机械加工工艺卡片.docx
《机械加工工艺卡片.docx》由会员分享,可在线阅读,更多相关《机械加工工艺卡片.docx(42页珍藏版)》请在冰豆网上搜索。
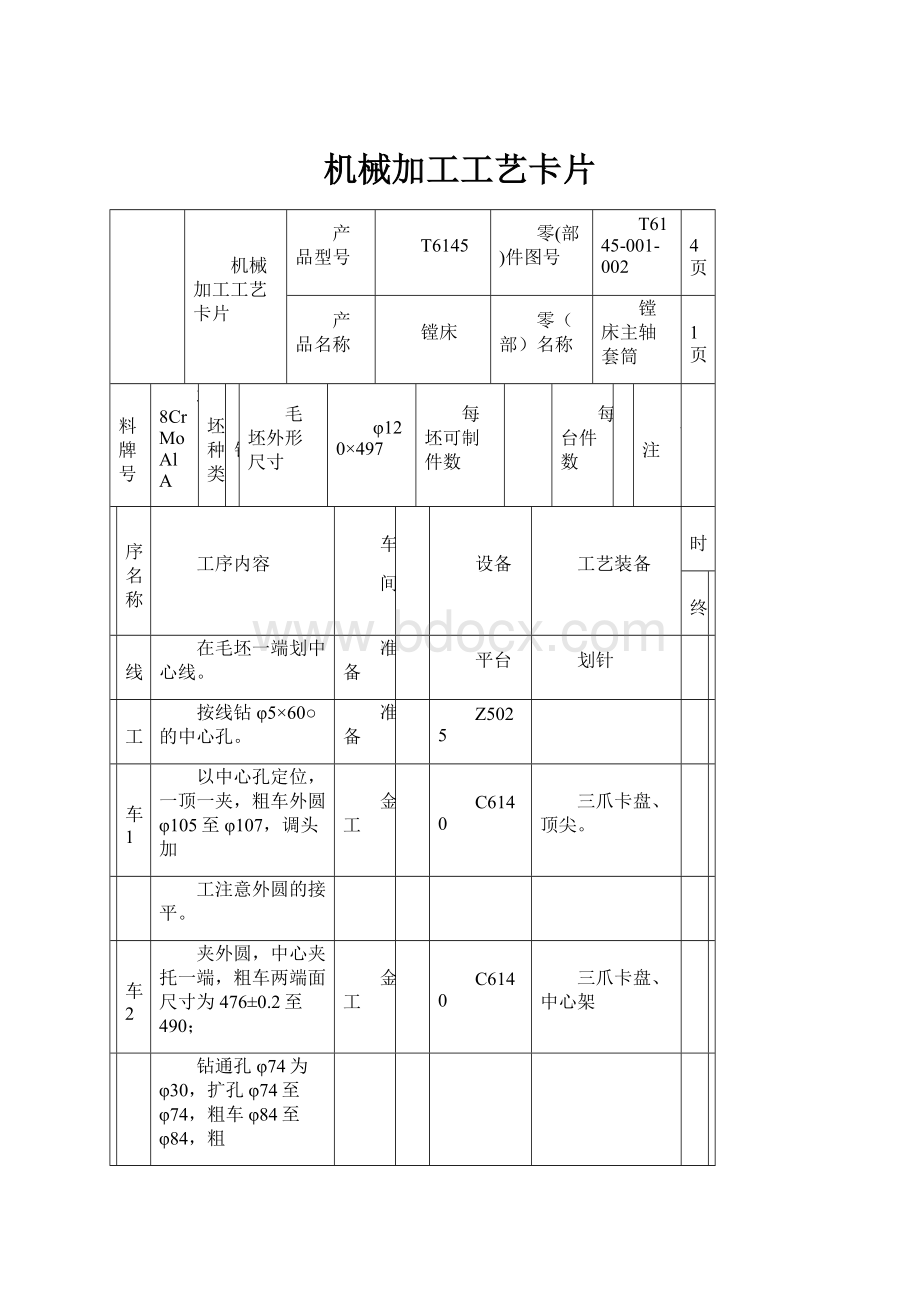
机械加工工艺卡片
机械加工工艺卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共4页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
材料牌号
38CrMoAlA
毛坯种类
圆钢
毛坯外形尺寸
φ120×497
每坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
划线
在毛坯一端划中心线。
准备
平台
划针
2
钳工
按线钻φ5×60○的中心孔。
准备
Z5025
3
粗车1
以中心孔定位,一顶一夹,粗车外圆φ105至φ107,调头加
金工
C6140
三爪卡盘、顶尖。
工注意外圆的接平。
4
粗车2
夹外圆,中心夹托一端,粗车两端面尺寸为476±0.2至490;
金工
C6140
三爪卡盘、中心架
钻通孔φ74为φ30,扩孔φ74至φ74,粗车φ84至φ84,粗
车φ90到φ88,粗车φ85至φ83,并在靠φ85孔的端面打上
标号。
5
热处理1
调质处理,硬度达HBS257,保证圆柱度为1.5。
热处理
6
半精车1
夹外圆,中心架托一端,在打标号一端车割6mm的试片,工
金工
C6140
三爪卡盘、中心架
件相应端再打同样标号,试片金相组织检验合格后转入下道
工序。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
机械加工工艺卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共4页
产品名称
镗床
零(部)名称
镗床主轴套筒
第2页
材料牌号
38CrMoAlA
毛坯种类
圆钢
毛坯外形尺寸
φ120×497
每坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
7
半精车2
车外圆φ至φ,调头加工要保持接刃平整,
金工
C6140
三爪卡盘,中心架。
车1:
10锥面。
8
半精车3
夹外圆中心中架托一端,车两端尺寸为476±0.2至476.3±0.2,
金工
C6140
三爪卡盘,中心架。
车孔φ至φ,φ至φ,
φ85至φ
,切6×φ96,6×φ94槽,车倒角60
9
粗磨1
两端60○倒角定位,粗磨外圆φ至φ,
金工
M1432A
锥套心轴。
Ra1.25。
10
探伤
磁粉探伤。
11
铣
粗精铣齿条,中径留磨量0.5,Ra5。
金工
X5030
专用夹具
12
热处理2
高温时效,保证圆柱≤0.08(不准使用工具校正)。
热处理
13
粗磨2
以60○倒角内锥面定位,粗磨外圆至,
金工
M1432A
锥套心轴。
Ra0.63。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
机械加工工艺卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共4页
产品名称
镗床
零(部)名称
镗床主轴套筒
第3页
材料牌号
38CrMoAlA
毛坯种类
圆钢
毛坯外形尺寸
φ120×497
每坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
14
粗磨3
粗磨φ至φ,φ至φ,
金工
M1432A
双V型铁、传动夹头。
φ85至φ
,槽内肩面磨出即可,磨60○倒角内锥面,
Ra为1.25。
15
磨齿1
粗磨齿条,中径留磨量0.2,Ra1.25。
金工
MA6025
专用夹具
16
钳工
用占磨定位,两端面上钻孔,攻6×M4-6H深10的螺纹,铰
金工
Z5025
占磨
2×φ
深6的孔,锉刀修齿顶棱角倒圆为R0.5,其余棱
角倒角0.3×45○。
17
精磨1
以两端60○倒角面定位,精磨外圆φ至,
金工
M1432A
锥套心轴。
Ra0.32。
18
钳工
两端螺纹孔旋入M4的螺钉,待氮化后取出。
金工
19
热处理3
氮化处理,硬度达HV900,渗层深为0.5,试片随工件氮化。
热处理
20
热处理4
定性处理,垂直吊挂,油炉定性。
热处理
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机械工程实践中心
机械加工工艺卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共4页
产品名称
镗床
零(部)名称
镗床主轴套筒
第4页
材料牌号
38CrMoAlA
毛坯种类
圆钢
毛坯外形尺寸
φ120×497
每坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
21
精磨2
两端60○倒角定位,磨外圆φ至Ra0.16。
金工
F13×1000
锥套心轴。
22
精磨3
外圆面定位,精磨φ至φ,φ至
金工
F13×1000
双V型铁、传动夹头。
φ
,φ和φ至图样尺寸,磨两端
尺寸为476±0.2至476±0.2。
23
磨齿2
以外圆、端面定位安装,精磨齿条至图样要求。
金工
MA6025
专用夹具。
24
研磨
研磨外圆φ至图样要求。
金工
F13×1000
研磨φ至图样要求,研磨φ至图样要求。
金工
F13×1000
25
检验
按图样对零件各项技术要求检验。
26
入库
上油、包装、入库。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共1页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
3
粗车1
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、顶尖
工位器具编号
工位器具名称
工序工时
准终
单件
三爪卡盘
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
粗车外圆φ105至φ,调头加工注意外圆的
260
87.35
0.8
3
2
接平。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共2页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
4
粗车2
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、中心架
工位器具编号
工位器具名称
工序工时
准终
单件
三爪卡盘
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
粗车两端面尺寸476±0.2至490,
210
70.56
0.6
3.5
2
2
钻通孔φ74为φ30,
132
12.43
0.48
15
1
3
扩孔φ74为φ40,
170
21.35
0.8
5
1
4
扩孔φ74为φ50,
170
26.69
0.8
5
1
5
扩孔φ74为φ60,
132
24.87
0.8
5
1
6
粗车孔φ74为φ74,
210
44.18
0.3
3.5
2
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共2页
产品名称
镗床
零(部)名称
镗床主轴套筒
第2页
车间
工序号
工序名称
材料牌号
金工
4
粗车3
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、中心架
工位器具编号
工位器具名称
工序工时
准终
单件
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
7
粗车孔φ84至φ84,
170
44.89
0.3
5
1
8
粗车孔φ90至φ88,
170
46.97
0.3
2
1
9
粗车孔φ85至φ83,并在此端打标号。
170
44.89
0.3
4.5
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共1页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
7
半精车2
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、中心架
工位器具编号
工位器具名称
工序工时
准终
单件
三爪卡盘
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
车φ至φ,
800
26.27
0.3
0.5
1
2
车1:
10锥面
800
26.27
0.3
1
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共2页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
8
半精车3
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、中心架
工位器具编号
工位器具名称
工序工时
准终
单件
三爪卡盘
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
车两端尺寸为476±0.2至476.3±0.2,
260
87.35
0.3
1.7
1
2
切6×φ96槽,
210
63.02
0.2
1
3
车孔φ至φ,
800
225.08
0.3
0.8
1
4
车60○内锥面。
320
83.39
0.2
4.5
1
5
切6×φ94槽,
210
61.98
0.1
1
6
车孔φ至φ,
800
192.42
0.1
0.8
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共2页
产品名称
镗床
零(部)名称
镗床主轴套筒
第2页
车间
工序号
工序名称
材料牌号
金工
8
半精车3
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C6140
1
夹具编号
夹具名称
切削液
三爪卡盘、中心架
工位器具编号
工位器具名称
工序工时
准终
单件
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
7
车孔φ85至φ
,
800
212.52
0.1
0.8
1
8
车60○内锥面
320
75.36
0.2
0.5
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共1页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
9
粗磨1
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
M1432A
1
夹具编号
夹具名称
切削液
锥套心轴
工位器具编号
工位器具名称
工序工时
准终
单件
顶尖
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
粗磨外圆φ至φ,Ra1.25。
76
2425.20
24
0.2
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共1页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
10
铣
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X5030
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
粗铣齿条
800
40.19
0.4
5.5
1
2
精铣齿条
1600
80.38
0.4
1.2
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
兰州交通大学
机电工程学院实践中心
机械加工工序卡片
产品型号
T6145
零(部)件图号
T6145-001-002
共1页
产品名称
镗床
零(部)名称
镗床主轴套筒
第1页
车间
工序号
工序名称
材料牌号
金工
13
粗磨2
38CrMoAlA
毛坯种类
毛坯外形尺寸
每坯可制件数
每台件数
圆钢
φ120×497
1
1
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
M1432A
1
夹具编号
夹具名称
切削液
锥堵、锥套心轴
工位器具编号
工位器具名称
工序工时
准终
单件
工
步
号
工步内容
工艺装备
主轴
转速(r/min)
切削
速度(m/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
工时定额
机动
辅助
1
粗磨外圆至,Ra0.63。
76
2425..10
24
0.2
1
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签名
日期
标记
处数
更
 升级会员
升级会员 