刨花板国标New.docx
《刨花板国标New.docx》由会员分享,可在线阅读,更多相关《刨花板国标New.docx(30页珍藏版)》请在冰豆网上搜索。
刨花板国标New
刨花板-国标
LT
本标准参照采取国际ISO820-1975《刨花板定义和分类》;ISO9247-1989《人造板密度的测定》;ISO9425-1989《人造板含水率的测定》。
4.1.2厚度
4.1.2.1
各类刨花板的公称厚度为4、6、8、10、12、14、16、19、22、25、30mm等。
注:
经供需双方协议,可生产其他厚度的刨花板。
4.1.2.2
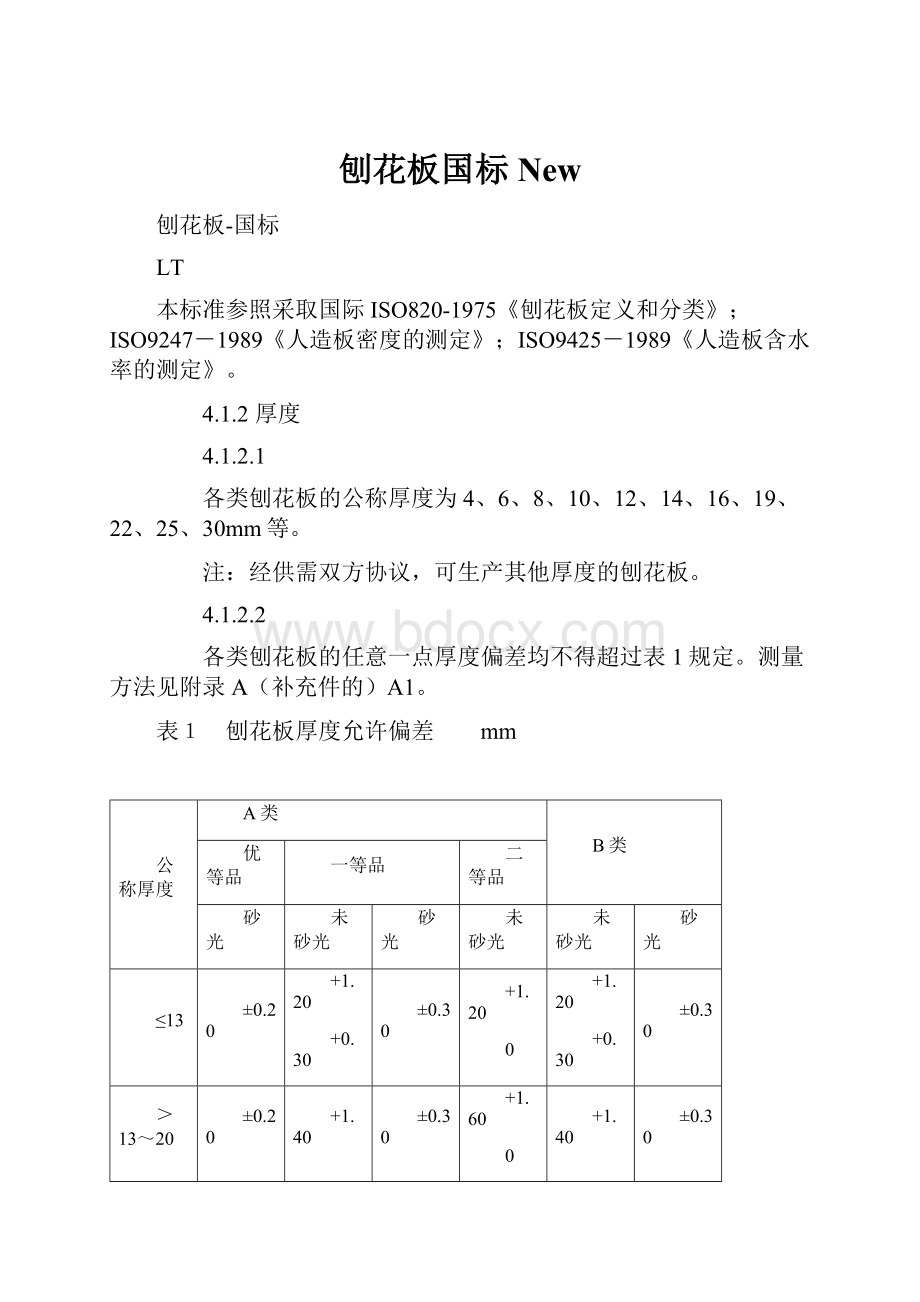
各类刨花板的任意一点厚度偏差均不得超过表1规定。
测量方法见附录A(补充件的)A1。
表1 刨花板厚度允许偏差 mm
公称厚度
A类
B类
优等品
一等品
二等品
砂光
未砂光
砂光
未砂光
未砂光
砂光
≤13
±0.20
+1.20
+0.30
±0.30
+1.20
0
+1.20
+0.30
±0.30
>13~20
±0.20
+1.40
+0.30
±0.30
+1.60
0
+1.40
+0.30
±0.30
>20
±0.20
+1.60
+0.30
±0.30
+2.00
0
+1.60
+0.30
±0.30
4.1.3幅面
4.1.3.1各类刨花板幅面尺寸按表2规定
表2 刨花板的幅面尺寸
宽 度
长 度
915
--
1830
--
--
1000
--
--
2000
--
1200
1220
--
--
2440
注:
经供需双方协议,可生产其他幅面尺寸的刨花板。
4.1.3.2 长度和宽度允许偏差为0~5mm。
测量方法见附录A(补充件)的A2。
4.1.4刨花板边缘不直度不超过1/1000(mm/mm)。
测量方法见附录A(补充件)的A3。
4.1.5刨花板两对角线之差允许值按表3规定。
表3 刨花板两对角线差 mm
板长度
允许值
≤1220
≤3
>1220~1830
≤4
>1220~1830
≤5
>2440
≤6
4.1.6 刨花板翘曲度允许值按表4规定。
测量方法见附录A(补充件)的A4。
表4 刨花翘曲度
厚 度
mm
允 许 值, %
A类
B类
优等品
一等品
二等品
>10
≤0.5
≤0.5
≤1.0
≤0.5
≤10
不测
4.1.7刨花板的外观质量应符合表5规定。
表5 刨花板外观质量要求
缺 陷 名 称
A类
B类
优等品
一等品
二等品
断痕、透裂
不许有
金属夹杂物
不许有
4.2.2 找出一张板的几个试件中最小值(静曲强度、内结合强度、表面结合强度)或最大 值(吸水厚度膨胀率)。
4.3性能值判定方法
4.3.1 一张板的静曲强度、内结合强度、表面结合强度的平均值和任一试件的最低值必须满足:
ˉX≥Su…………………………………………………
(2)
Xmin≥0.8Su……………………………………………(3)
式中:
Su――表6、7、8、9中规定值。
4.3.2一张板的吸水厚度膨胀率的算术平均值和任一试件的最低值必须满足:
4.3.3在检验多张板时,每一张板应满足4.3.1和4.3.2要求。
如不满足要求,则按第 6.4.1条重新检验和判定。
4.3.4对未作规定的其他性能指标,只按其算术平均值判定。
5试验方法
5.1取样及试件尺寸的规定
5.1.1仪器
5.1.1.1千分尺,精度0.01mm。
5.1.1.2游标卡尺,精度0.1mm。
5.1.1.3钢卷尺,精度1.0mm。
5.1.1.4天平,感量0.01g。
5.1.2方法
5.1.2.1按第6章规定抽取样本。
5.1.2.2刨花板根据板坯铺装方向不同,分别按图1中的a、b样本锯割三块试样,并注明试样号码,上、下表面和板边位置。
每块试样按图2和表10规定锯割试件。
表10试件的尺寸、数量及编号
测试项目
试件尺寸mm
试件数量个
试件编号
备 注
密度、含水率
100x100
6
①
一个试件上同时测定密度和含水率
静曲强度
长10h+50,但不小于200,宽50
12
②
h--板公称厚度
弹性模量
6
⑨
h--板公称厚度
内结合强度
50x50
6
③
表面结合强度
50x50
3
④
吸水厚度膨胀率
25x25
6
⑤
握螺钉力
板面150x50
3
⑥
板厚<25mm时用同度样中的同方向试件胶合
板边150x50
3x2
⑦⑧
板厚<16mm不测厚度≥16mm并<25mm时由3个试件胶合为一个试件(两侧加厚板可在试样中任意部位截取)
甲醛释放量
20x20
总质量约330g
5.1.2.3测量厚度时,应将千尺的测量面缓慢地放置在试件上,所施压力约为0.02MPa。
5.1.2.4测量长度和宽度时,游标卡尺应缓慢地卡在试件上,卡尺与试件平面的夹角约成45°。
5.1.2.5测量点的数量和位置,应根据5.2~5.9条规定测量。
5.1.2.6试件应置于标准气候室(空气相对湿度65±5%和温度20±2℃)内(测定含水率和甲醛释放量除外),直至达到恒重,即前后相隔24h两次称量所得结果,其差数不得超过试件质量的0.1%视为恒重。
注:
①甲醛释放量试样在热压后14~50天内抽取。
试件在离试样边缘50mm内截取。
尺寸为20mmx20mm。
试件锯完后立即时行气密包装。
并在两小时内开始测定游离甲醛,否则应重新制作试件。
②检测B类板弹性模量时,从每个试样上2个制作个弹性模量试件。
为此,当板厚度大于16mm时,试样幅面为(25h+100)X(25h+100)。
若板宽不够,边部试样可分别在样本两端锯割。
③静曲强度试件必须标明铺装方向和上下表面。
④静曲强度、内结合强度、弹性模量试件中,最少有一个试件在板边锯割。
5.1.3结果表示
5.1.3.1每次测量的结果应表示如下:
厚度:
精确至0.01mm。
长度和宽度:
精确至0.1mm。
质量:
精确至0.01g。
5.1.3.2确定试件的厚度、长度和宽度时,计算其算术平均值。
5.2密度的测定
5.2.1原理
确定每一试件质量与其体积之比。
5.2.2仪器
5.2.2.1千分尺,精度0.01mm。
5.2.2.2游标卡尺,精度0.1mm。
5.2.2.3天平,感量0.01g。
5.2.3方法
5.2.3.1试件在标准气候条件下放至恒重。
5.2.3.2称量每一试件质量,精确至0.01g。
5.2.3.3测试试件上的四个圆处的厚度值,精确至0.01mm。
试件厚度为四点厚度的算术平均值,精确至0.01mm。
5.2.3.4试件长度和宽度在试件边长的中部测量,精确至0.1mm。
5.2.4结果的表示
5.2.4.1每一试件的密度按式(6)计算,精确至0.01g/cm3。
ρ=m/v……………………………………………(6)
式中:
ρ-―试件的密度,g/cm3;
m-―试件的质量,g
v-―试件的体积,cm3。
5.2.4.2一张板的密度是同一张板内全部试件密度的算术平均值,精确至0.01g/cm3。
5.2.4.3一张板密度偏差以百分数表示,并按式(7)计算,精确至0.1%。
△ρ={〔(ρmax或ρmin)〕-ρ}/ρx100
式中:
△ρ----密度偏差,%;
ρmax----最大密度,g/cm3;
ρmin----最小密度,g/cm3;
ρ----平均密度,g/cm3。
5.3含水率的测定
5.3.1原理
通过称量,确定试件在干燥前后质量之差与干燥后质量之比。
5.3.2仪器
5.3.2.1天平,感量0.01g。
5.3.2.2 空气对流干燥箱,温度可控范围:
103±2℃。
5.3.2.3干燥器。
5.3.3方法
5.3.3.1测定含水率时,试件在锯割后应立即进行称量,精确至0.01g。
如果不可能,应避免试件含水率在锯割到称量期间发生变化。
5.3.3.2试件在温度103±2℃条件干燥至恒重,并称量,精确至0.01g。
注:
间隔6h两次称量所得的含水率差小于0.1%即视为恒重。
5.3.3.3干燥后的试件置于干燥器内冷却,防止从空气中吸收水分。
5.3.4结果的表示
5.3.4.1试件的含水率以百分数表示,并按式(8)计算,精确至0.1%。
H=(M0-M1)/x100……………………………………(8)
式中:
H----试件的含水率,%;
M0----试件干燥前的质量,g;
M1----试件干燥后的质量,g。
5.3.4.2计算一张板含水率的算术平均值,精确至0.1%。
5.4吸水厚度膨胀率的测定
5.4.1原理
试件的吸水厚度膨胀率是试件吸水后厚度的增加量与吸水前厚度之比。
5.4.2仪器
5.4.2.1恒温水槽,温度调节范围:
20±2℃。
5.4.2.2千分尺,精度0.1mm。
5.4.3方法
5.4.3.1试件在标准气候条件下放至恒重。
5.4.3.2测量试件中心点厚度,精确至0.01mm。
5.4.3.3将试件浸于20±2℃的水中,使水面高于试件表面约20mm,试件下表面与容器底部要有一定距离,试件之间要有一定间隙,可任其自由膨胀。
5.4.3.4浸泡2h±5min后,取出试件,擦去表面附水,在原测量点测其h2,测量工作必须在30min内完成。
5.4.4结果表示
5.4.4.1每一试件的吸水厚度膨胀率以百分数表示,并按式(9)计算,精确至0.1%。
D=(h2-h1)/h1x100………………………………(9)
式中:
D---------吸水厚度膨胀率,%;
h1---------浸水前试件厚度,mm;
h2---------浸水后试件厚度,mm。
5.4.4.2计算一张板的吸水厚度膨胀率的算术平均值,精确至0.1%。
5.4.4.3找出一张板中吸水厚度膨胀率试件中的最大值。
5.5内结合强度的测定
5.5.1原理
内结合强度是垂直于板面使试件破坏的最大拉力和试件面积之比。
5.5.2仪器
5.5.2.1万能力学试验机,精度10N。
5.5.2.2专用卡具。
5.5.2.3游标卡尺,精度0.1mm。
5.5.2.4秒表。
5.5.3方法
5.5.3.1试件在标准气候条件下放至恒重。
5.3.3.2在试件的长度、宽度中心线处测量宽度和长度尺寸,精确至0.1mm。
5.3.3.3聚醋酸乙乳胶或同等性能的胶粘剂,将试件和卡头粘结在一起,并再次放置在标准气候条件下,最少放置24h后进行检测。
5.5.3.4测试时均匀加载荷,从加荷开始应在30-90s内使试件破坏,记下最大载荷值,精确至10N。
5.5.3.5若测试时在胶层破坏,而所有测试值的平均值的平均值和最低值符合标准规定要求,则不再重做;若达不到要求,则应重取试件重做。
5.5.4.1每一试件内结合强度按式(10)计算,精确至0.01MPa;
Z=p/axb……………………………………(10)
式中:
Z----试件的内结合强度,MPa;
p----试件破坏时最大拉力,N;
a----试件的长度,mm;
b----试件的宽度,mm。
5.5.4.2计算一张板的内结合强度的算术平均值,精确至0.01MPa。
5.5.4.3找出一张板中内结合强度试件中的最小值。
5.6表面结合强度是表面层在垂直于板面拉力作用下板面层破坏所需最大拉力和在试件上胶合面积之比.
5.6.2仪器
5.6.2.1万能力学试验机,精度10N。
5.6.2.2专用卡头。
5.6.2.3游标卡尺,精度0.1mm;
5.6.2.4秒表。
5.6.3方法
5.6.3.1试件的上、下两面用铣刀各铣一环形槽,槽的内径为35.7mm(圆面积为1000mm2),浓度为0.3~0.8mm。
试件经铣槽后用砂纸轻砂,并除去粉尘。
若试件厚度小于10mm;需将2~3个试件胶合在一起。
胶合后的试件表面应分别代表板的上、下表面。
5.6.3.2试件在标准气候条件放至恒重。
5.6.3.3用H-914快速胶粘剂或热熔胶等其他同等功能的胶粘剂将卡头和试件的圆表面胶合在一起,胶粘剂用量根据胶粘剂种类不同而异,一般应在0.30g以下。
胶粘时使用压强为0.1~0.2MPa。
5.6.3.4将试件装在试机上(使用热熔胶时,须放至冷却和凝固),分别测试试件的两个表面,测试时应均匀加载荷,从加荷开始应在30~90s内使试件破坏,记下最大载荷值,精确至10N。
5.6.3.5若测试时在胶层破坏,而所有测试值的平均值和最低值符合标准规定要求,则不再测;若达不到要求,则应重取试件重测。
5.6.4结果表示
5.6.4.1试件表面结合强度按式(11)计算,精确至0.01MPa。
B=0.001p………………………………………………(11)
式中:
B----试件表面结合强度,MPa;
p----试件表面层破坏时的最大载荷,N。
5.6.4.2计算一张板的表面结合强度的算术平均值,精度至0.01MPa。
5.6.4.3找出一张板中表面结合强度试件的最小值。
5.7静曲强度的测定
5.7.1原理
静曲强度是在最大载荷作用时的弯矩和抗弯载面模量之比。
5.7.2仪器
5.7.2.1万能力学试验机,精度10N。
5.7.2.3千分尺,精度0.1mm
5.7.2.4秒表。
5.7.3方法
5.7.3.1试件在标准气候条件下放至恒重。
5.7.3.2试件宽度在长边中心处测量,精确至0.1mm。
厚度在试件长边中心,距边10处,每边各测一点,精确至0.01mm,计算时采用两点算术平均值,精确至0.01mm。
5.7.3.3测定静曲强度。
a.圆形加荷辊线应与支承辊轴线平行。
b.当试件厚度小于和等于7mm时,加荷辊、支承辊直径为15±0.5mm;
当试件厚度大于7mm时,加荷辊、支承辊直径为30mm±0.5mm。
加荷辊和支承辊长度大于试件宽度。
5.7.3.4两支承辊轴线距离为试件公称厚度的10倍,但不小于150mm。
加荷辊轴线必须与试件长轴中心线垂直。
5.7.3.5检测时,根据铺装方向和上下表面的不同各测三个试件。
5.7.4结果表示
5.7.4.1每一试件的静曲强度按式(12)计算,精确至0.1NPa。
δ=3PL/2bh2………………………………………………(12)
式中:
δ----试件的静曲强度,Mpa;
P----试件破坏时最大载荷,N;
L----两支承辊之间距离,mm;
b----试件的宽度,mm;
h----试件的厚度,mm。
5.7.4.2计算一张板静曲强度试件中的最小值,精确至0.1MPa。
5.7.4.3找出一张板中静曲强度试件中的最小值。
5.8弹性模量的测定
5.8.1原理
在材料的弹性极限范围内,载荷产生的应力与应变之比。
5.8.2仪器
5.8.2.1万能力学试验机,精度10N。
5.8.2.2游标卡尺,精度0.1mm。
5.8.2.3千分尺,精度0.01mm。
5.8.2.4秒表。
5.8.3方法
5.8.3.1试件在标准气候条件下放至恒重。
5.8.3.2试件宽度在长边中心处测量,精确至0.1mm。
厚度在试件长边中心,距边10mm处,每边各测一点,精确至0.01mm,计算时采用两点算术平均值,精确至0.01mm。
5.8.3.3测定弹性模量。
a.圆形加荷辊轴线应与支承担辊轴线平行。
b.当试件厚度≤7mm时,支承辊和加荷辊直径为15±0.5mm。
当试件>7mm时,支承担辊和加荷辊直径为30±0.5mm。
支承辊和加荷辊长度应大于试件宽度。
5.8.3.4两支承辊轴线距离为试件公称厚度的20倍,但不小于200mm。
加荷辊轴线必须与 试件长轴中心线垂直。
5.8.4结果表示
5.8.4.1在载荷-挠度曲线上,在最大载荷值的三分之一范围内计算载荷-挠度斜率,斜率采用三位有效数字。
5.8.4.2单个试件的弹性模量按式(13)计算,精确至10MPa。
E=L3/4bh3xp/y………………………………………………(13)
式中:
E----试件的弹性模量,Mpa;
L----两支座间距离,mm;
b----试件宽度,mm;
h----试件厚度,mm;
p/y----试件载荷-挠度曲线斜率,N/mm。
5.8.4.3计算一张板的弹性模量平均值,精确至10MPa。
5.9握螺钉力的测定
5.9.1原理
拨出拧入规定深度的木螺钉所需的力。
5.9.2仪器
5.9.2.1万能力学试验机,精度10N。
5.9.2.2专用卡具。
5.9.2.3台钻。
5.9.3方法
5.9.3.1握螺钉力分为两类:
螺钉垂直于刨花板面和平行于刨花板板面。
平行于刨花板板面又分平行和垂直板坯铺装方向两种。
5.9.3.2板面握螺钉力试件厚度必须大于25mm,不足时可用多个试件胶合成一件。
5.9.3.3板边握螺钉力试件厚度小于16mm者不作板边握螺钉力测试。
厚度大于或等于16mm并小于25mm者三块胶接为一件,厚度大于或等于25mm者直接取为试件。
5.9.3.4试件(或由几个试件胶合在一起的试件)在标准气候条件下放至恒重。
5.9.3.5测试握螺钉力采用GB100中规定的4x40木螺钉。
5.9.3.6测试板面握螺钉力时,在试件长度方向中心线中点及距两端40mm处,先用φ3mm钻头钻孔,导孔深为14mm,再拧入木螺钉,拧入深度19mm,钻导孔及拧入木螺钉必须注意保持和板面垂直。
5.9.3.7测试试件板边握螺钉力时,在试件长边厚度中心线上距端部40φ处(共两处)测定。
导孔及拧入深度同5.9.3.6条。
5.9.3.8拧进螺钉后,应立即进行拔钉试验。
卡具对准试验机中心,卡具(三)和试验机拉伸中心线垂直。
木螺钉与试验机拉伸中心线对正。
拔钉速度控制在15mm/min左右。
螺钉拔出时的最大力即为握螺钉力,读数精确至10N。
注:
木螺钉不得重复使用。
5.9.4结果表示
5.9.4.1每一试件的握螺钉力系拔出螺钉的最大拉力。
5.9.4.2分别计算一张板的板面握螺钉力的算术平均值和板边握螺钉力的算术平均值(平行和垂直铺装方向一起计算,精确至1N)。
5.10甲醛释放量的测定
5.10.1原理
穿孔法测定刨花板释放量基于下面两个步骤:
第一步穿孔萃取──把游离甲醛从板材中全部分离出来,它分为两个过程。
首先将溶剂甲苯与试件共热,通过液-固萃取使甲醛从板材中溶解出来,然后将溶有甲醛的甲苯通过穿孔与水进 行液-液萃取,把甲醛转溶于水中。
第二步将溶有甲醛的水溶液用碘量法加以定量。
在氢氧化钠溶液中,甲醛能被氧化成甲酸,进一步再生成甲酸钠,在酸性溶液中又还原成碘,这过量的碘则用硫代硫酸钠回滴,反应如下:
I2+NaOH=NaIO+NaI+H2O
CH2O+NaIO+NaOH=HCOONa+NaI+H2O
NaIO+NaI+H2SO=Na2SO4+I2+H2O
I2+2Na2S2O3=2NaI+Na2S4O6
5.10.2仪器与设备
5.10.2.1穿孔萃取仪,包括四个部分。
a.标准磨口圆底烧瓶,100ml,用以加热试件与溶剂进行液-固萃取。
b.萃取管,具有边管(包以石棉绳)与小虹吸管,中间放置穿孔器进行液-液穿孔萃取。
c.冷凝器,通过一个大小接头与萃取管联结,可促成甲醛-甲苯气体冷却液化与回流。
d.液封装置,包括90°弯头,小直管防虹吸球与三角烧瓶,防止甲醛气体逸出的虹吸装置。
5.10.2.2套式恒温器,宜加热的100ml圆底烧瓶,功率300W,可调温度范围为50~200℃。
5.10.2.3天平
a.感量为0.01g,称量范围0~100g。
b.感量为0.1g,称量范围0~100g。
5.10.2.4水银温度计,0~200℃。
5.10.2.5电热鼓风箱,控温器灵敏度±1℃,最高温度300℃。
5.10.2.6玻璃器皿
碘价瓶,500ml,4~10只。
单标线移液管,25,50,100ml,各4支。
棕色酸式滴定管,50ml,2支。
棕色碱式滴定管,50ml,2支。
量筒,10,20,100,250,1000ml,各4支。
干燥器,直径为20~24cm,2支。
表面皿,直径为12~15cm,10片。
容量瓶,1000,2000ml,各4只。
棕色容量瓶,1000ml,4只。
滴瓶,125ml,4只。
玻璃研钵,直径10~12cm,1只。
5.10.2.7小口塑料瓶,500,1000ml,各4只。
5.10.3方法
5.10.3.1仪器校验
先将仪器安装好,并固定在铁座上,烧瓶加热可用套式恒温器加热。
将500ml甲苯加入1000ml具标准磨口圆底烧瓶中,另将100ml甲苯及1000ml蒸馏水加入萃取管内,然后开始蒸馏。
调节加热器,使回流速度保持为每分钟30ml,回流时萃取管中液体温度不得超过40℃,若温度超过,必须采取降温措施,以保证甲醛在水中的溶解。
5.10.3.2试剂
甲苯(C7H8)分析纯。
碘化钾(KI)分析纯。
重铬酸钾(K2Cr2O7)优级纯。
硫代硫酸钠(Na2S3O3·5H2O)分析纯。
碘化汞(HgI2)分析
 升级会员
升级会员 