水车标准化作业卡new.docx
《水车标准化作业卡new.docx》由会员分享,可在线阅读,更多相关《水车标准化作业卡new.docx(14页珍藏版)》请在冰豆网上搜索。
水车标准化作业卡new
号机水车回路小修标准化作业流程指导卡编号:
01
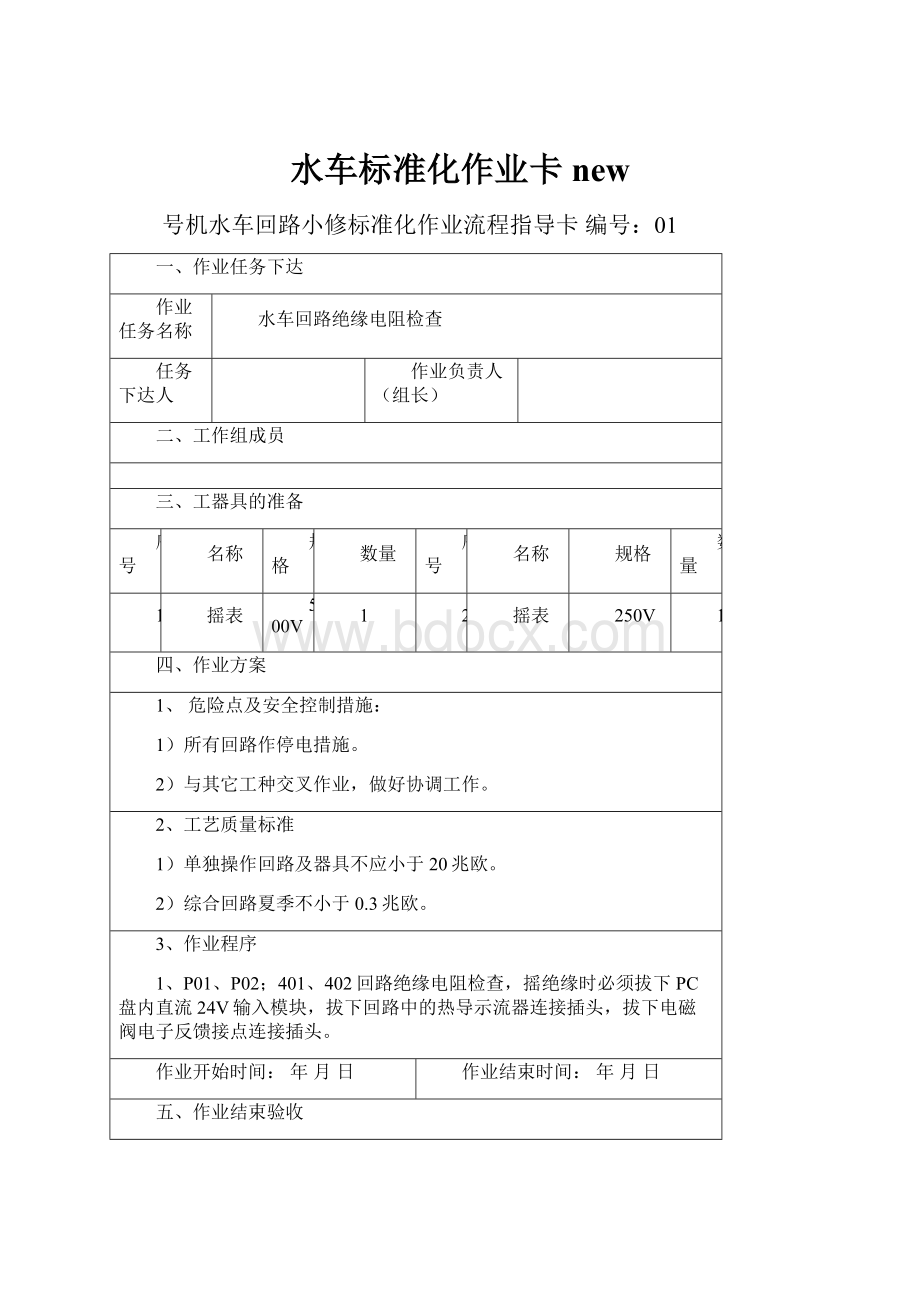
一、作业任务下达
作业任务名称
水车回路绝缘电阻检查
任务下达人
作业负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
摇表
500V
1
2
摇表
250V
1
四、作业方案
1、危险点及安全控制措施:
1)所有回路作停电措施。
2)与其它工种交叉作业,做好协调工作。
2、工艺质量标准
1)单独操作回路及器具不应小于20兆欧。
2)综合回路夏季不小于0.3兆欧。
3、作业程序
1、P01、P02;401、402回路绝缘电阻检查,摇绝缘时必须拔下PC盘内直流24V输入模块,拔下回路中的热导示流器连接插头,拔下电磁阀电子反馈接点连接插头。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
02
一、作业任务下达
作业任务名称
plc盘屏、电调柜、各控制箱内接线及水车自动器具接线清扫检查
任务下达人
作业负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
信号笔
3
2
螺丝刀
3
3
抹布
4
刷子
3
四、作业方案
1、危险点及安全控制措施:
1)部分电缆可能带电,做好电缆无电确认工作,带电不准工作。
2)现场环境复杂,穿戴好劳动保护用品,防止人身伤害。
2、工艺质量标准
1)接线无松动、烧损,有一定压力。
2)标号齐全。
3、作业程序
1)首先了解各部端子排。
2)确认线头有无松动。
3)确认标号是否齐全。
4)元件外观检查无开焊、脱落、松动、过热痕迹,无灰尘、无裂纹。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
03
一、作业任务下达
作业任务名称
电磁启动器检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)电缆带电,做好电缆无电确认工作,带电不准工作。
2、工艺质量标准
1)三相调整距离一致,机构动作灵活,启动时无响声。
2)接点光滑无明显烧损痕。
3)主接点切断后与移动接点间的距离为8~10.5mm。
4)主接点对外壳及接点间绝缘电阻不得小于15ΜΩ。
3、作业程序
1)接点及操作机构检查。
2)切换开关不应松动,接点可靠。
线圈不应松动,以免磨损导线或绝缘。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
04
一、作业任务下达
作业任务名称
电磁液压阀检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2)管路未恢复正常,确认管路和恢复正常状态。
2、工艺质量标准
1)阀体无卡涩,线圈无过热现象,阀体行程到位。
2)接点光滑无明显烧损痕。
3、作业程序
1)了解设备运行情况。
2)电磁阀外部检查。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
05
一、作业任务下达
作业任务名称
继电器检查(示流、压力、浮子及PLC盘继电器)
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2)现场环境复杂,穿戴好劳动保护用品,防止人身伤害。
2、工艺质量标准
1)确认各部位置正常,动作灵活。
2)接点端正,无烧损,有一定压力。
3、作业程序
1)了解设备运行情况。
2)继电器外部及接点检查。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导编号:
06
一、作业任务下达
作业任务名称
电气转速继电器检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验仪
四、作业方案
1、危险点及安全控制措施:
1)电缆带电,做好电缆无电确认工作,带电不准工作。
2、工艺质量标准
1)极对数、频率参数设定显示正确,各转速动作值正确。
3、作业程序1)上电检查。
2)参数检查。
3)设定值检查:
a)低频正弦波信号发生器输出线连接到转速测控器PT/永磁机输入端。
b)低频正弦波信号发生器输出频率(0~70Hz,1V~140V),记录0%,20%,36%,80%,90%,115%,140%的LED显示值和模拟量输出值,核对开关量R1-R8动作值,试验记录。
c)转速调整到100%,1秒钟内突加40%以上,140%接点不误动;将转速再调整到100%,显示恢复正常。
1秒钟内断开低频正弦波信号发生器输出,0%接点不误动。
反复断开接通转速测控器PT/永磁机输入端,显示和输出不波动。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
07
一、作业任务下达
作业任务名称
UPS不间断电源检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)放电时防止触电。
2、工艺质量标准
1)指示灯显示正确。
3、作业程序
1)了解UPS特性。
2)加电状态下,工作指示灯及状态灯指示正确。
3)UPS交流输出稳定,不随输入电压变化而出现大的波动。
4)进行一次放电,放电时间应大于10分钟,放电后上电充电,工况正常。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
08
一、作业任务下达
作业任务名称
各器具定值调整核对(电接点压力表,导水叶主令控制器)
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)导水叶主令控制器检查时防止接点变位,夹手。
2)工艺质量标准
1)与机组规定值一致。
2、作业程序
1)各种电接点压力表统一由机试班校验。
2)导水叶主令控制器检查:
接点无变位、损坏。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
9
一、作业任务下达
作业任务名称
PLC主机及模块检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2、工艺质量标准
1)指示灯正确。
2)模块插接牢固,接线可靠。
3、作业程序
1)了解PLC功能及特点。
2)确认PLC主机显示灯显示正常。
3)确认模块工作指示灯正常。
4)各模块安插牢固,固定螺丝无松动,机架接线牢固,屏蔽线接地可靠。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
10
一、作业任务下达
作业任务名称
上位机温度、压力、液位传感器测量值与实际值现场核对
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)措施未做全,与运行人员协调好。
2、工艺质量标准
1)正确反映实际温度、压力和液位。
3、作业程序
1)现场实际温度、压力和液位与上位机进行逐点比较。
2)如有不一致,进行修正。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
11
一、作业任务下达
作业任务名称
电液调速器电气部分检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)交直流电源切。
2)机械开限全关。
3)调速器放手动。
4)主阀全关,主阀电源403DK拉开。
2、工艺质量标准
1)插座连接牢固。
2)绝缘大于50兆欧。
3)电磁阀动作灵活。
4)电气仪表指示正确。
5)PLC动作正确。
3、作业程序
1)电调电气部分清扫。
2)PLC内部插件检查。
3)按钮、把手检查。
4)接线端子检查。
5)电液转换器(步进电机)检查
6)反馈电位器检查
7)紧急停机电磁阀检查
8)PLC电调模拟试验
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
12
一、作业任务下达
作业任务名称
压油装置、漏油泵、主阀及开停机、调相、信号、保护回路进行模拟动作试验
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
编程器
1
四、作业方案
1、危险点及安全控制措施:
1)现场环境复杂,与运行人员协调好。
2)取水门关。
3)计算机程序复杂,易影响其他机组运行,配合编程人员,掌握实时状况。
2、工艺质量标准
1)单一及整体回路动作正确。
3、作业程序
1)投入交直流电源。
2)保证自动器具在停机时状态。
3)输入点量试验,尽量使实际点量动作。
4)输出点量测试。
5)油压装置动作试验。
6)主阀、侧路阀动作试验。
7)漏油泵动作试验。
8)机组开停机模拟试验
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
 升级会员
升级会员 