整理特殊过程确认表.docx
《整理特殊过程确认表.docx》由会员分享,可在线阅读,更多相关《整理特殊过程确认表.docx(21页珍藏版)》请在冰豆网上搜索。
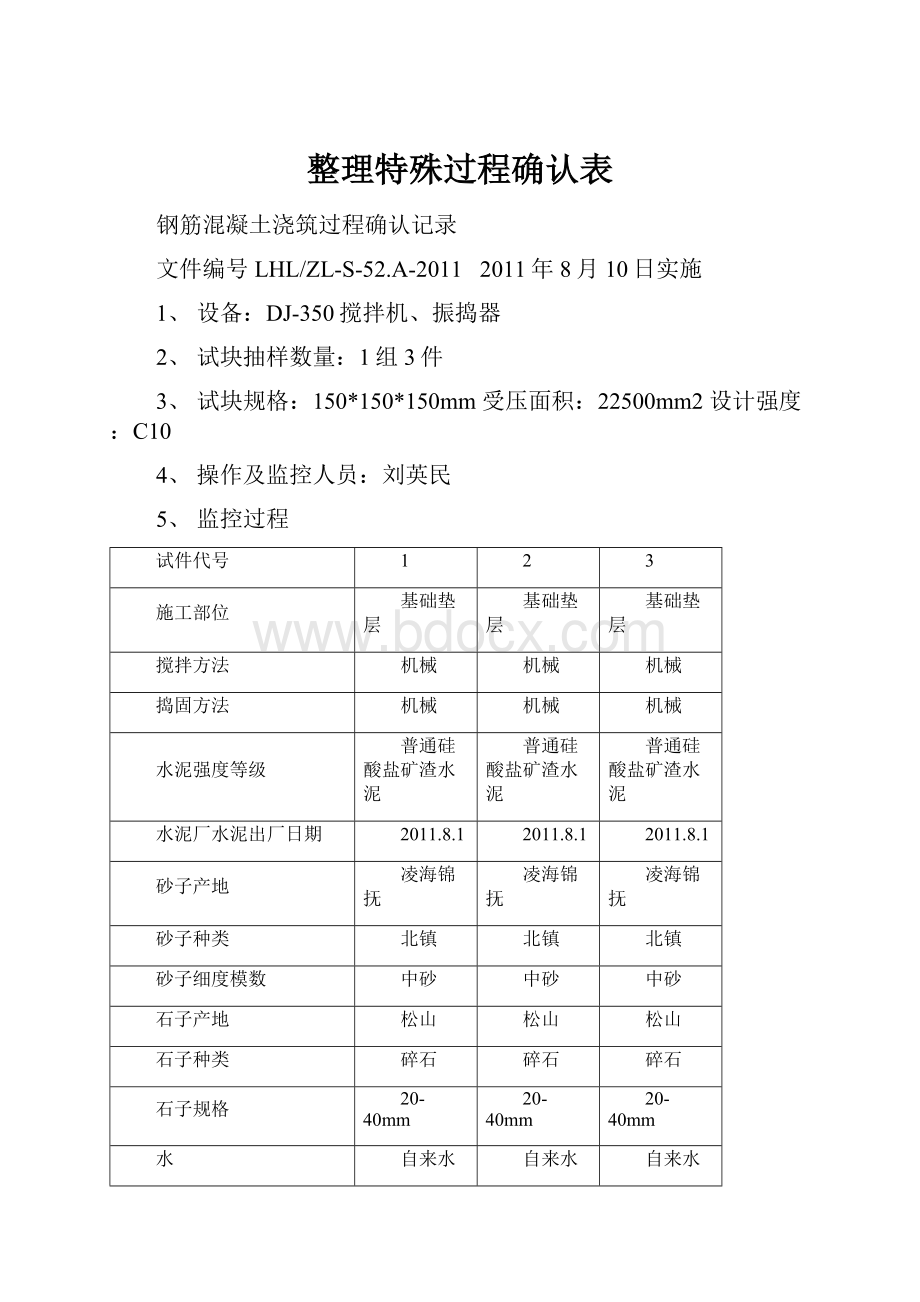
整理特殊过程确认表
钢筋混凝土浇筑过程确认记录
文件编号LHL/ZL-S-52.A-20112011年8月10日实施
1、设备:
DJ-350搅拌机、振捣器
2、试块抽样数量:
1组3件
3、试块规格:
150*150*150mm受压面积:
22500mm2设计强度:
C10
4、操作及监控人员:
刘英民
5、监控过程
试件代号
1
2
3
施工部位
基础垫层
基础垫层
基础垫层
搅拌方法
机械
机械
机械
捣固方法
机械
机械
机械
水泥强度等级
普通硅酸盐矿渣水泥
普通硅酸盐矿渣水泥
普通硅酸盐矿渣水泥
水泥厂水泥出厂日期
2011.8.1
2011.8.1
2011.8.1
砂子产地
凌海锦抚
凌海锦抚
凌海锦抚
砂子种类
北镇
北镇
北镇
砂子细度模数
中砂
中砂
中砂
石子产地
松山
松山
松山
石子种类
碎石
碎石
碎石
石子规格
20-40mm
20-40mm
20-40mm
水
自来水
自来水
自来水
浇筑前准备
浇筑前清理
清理干净
清理干净
清理干净
模板处理
浇水、涂隔离剂
浇水、涂隔离剂
浇水、涂隔离剂
碎石是否冲洗
冲洗
冲洗
冲洗
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
浇筑过程中的条件
水泥Kg/罐
50
50
50
沙子Kg/罐
229
229
229
石子Kg/罐
365
365
365
水Kg/罐
51
51
51
搅拌时间-分/罐
4
4
4
有无分离现象
无
无
无
振捣时间-分/罐
3
3
3
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
养护要求
养护方法和温度
标养
标养
标养
龄期天
28
28
28
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
浇筑质量
外形尺寸
符合要求
符合要求
符合要求
外观检查
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
技术质量部评审结论合格
批准:
刘元超质量部:
张国力
钢筋混凝土浇筑过程确认记录
文件编号LHL/ZL-S-52.A-20112011年8月16日实施
6、设备:
DJ-350搅拌机、振捣器
7、试块抽样数量:
1组3件
8、试块规格:
150*150*150mm受压面积:
22500mm2设计强度:
C25
9、操作及监控人员:
刘英民
10、监控过程
试件代号
1
2
3
(2)环境的非使用价值。
环境的非使用价值(NUV)又称内在价值,相当于生态学家所认为的某种物品的内在属性,它与人们是否使用它没有关系。
施工部位
(3)介绍评价对象的选址、总图布置、水文情况、地质条件、工业园区规划、生产规模、工艺流程、功能分布、主要设施、设备、装置、主要原材料、产品(中间产品)、经济技术指标、公用工程及辅助设施、人流、物流等概况。
梁、板、柱
2.环境价值的度量——最大支付意愿基础垫层
2.环境敏感区的界定基础垫层
(2)疾病成本法与人力资本法搅拌方法
(一)安全预评价依据机械
机械
2.量化环境影响后果机械
捣固方法
机械
(3)环境影响技术评估。
机械
机械
水泥强度等级
普通硅酸盐矿渣水泥
普通硅酸盐矿渣水泥
1.建设项目环境影响评价分类管理的原则规定普通硅酸盐矿渣水泥
水泥厂水泥出厂日期
2011.8.1
2011.8.1
1.规划环境影响评价的技术依据2011.8.1
砂子产地
凌海锦抚
凌海锦抚
凌海锦抚
砂子种类
北镇
北镇
北镇
砂子细度模数
中砂
中砂
中砂
石子产地
松山
松山
松山
石子种类
碎石
碎石
碎石
石子规格
20-40mm
20-40mm
20-40mm
水
自来水
自来水
自来水
浇筑前准备
浇筑前清理
清理干净
清理干净
清理干净
模板处理
浇水、涂隔离剂
浇水、涂隔离剂
浇水、涂隔离剂
碎石是否冲洗
冲洗
冲洗
冲洗
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
浇筑过程中的条件
水泥Kg/罐
100
100
100
沙子Kg/罐
211
211
211
石子Kg/罐
335
335
335
水Kg/罐
44
44
44
搅拌时间-分/罐
4
4
4
有无分离现象
无
无
无
振捣时间-分/罐
3
3
3
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
养护要求
养护方法和温度
标养
标养
标养
龄期天
28
28
28
监控人
王克敏
王克敏
王克敏
监控时间
2011.10.1
2011.10.1
2011.10.1
浇筑质量
外形尺寸
符合要求
符合要求
符合要求
外观检查
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
技术质量部评审结论合格
批准:
刘元超质量部:
张国力
钢筋混凝土浇筑过程确认记录
文件编号LHL/ZL-S-52.A-20112011年8月10日实施
11、设备:
DJ-350搅拌机、振捣器
12、试块抽样数量:
1组3件
13、试块规格:
150*150*150mm受压面积:
22500mm2设计强度:
C30
14、操作及监控人员:
刘英民
15、监控过程
试件代号
1
2
3
施工部位
基础承台拉梁柱
基础垫层
基础垫层
搅拌方法
机械
机械
机械
捣固方法
机械
机械
机械
水泥强度等级
普通硅酸盐矿渣水泥
普通硅酸盐矿渣水泥
普通硅酸盐矿渣水泥
水泥厂水泥出厂日期
2011.8.1
2011.8.1
2011.8.1
砂子产地
凌海锦抚
凌海锦抚
凌海锦抚
砂子种类
北镇
北镇
北镇
砂子细度模数
中砂
中砂
中砂
石子产地
松山
松山
松山
石子种类
碎石
碎石
碎石
石子规格
20-40mm
20-40mm
20-40mm
水
自来水
自来水
自来水
浇筑前准备
浇筑前清理
清理干净
清理干净
清理干净
模板处理
浇水、涂隔离剂
浇水、涂隔离剂
浇水、涂隔离剂
碎石是否冲洗
冲洗
冲洗
冲洗
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
浇筑过程中的条件
水泥Kg/罐
100
100
100
沙子Kg/罐
211
211
211
石子Kg/罐
335
335
335
水Kg/罐
44
44
44
搅拌时间-分/罐
4
4
4
有无分离现象
无
无
无
振捣时间-分/罐
3
3
3
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
养护要求
养护方法和温度
标养
标养
标养
龄期天
28
28
28
监控人
王克敏
王克敏
王克敏
监控时间
2011.10.1
2011.10.1
2011.10.1
浇筑质量
外形尺寸
符合要求
符合要求
符合要求
外观检查
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
无蜂窝漏石漏筋现象
监控人
王克敏
王克敏
王克敏
监控时间
2011.9.3
2011.9.3
2011.9.3
技术质量部评审结论合格
批准:
刘元超质量部:
张国力
特殊过程确认表
HL.7.5.2-002No.1
班组名称
毛石砌筑
操作部位
基础隐蔽工程
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
砂灰
材料
是否满砌
结论
程强
2
合格
合格
是
合格
√
程强
2
合格
合格
是
合格
√
程强
2
合格
合格
是
合格
√
程强
2
合格
合格
是
合格
√
程强
2
合格
合格
是
合格
√
确认人:
陈文权张国力
2011年9月1日
特殊过程确认表
HL.7.5.2-002No.2
班组名称
钢筋焊接试件3
操作部位
钢筋工程
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
试件
1
2
3
李卫红
3
设备名称
BX3-360
BX3-360
BX3-360
√
张艳荣
4
焊剂
HJ431
HJ431
HJ431
√
刘占军
5
接头形式
对接焊
对接焊
对接焊
√
焊接位置
立焊
立焊
立焊
√
焊件规格
Φ25mm
Φ25mm
Φ25mm
√
焊件材质
HRB335
HRB335
HRB335
√
焊前处理
清理达到焊接要求
清理达到焊接要求
清理达到焊接要求
√
工装定位
准确牢固固定
准确牢固固定
准确牢固固定
√
药盒位置
准确牢固加满
准确牢固加满
准确牢固加满
√
烘焙保温时间
2h
2h
2h
√
焊剂烘焙温度
250℃
250℃
250℃
√
焊接电流
500A
500A
500A
√
药剂熔量
0.125kg/根
0.125kg/根
0.125kg/根
√
焊接时间
2011.8.30
2011.8.30
2011.8.30
√
焊缝外形尺寸
符合设计要求
符合设计要求
符合设计要求
√
焊接连续性
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
√
外观检验
无焊接缺陷
无焊接缺陷
无焊接缺陷
√
监控人
程强
程强
程强
√
监控时间
2011.8.30
2011.8.30
2011.8.30
√
结论确认人:
陈文权张国力批准:
刘元超
2011年9月17日
特殊过程确认表
HL.7.5.2-002No.2
班组名称
钢筋焊接试件3
操作部位
钢筋工程
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
试件
1
2
3
李卫红
3
设备名称
BX3-360
BX3-360
BX3-360
√
张艳荣
4
焊剂
HJ431
HJ431
HJ431
√
刘占军
5
接头形式
对接焊
对接焊
对接焊
√
焊接位置
立焊
立焊
立焊
√
焊件规格
Φ20mm
Φ20mm
Φ20mm
√
焊件材质
HRB335
HRB335
HRB335
√
焊前处理
清理达到焊接要求
清理达到焊接要求
清理达到焊接要求
√
工装定位
准确牢固固定
准确牢固固定
准确牢固固定
√
药盒位置
准确牢固加满
准确牢固加满
准确牢固加满
√
烘焙保温时间
2h
2h
2h
√
焊剂烘焙温度
250℃
250℃
250℃
√
焊接电流
500A
500A
500A
√
药剂熔量
0.125kg/根
0.125kg/根
0.125kg/根
√
焊接时间
2011.8.30
2011.8.30
2011.8.30
√
焊缝外形尺寸
符合设计要求
符合设计要求
符合设计要求
√
焊接连续性
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
√
外观检验
无焊接缺陷
无焊接缺陷
无焊接缺陷
√
监控人
程强
程强
程强
√
监控时间
2011.8.30
2011.8.30
2011.8.30
√
结论确认人:
陈文权张国力批准:
刘元超
2011年9月17日
特殊过程确认表
HL.7.5.2-002No.2
班组名称
钢筋焊接试件3
操作部位
钢筋工程
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
试件
1
2
3
李卫红
3
设备名称
BX3-360
BX3-360
BX3-360
√
张艳荣
4
焊剂
HJ431
HJ431
HJ431
√
刘占军
5
接头形式
对接焊
对接焊
对接焊
√
焊接位置
立焊
立焊
立焊
√
焊件规格
Φ22mm
Φ22mm
Φ22mm
√
焊件材质
HRB335
HRB335
HRB335
√
焊前处理
清理达到焊接要求
清理达到焊接要求
清理达到焊接要求
√
工装定位
准确牢固固定
准确牢固固定
准确牢固固定
√
药盒位置
准确牢固加满
准确牢固加满
准确牢固加满
√
烘焙保温时间
2h
2h
2h
√
焊剂烘焙温度
250℃
250℃
250℃
√
焊接电流
500A
500A
500A
√
药剂熔量
0.125kg/根
0.125kg/根
0.125kg/根
√
焊接时间
2011.8.30
2011.8.30
2011.8.30
√
焊缝外形尺寸
符合设计要求
符合设计要求
符合设计要求
√
焊接连续性
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
√
外观检验
无焊接缺陷
无焊接缺陷
无焊接缺陷
√
监控人
程强
程强
程强
√
监控时间
2011.8.30
2011.8.30
2011.8.30
√
结论确认人:
陈文权张国力批准:
刘元超
2011年9月17日
特殊过程确认表
HL.7.5.2-002No.2
班组名称
钢筋焊接试件3
操作部位
钢筋工程
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
试件
1
2
3
李卫红
3
设备名称
BX3-360
BX3-360
BX3-360
√
张艳荣
4
焊剂
HJ431
HJ431
HJ431
√
刘占军
5
接头形式
对接焊
对接焊
对接焊
√
焊接位置
立焊
立焊
立焊
√
焊件规格
Φ24mm
Φ24mm
Φ24mm
√
焊件材质
HRB335
HRB335
HRB335
√
焊前处理
清理达到焊接要求
清理达到焊接要求
清理达到焊接要求
√
工装定位
准确牢固固定
准确牢固固定
准确牢固固定
√
药盒位置
准确牢固加满
准确牢固加满
准确牢固加满
√
烘焙保温时间
2h
2h
2h
√
焊剂烘焙温度
250℃
250℃
250℃
√
焊接电流
500A
500A
500A
√
药剂熔量
0.125kg/根
0.125kg/根
0.125kg/根
√
焊接时间
2011.8.30
2011.8.30
2011.8.30
√
焊缝外形尺寸
符合设计要求
符合设计要求
符合设计要求
√
焊接连续性
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
无破坏连续性的焊接缺陷
√
外观检验
无焊接缺陷
无焊接缺陷
无焊接缺陷
√
监控人
程强
程强
程强
√
监控时间
2011.8.30
2011.8.30
2011.8.30
√
结论确认人:
陈文权张国力批准:
刘元超
2011年9月17日
特殊过程确认表
HL.7.5.2-002No.3
班组名称
混凝土浇筑
操作部位
混凝土浇筑
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
设备名称
材料
浇注速度
结论
混凝土浇筑车
商品混凝土
40m3/h
合格
√
确认人:
陈文权张国力
2011年10月8日
特殊过程确认表
HL.7.5.2-002No.4
班组名称
混凝土浇筑养护
操作部位
混凝土浇筑
特
殊
过
程
确
认
情
况
操作人员确认
设备鉴定认可
形成记录
姓名
上岗证编号
温度
时间
湿度
结论
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
程强
2
8℃
28d
√
合格
√
刘英民
1
8℃
28d
√
合格
√
确认人:
陈文权张国力
2011年10月23日
特殊过程确认表
HL.7.5.2-002No.5
班组名称
屋面防水
操作部位
混凝土浇筑
特
殊
过
程
确
认
情
况
操作人员确认
蓄水实验鉴定认可
形成记录
姓名
上岗证编号
温度
时间
渗漏
结论
薛健
1
10℃
24h
无
合格
√
确认人:
李宁张国力
2011年8月23日
 升级会员
升级会员 