装胎类同)当底和两侧侧板点固后,点焊隔板。
装配点焊时不得在焊道外打火,尽量避开焊缝的起点、终点。
隔板要求刨边顶紧,最后装顶板。
焊接采用手工电弧焊,主要采用退焊法施工。
对于较长焊缝可分两段,每段中再分若干小段,主要目的是分散应力减少焊接变形(见图7-9〉。
73.2.5焊接工艺
八焊工资格要求:
今凡是参加焊接的焊工,必须由有锅炉压力容器考试合格证的焊工来承担。
今为了保证焊接质量,施工前应对焊工进行专门的技术培训,提高焊工的操作技能,提高焊工遵守工艺规范的自觉性和责任感。
今凡是参加焊接的焊工必须具备良好的身体素质,焊接是非常艰苦的工作。
没有良好的身体素质是无法完成焊接工作的,更保证不了焊接质量。
8电焊条的管理:
今焊丝使用前必须除净锈蚀和油污,焊剂要烘干。
施工现场要专设焊条二次库,库内应设有温度计、湿度计、吸湿机和通风机,库内的相对湿度在6096以下。
今焊条二次库要有专人负责管理。
建立责任制,做好各项工作保证焊条质量。
今电焊条应按牌号、规格、分开码放,离开地面和墙壁均为0.30,保证焊条通风良好。
今焊条二次库管理人员要负责做好焊条的编号,制造日期、厂家、烘干日期、烘干温度与时间,保温温度与时间的记录工作。
今焊条二次库管理人员要做好焊条的发放工作,要严格按焊接工艺要求进行发放。
不合格的焊条不允许发放,要做好领用日期、领用人、焊接部位的记录。
今焊条二次库管理人员要做好未用完焊条的回收工作,回收焊条要统一保管,
要做好回收记录,要坚持焊条头的回收制度。
今焊条不得超过两次高温烘烤,为了防止浪费焊条,经二次库烘干的焊条首先发放使用,当日用完。
今焊条二次库管理人员按要求建立好各种台账,并做好详细记录。
今录,做好资料的记录、整理、保管工作。
〇施工现场气象管理:
今根据国家标准中的规定,当焊接环境出现下列任意情况时,如无有效的防护措施,禁止施焊。
^风速大于80/3^施工现场相对湿度大于^卩。
/。
^下雨、下雪
今施工现场气象管理人员要切实做好气象管理工作,提前与气象部门联系,随时掌握气象变化,提前做好准备工作。
保证焊接工作的顺利进行。
0焊接技术质量过程管理:
今做好焊接设备的各项准备工作,保证焊接设备的完好,仪器、仪表的灵敏度有效。
今检查坡口表面质量,组对质量应符合规范要求。
今根据实际情况制定焊接工艺。
2焊接点固要求:
今焊缝点固焊所使用的焊接材料,焊接技术要求要与主体焊缝焊接工艺相同〔包括吊装卡具、方母兄今焊缝点固前必须清除坡口内表面铁锈、油污、水分和尘土、清除干净后方能点焊。
今焊缝点固焊的焊肉长度,焊肉高度及间距,见表7-4。
焊缝点固焊的焊肉长度、焊肉高度及间距表7-4
点固焊缝长度
间足巨
焊肉高度
60〜80臟
300臟
〉10臟
今焊缝点固焊表面不得有裂纹和气孔,如出现上述缺陷,必须用砂轮或气刨清除,经检查确认彻底清除后,重新点固。
?
焊接过程中工艺规范及焊接线能量的测量与控制:
今正确选择焊接规范控制好焊接线能量是保证焊接质量的重要因素。
合理的焊接规范可使焊接线能量控制在工艺规范规定的范围内。
线能量过大时,造成焊缝晶粒粗大,热影响区增宽,屈服极限下降,冲击韧性下降。
因此要控制好其上限。
结构本身刚性大,焊接时若线能量过小,则冷却速度加快,热影响区就会硬化,加之氢的作用易产生裂纹,所以在焊接过程中要严格控制焊接规范,以保证焊接质量。
今焊接线能量的控制在于焊接工艺执行检查人员的责任落实是否尽到责任。
要求检测人员要认真执行工艺规范纪律。
严格要求每个焊接人员的执行情况。
做好焊缝线能
 升级会员
升级会员 