数控00001.docx
《数控00001.docx》由会员分享,可在线阅读,更多相关《数控00001.docx(12页珍藏版)》请在冰豆网上搜索。
数控00001
数控加工技术
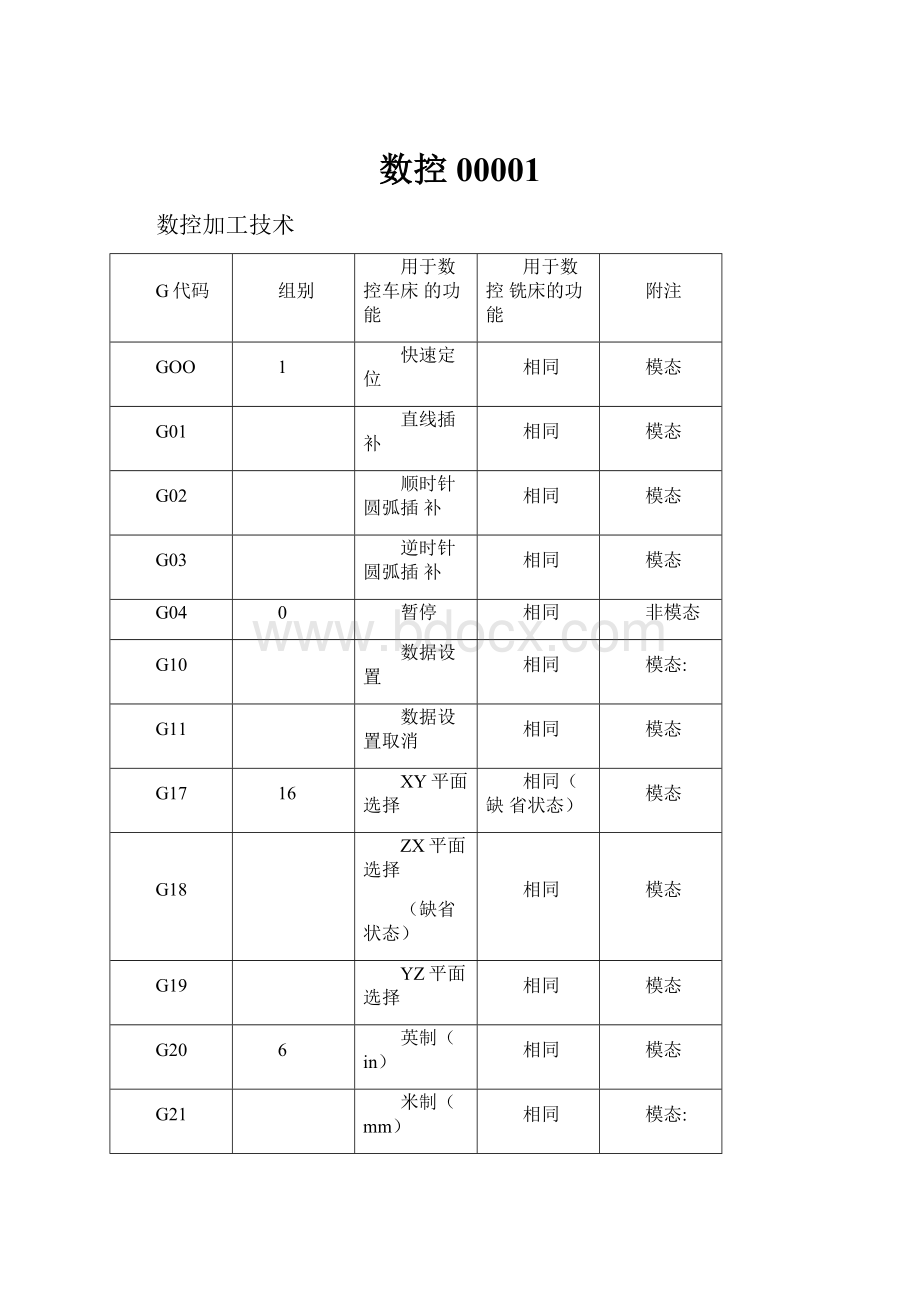
G代码
组别
用于数控车床的功能
用于数控铣床的功能
附注
GOO
1
快速定位
相同
模态
G01
直线插补
相同
模态
G02
顺时针圆弧插补
相同
模态
G03
逆时针圆弧插补
相同
模态
G04
0
暂停
相同
非模态
G10
数据设置
相同
模态:
G11
数据设置取消
相同
模态
G17
16
XY平面选择
相同(缺省状态)
模态
G18
ZX平面选择
(缺省状态)
相同
模态
G19
YZ平面选择
相同
模态
G20
6
英制(in)
相同
模态
G21
米制(mm)
相同
模态:
G22
9
行程检查功能
打开
相同
模态
G23
行程检查功能
关闭
相同
模态
G25
c
主轴速度波动
相同
模态
8
检查关闭
G26
主轴速度波动检查打开
相同
非模态
G27
0
参考点返回检查
相同
非模态
G28
参考点返回
相同
非模态
G30
第一参考点返
回
X
非模态
G31
跳步功能
相同
非模态
G32
1
螺纹切削
X
模态
G36
0
X向自动刀具补偿
X
非模态
G37
Z向自动刀具补偿
X
非模态
G40
7
刀尖半径补偿
取消
刀尖半径补偿取消
模态
G41
刀尖半径左补偿
刀尖半径左补偿
模态
G42
刀尖半径右补偿
刀尖半径右补偿
模态
1
X
刀具长度
模态
G43
正补偿
G44
X
刀具长度负补偿
模态
G49
刀具长度补偿取消
模态
G50
0
工件坐标原点设置,最大主轴速度设置
非模态
G52
局部坐标设置
相同
非模态
G53
机床坐标系设
置
相同
非模态
G54
14
第一工件坐标
系设置
相同
模态
G55
第二工件坐标
系设置
相同
模态
G56
第三工件坐标
系设置
相同
模态
G57
第四工件坐标相
1同
模态:
系设置
G58
第五工件坐标
系设置
相同
模态
G59
第六工件坐标系设置
相同
模态
G65
0
宏程序调用
相同
非模态
G66
12
宏程序模态调用
相同
模态
G67
宏程序模态调
用取消
相同
模态
G68
4
双刀架镜像打开
X
G69
4
双刀架镜像关
闭
X
G70
0
精车循环
X
非模态
G71
外圆/内孔粗
车循环
X
非模态
G72
端面粗车循环
X
非模态
G73
仿形车削循环
高速深孔钻孔循环
非模态
G74
端面啄式钻孔左
1旋螺纹
非模态:
循环
循环
G75
外径/内径啄式钻孔循环
精镗循环
非模态
G76
螺纹车削多次循环
X
非模态
G80
10
钻孔固定循环
取消
相同
模态
G81
X
钻孔循环
G82
X
钻孔循环
G83
端面钻孔循环
X
模态
G84
端面攻螺纹循环
攻螺纹循
环
模态
G85
X
镗孔循环
G86
端面镗孔循环
镗孔循环
模态
G87
侧面钻孔循环
背镗循环
模态
G88
侧面攻螺纹循环
X
模态
G89
侧面镗孔循环
镗孔循环
模态
G90
1
外径/内径车
削循环
绝对坐标编程
模态
G91
X
增量坐标
模态「
编程
G92
单次螺纹车削循环
工作坐标
原点设置
模态
G94
端面车削循环
X
模态
G96
2
恒表面速度设
置
X
模态
G97
恒表面速度设
置取消
X
模态
G98
5
每分钟进给
固定循环中返回到初始点
模态
G99
每转进给
固定循环中返回到
R点
模态
G107
圆柱插补
X
G112
极坐标插补
X
G113
极坐标插补取消
X
G250
多棱柱车削取消
X
G251
多棱柱车削
X
M代
码
用于数控车床
的功能
用于数控铣床
的功能
附注
MOO
程序停止
相同
非模态1
M01
程序选择停止
相同
非模态
M02
程序结束
相同
非模态「
M03
主轴顺时针旋
转
相同
模态
M04
主轴逆时针旋转
相同
模态
M05
主轴停止
相同
模态
M06
X
换刀
非模态:
M08
切削液打开
相同
模态
M09
切削液关闭
相同
模态「
M1O
接料器前进
X
模态
M11
接料器退回
X
模态
M13
1号压缩空气吹管打开
X
模态
M14
2号压缩空气
X
模态
吹管打开
M15
压缩空气吹管
关闭
X
模态
M17
两轴变换
X
模态
M18
三轴变换
X
模态—
M19
主轴定向
X
模态
M20
自动上料器工
作
X
模态
M30
程序结束并返
回
相同
非模态
M31
旁路互锁
相同
非模态:
M38
右中心架夹紧
X
模态
M39
右中心架松开
X
模态—
M50
棒料送料器夹
紧并送进
X
模态
M51
棒料送料器松
开并返回
X
模态
M52
自动门打开
相同
模态
M53
自动门关闭
相同
模态「
M58
左中心架夹紧
X
模态
M59
左中心架松开
X
模态
M68
液压卡盘夹紧
X
模态
M69
液压卡盘松开
X
模态
错误检测功能
相同
模态
M74
打开
M75
错误检测功能
关闭
相同
模态
M78
尾架套筒送进
X
模态
M79
尾架套筒退回
X
模态:
M80
机内对刀器送进
X
模态
M81
机内对刀器退
回
X
模态
M88
主轴低压夹紧
X
模态—
M89
主轴高压夹紧
X
模态
M90
主轴松开
X
模态
M98
子程序调用
相同
模态1
M99
子程序调用返
回
相同
地
址
功能
地
址
功能
A
坐标
字
绕X轴旋
转
N
顺序
号
程序段顺序号
B
坐标
字
绕Y轴旋
转
O
程序
号
程序号、子程序号的指定
C
坐标
字
绕Z轴旋
转
P
暂停或程序中某
功能开始使用的
顺序号
D
补偿
口
号
刀具半径补偿指令
Q
固定循环终止段号或固定循环中的定距
E
第二进给功能
R
坐标
字
固定循环中的定距或圆弧半径的指定
进给速度
进给速度
的指令
S
主轴功能
主轴转速的指令
G
准备
指令动作
T
刀具
刀具编号的指令
功能
方式
功能
H
补偿
口
补偿号的指定
U
坐标
字
与X轴平行的附加轴增量坐标值
号
或暂停时间
I
坐标
字
圆弧中心
X轴向坐标
V
坐标
字
与Y平行的附加
轴增量坐标值
J
坐标
字
圆弧中心
Y向坐标
W
坐标
字
与Z平行的附加轴增量坐标值
K
坐标
字
圆弧中心
Z向坐标
X
坐标
字
X轴绝对坐标值或暂停时间
L
重复次数
固定循环和子程序的重复次数
Y
坐标
值
丫轴绝对坐标值
M
辅助功能
机床开/关
指令
Z
坐标
字
Z轴绝对坐标值
符号
意义
付号
意义
HT或
TAB
分隔符
-
负号
LF或NL
程序段
结束
/
跳过任意程序段
%
程序开
始
•
•
对准功能
(
控制暂
停
BS
返回
)
控制恢
复
EM
纸带终了
+
正号
DEL
注销
 升级会员
升级会员 