维修电工技师二级 理论知识试题精选论述题.docx
《维修电工技师二级 理论知识试题精选论述题.docx》由会员分享,可在线阅读,更多相关《维修电工技师二级 理论知识试题精选论述题.docx(13页珍藏版)》请在冰豆网上搜索。
维修电工技师二级理论知识试题精选论述题
维修电工(技师/二级)理论知识试题精选(论述题)
1.数控系统的自诊断功能及报警处理方法
答:
(1)开机自检数控系统通电时,系统内部自诊断软件对系统中关键的硬件和控制软件逐一进行检测。
一旦检测通不过,就在CRT上显示报警信息,指出故障部位。
只有开机自检项目全部正常通过,系统才能进入正常运行准备状态。
开机自检一般可将故障定位到电路或模块上,有些甚至可定位到芯片上。
但在不少情况下只能将故障原因定位在某一范围内,需要通过进一步地检查、判断,才能找到故障原因并予以排除。
(2)实时自诊断数控系统在正常运行时,随时对系统内部伺服系统、I/O接口以及数控装置的其他外部装置进行自动测试检查,并显示有关状态信息。
若检测到有问题,则立即显示报警号及报警内容,并根据故障性质自动决定是否停止动作或停机。
检查时,维修人员可根据报警内容,结合适时显示的NC内部关键标志寄存器及PLC的操作单元状态,进一步对故障进行判断与排除。
故障排除以后,报警往往不会自动消除,根据不同的报警,需要按“RESET”或“STOP”软键来消除,或需要电源复位或关机重新启动的方法消除,以恢复系统运行。
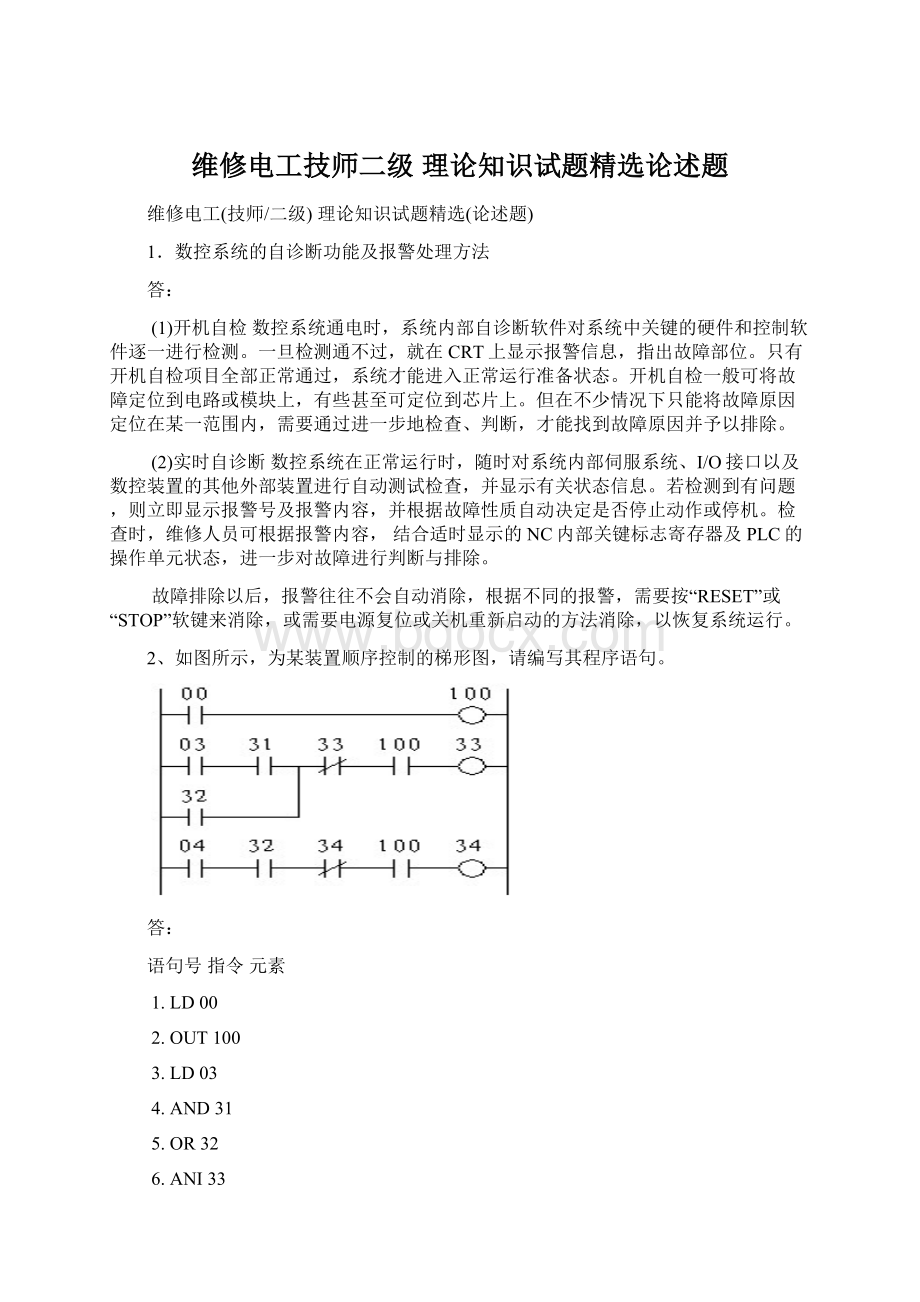
2、如图所示,为某装置顺序控制的梯形图,请编写其程序语句。
答:
语句号指令元素
1.LD00
2.OUT100
3.LD03
4.AND31
5.OR32
6.ANI33
7.AND100
8.OUT33
9.LD04
10.AND32
11.ANI34
12.AND100
13.OUT34
14.END
3.变频器的基本结构和键盘配置。
答:
变频器的基本结构:
变频器由主电路(包括整流器、中间直流环节、逆变器)和控制电路组成。
如图:
主电流部分,整流器把三相交流整流成直流电;逆变器是利用功率器件,有规律地控制其中主开关的通断,从而获得任意的三相输出,带动后面的交流电动机按可调转速远转;而中间的直流环节,则是利用其储能元件缓冲直流环节与电动机之间的无功功率交换。
控制电路部分,完成对整流器的电压控制,对逆变器的开关控制,并通过外部接口电路交换控制信息,同时完成保护功能。
变频器的键盘设置有:
(1)模式转换键更改工作模式用。
如显示、运行、及程序设定模式等,常用MOD、PRG等符号。
(2)增减键用于增加、减小数据。
常见符号有、、↑、、ⅴ、↓,以及加速数据修改的横向键、>、》等。
(3)读出、写入键在程序设定模式下,用于“读出”和“写入”数据码。
常见的符号有SET、READ、WRT、DATA、ENTER等。
(4)运行操作键在键盘运行模式下,用于进行“运行”、“停止”等操作。
如RUN“运行”、FWD(正转)、REV(反转)、STOP(停止、)JOD(点动)等。
(5)复位键用于故障跳闸后,使变频器恢复状态。
如RESET、RES。
(6)数字键。
在设定数字码时,可直接输入所需的数据。
例如“0~9”,和小数点“.”等
4.液压系统电气故障的分析方法。
答:
液压系统电气故障的分析方法是多种多样的。
这些故障可能是由某一个液压元件失灵引起的,也可能是系统中多个液压元件站综合因素造成的,还可能是因为液压油被污染了造成的。
即使是同一个故障现象,产生故障的原因也不相同。
特别是现在的许多设备,往往是机械、液压、电气及微型计算机等部分经过一体化设计的共同组合体。
产生故障的原因更为复杂。
因此,在排除故障时,必须对引起的故障因素逐一分析,注意其内在联系,找出主要矛盾,才比较容易能解决。
在许多情况下,可以尝试用分析电气系统的方法来分析液压系统。
例如将液压回路比作电气回路,将液压泵比作电流,将单向阀比作双向开关,将压力阀比作调电压源,将流量阀比作可调电流等。
维修技术的许多基本分析方法是互通的。
在分析液压系统故障时,充分运用电气系统的维修和检验知识,有利于液压系统的故障分析与排除。
不过液压系统又有其自身的特点:
由于它的各种元件、辅助机构以及油液大都在封闭的壳体和管道内——既石像机械系统那样可以从外部直接观察,又不像电气系统那样便于测量——要想准确地判断故障原因、确定排除方法,还需掌握有关流体力学和液压方面的知识,积累油路修理的经验和技巧。
5、用简易编程器将程序写入可编程控制器时,进行存储器清零和写入加工程序的具体操作如何。
答:
(1)、存储器清零
1)按CLEAR键
2)按STEP键
3)按0键
4)按STEP键
5)按4键
6)按4键
7)按7键
8)按DELETE键
(2)写入加工程序
1)按CLEAR键
2)按STEP键
3)按1键
4)按INSTR键
5)按LD键
6)按0键
7)按WRITE键
8)以后重复指令-元素号码,写入
9)每一次按WRITE键,步序号自动进位,不需再按STEP键
10)直至程序结束,写入END指令。
6、三台电动机M1、M2、M3,当M1启动时间过t1以后M2启动,再经过时间t2以后M3启动;停止时M3先停止,过时间t3以后M2停止,再过时间t4后M1停止。
请设计电气控制原理图。
答:
7、液压系统排除电气故障的基本步骤。
答:
(1)全面了解故障状况处理故障前应深入现场,向操作人员询问设备出现故障前后的工作状况和异常现常,产生故障的部位,了解过去是否发生过类似情况及处理经过。
(2)现场试车观察如果设备仍能动作,并且带病动作不会使故障范围扩大,应当启动设备,操纵有关控制机构,观察故障现象及各参数状态的变化,与操作人员提供的情况联系起来进行比较、分析。
(3)查阅技术资料对照本次故障现象,查阅《液压系统工作原理图》以及《电气控制原理图》,弄清液压系统的构成,故障所在的部位及相关部分的工作原理,元件的结构性能,在系统中的作用以及安装位置。
同时,查阅设备技术档案,看过去是否发生过同类或类似现象的故障,是否发生过与本次故障可能相关联的故障,以及处理的情况,以帮助故障判断。
(4)确诊故障根据工作原理,结合调查了解和自己观察的现象,作出一个初步的故障判断。
然后根据这个判断,进一步的检查、试验,肯定或修正这个判断,直至最后将故障确诊。
(5)修理实施阶段应根据实际情况,本着“先外后内,先调后拆,先洗后修”的原则,制订出修理工作的具体措施和步骤,有条不紊地进行修理。
(6)总结经验故障排除后,总结有益的经验和方法,找出防止故障发生的改进措施。
(7)记载归档将本次故障的发生、判断、排除或修理的全过程,详细记载,然后归入设备技术档案备查。
8、如图所示,多段速度控制的梯形图,编写其程序语句。
答:
语句号指令元素
1.LD00
2.OR30
3.AND01
4.AND02
5.OUT30
6.LD30
7.ANI32
8.OUTT50
9.K5
10.ANIT50
11.OUT31
12.LDT50
13.OR32
14.ANI30
15.AND31
16.OUT32
17.END
9、DK7705型线切割机床改造后进行调试时,控制精度的检验和加工精度的检测如何进行。
答:
(1)控制精度的检验
控制精度是指机床三个坐标轴在数控系统的控制下,运行所能达到的位置精度,并以此来判断加工零件时所能达到的精度。
检测工具有光学尺、量块、千分尺等。
测量仪器的精度等级必须比被测的精度高1~2个等级。
然后依照国家标准GB/T7926-1987《电火花线切切割机精度》,对机床的定位精度、重复定位精度、失动量等指标进行检测。
(2)加工精度的检测
在国家标准GB/T7926-1987《电火花线切割机精度》中也规定了加工精度的标准。
需要强调的是机床的工作环境应符合规定,工件选择热处理变形小、淬透性好的材料(如Cr12,Cr12MoV)。
仪器及量具均不应超过检定的有效期。
检验者应熟悉量具的使用及标准的含义。
改造后,机床的系统故障应明显减少,稳定性、加工精度、加工效率应明显提高,机床的功能比过去应该更多。
10、数控系统硬件故障的检查分析方法。
答:
数控系统硬件故障的检查分析方法有:
(1)常规检查法
①系统发生故障后,首先调查了解:
问询操作者故障发生前后的过程和现象;有针对性地观察开关设置、元器件外观、线路端子连接等可疑部分;聆听电机变压器、机电传动机构、及其他运动部件的声响有无异常;触摸电子器件、管壳机壳等发热部件稳升是否正常;嗅闻有无异常的漆塑焦糊气息。
即所谓“问、看、听、摸、嗅”观察。
②针对故障有关部分,检查连接电缆、连接线束、接线端子、插头插座等接触是否良好,有无“虚连、断线、松动、发热、锈蚀、氧化、绝缘破坏”等接触不良现象。
还要针对工作环境恶劣以及应定期保养的部件、元器件,看是否按规定进行了检查和保养。
③检查电源环节,电源电压不正常会引起莫名其妙的故障现象。
要查清是电源本身还是负载引起的,进而消除之。
(2)故障现象分析法
以现象为依据,功能为线索,找出故障的规律和产生的原因,在不扩大故障的前提下,或许要重复故障现象,求得足够的线索。
(3)显示监察法
通过面板显示与灯光显示,可把大部分被监视的故障识别结果以报警的方式给出。
充分利用装置、面板的指示灯分析,常能较快地找到故障。
(4)系统分析法
①应弄清楚整个系统的方框图,理解工作原理。
根据故障现象,判断问题可能出在哪个功能单元。
可以不必解析单元内部的工作原理,而根据系统方框图,将该单元的输入/输出信号以及它们之间的关系搞清楚。
测试其输入输出,判断是否正常。
②必要时可将该单元隔离,提供必要的输入信号,观察其输出结果。
问题确实缩小到某一单元,则可针对该单元进一步采取措施。
例如替代法、换件法、测绘排查法。
(5)信号追踪法
①按照系统图或框图,从前往后或从后往前,追踪有关信号的有无、性质、大小,及不同运行方式下的状态表现,与正常的比较分析、辨证思考。
②对于较长的通路,可采用分割法,从中间向两边查;甚至用“黄金分割法”——抓住一个关键点——将该通路分成泾渭分明的两边。
③多法变通使用:
用电笔、万用表、示波器的硬接线系统信号追踪法:
NC、PLC系统状态显示法;信号线激励追踪法;NC、PLC控制变量追踪法等。
(6)静态测量法
用万用表、测试仪对元件进行在线测量、离线测量,或借用“完好板”比较测量。
(7)动态测量
可制作一个加长板,将被测板接出来以后,开机通电测量。
再用逻辑推理的方法判断出故障点。
11、编写一张电气设备修理的大修工艺卡。
答:
一张电气设备修理的大修工艺卡将包括设备名称、型号、制造厂名、出厂年月、使用单位、大修编号、复杂系数、总工时、设备进厂日期、技术人员、主修人员、序号、工艺步骤、技术要求、使用仪器、仪表、本工序定额、备注等方面的内容,并编成表格,绘制成卡片。
(答题时,应将以上条目绘制在一个表格里,卡中的具体内容,可以选择工作中碰到的情况,加以设计、绘制。
具体表格形式,可以自行设计,或采用本地区、本单位的惯用形式,也可按照资料上的规格形式,加上具体的内容。
)
电气大修工艺卡
设备名称
型号
制造厂名
出厂年月
使用单位
大修编号
复杂系数
总工时
设备进场日期
技术人员
主修人员
1.5t电弧炉
**电炉厂
1979年7月
铸钢车间
99-04
FD/47
序号
工艺步骤、技术耍
 升级会员
升级会员 