JDSoftSurfMill加工实例.docx
《JDSoftSurfMill加工实例.docx》由会员分享,可在线阅读,更多相关《JDSoftSurfMill加工实例.docx(31页珍藏版)》请在冰豆网上搜索。
JDSoftSurfMill加工实例
加工实例
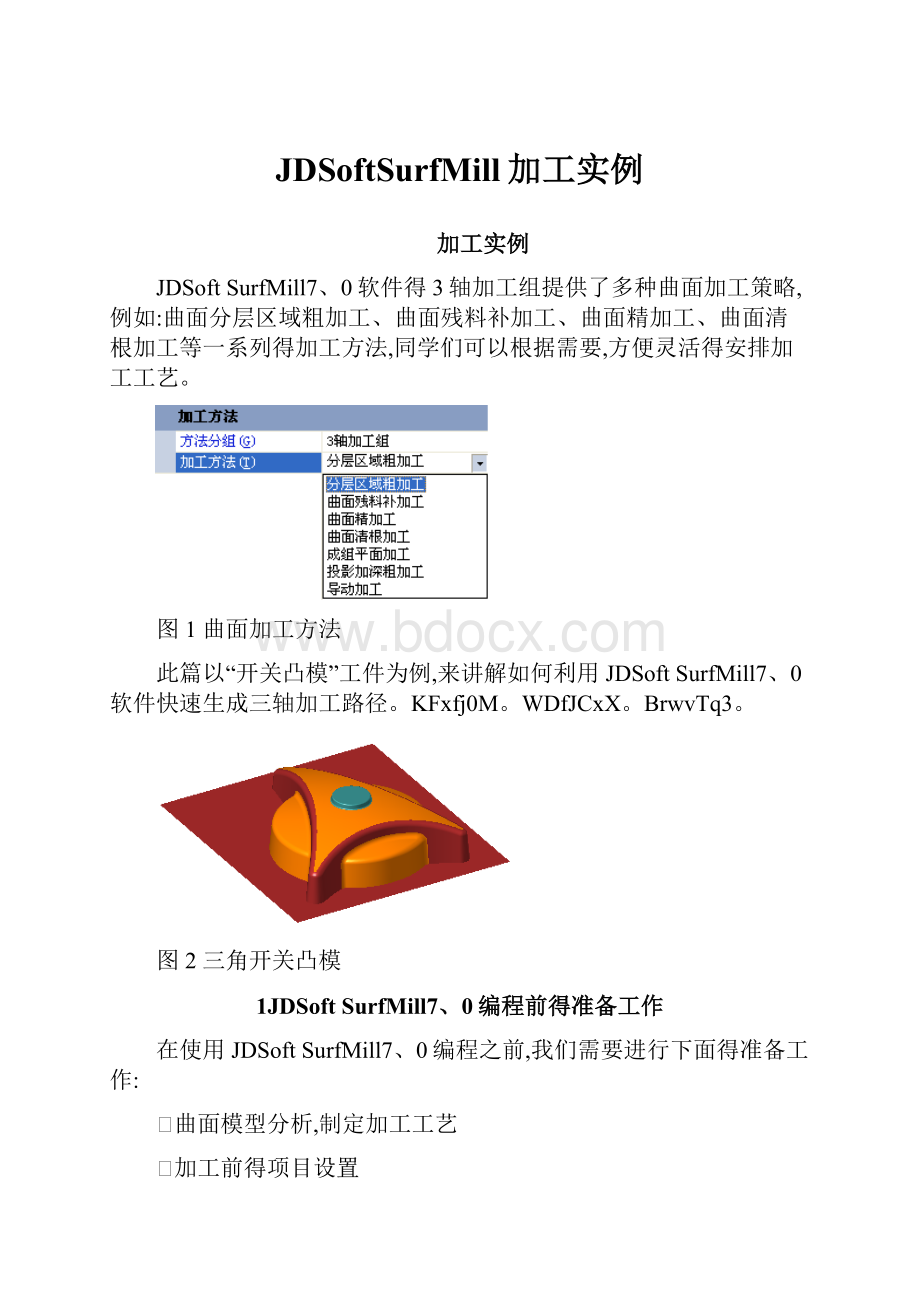
JDSoftSurfMill7、0软件得3轴加工组提供了多种曲面加工策略,例如:
曲面分层区域粗加工、曲面残料补加工、曲面精加工、曲面清根加工等一系列得加工方法,同学们可以根据需要,方便灵活得安排加工工艺。
图1曲面加工方法
此篇以“开关凸模”工件为例,来讲解如何利用JDSoftSurfMill7、0软件快速生成三轴加工路径。
KFxfj0M。
WDfJCxX。
BrwvTq3。
图2三角开关凸模
1JDSoftSurfMill7、0编程前得准备工作
在使用JDSoftSurfMill7、0编程之前,我们需要进行下面得准备工作:
Ø曲面模型分析,制定加工工艺
Ø加工前得项目设置
1、1曲面模型分析,制定加工工艺
1、1、1曲面模型分析
曲面模型坐标、尺寸信息
使用鼠标左键框选全部曲面模型,在软件窗口右侧得“对象属性”对话框(系统默认在软件窗口右侧显示)可以了解曲面模型得坐标范围、模型尺寸、模型中心点等信息。
W8qk4vn。
4JBSbng。
nfzd1oF。
图3三角开关凸模
曲面曲率信息
点击菜单栏中得【分析】项,在下拉菜单中点击“曲面曲率图”,启动命令,选中全部曲面模型,如图4所示,经过曲面曲率图分析,“开关凸模”得大部分曲面曲率都在1、5mm以上,可以使用球头刀D3、0R1、5进行精加工,然后使用球头刀D2、0R1、0进行局部清根精加工即可加工到位。
HVypdkN。
rzkR7AK。
Y6hE102。
图4曲面曲率信息
1、1、2模型加工工艺
经分析曲面模型后,结合模具得加工要求(底平面与型芯相交处位置只需加工到R1、5mm即可),该模具得加工思路如下(该工件得材料就是45钢):
kliSkJN。
ysb89ls。
y3JMgEu。
表1开关凸模加工程序单
步骤
工序
加工方法
使用刀具
加工余量(mm)
侧面余量
底面余量
1
开粗
分层区域粗加工
牛鼻刀
D10R1、0
0、15
0、15
2
精加工底面
成组平面加工
牛鼻刀
D10R1、0
0、15
0
3
残料补加工
曲面残料补加工
球头刀
D6R3、0
0、15
0、15
4
半精加工
角度分区
球头刀
D4R2、0
0、07
0、07
5
精加工
角度分区
D3R1、5
0
0
6
清根加工
混合清根
D2R1、0
0
0
1、2加工项目设置
制定加工工艺后,在正式编程前,我们还需要进行机床、刀具、工件、毛坯与输出等设置。
图5导航工作条
1、2、1机床设置
正确配置机床类型就是路径进行机床模拟得关键,同时合理配置机床控制参数也就是估算路径加工时间得前提。
点击“导航工具条”中得【机床设置】项,弹出机床设置界面,点选“机床类型”选项,进行机床形状与机床控制配置选择。
SVeghRK。
nAl926N。
ESq7tnu。
图6机床设置
1、2、2刀具表设置
在刀具表中预先添加加工中所使用得刀具,方便用户在后续生成路径得过程中直接选用所需刀具。
1、NC加工模块,点击“导航工具条”中得“刀具表”选项。
图7刀具表设置
在弹出得“当前刀具表”对话框,点击“添加刀具”按钮
激活对话框右侧得选项。
图8当前刀具表
在“当前刀具表”对话框右侧,设置刀具参数:
刀具类型为牛鼻刀,刀具直径为10、0,圆角半径为1、0。
设置完毕,点击“应用”按钮。
设置牛鼻刀D10R1、0成功,在JDSoftSurfMill7、0软件中被自动命名为[牛鼻]JD-10、00-1、00。
YVh30rW。
SdEK5ua。
rJOrSit。
图9设置刀具参数
依次在“当前刀具表”中添加加工所用刀具,如下图所示:
图10添加刀具
1、2、3工件形状
在JDSoftSurfMill7、0中进行工件形状设置,主要用于对加工路径进行分析检查,避免发生过切或碰撞。
d49BlWZ。
D12pRml。
Afuyz0t。
NC加工模块,点击“导航工具条”中得“工件形状”,在弹出得“工件设置”对话框中点击“全选”按钮,设置完毕后,单击“确定”按钮。
nC82VO5。
0ePGqZ2。
NYbdSsS。
图11工件设置
1、2、4毛坯形状
在JDSoftSurfMill7、0中,计算粗加工与残料补加工路径前必须正确设置毛坯形状。
NC加工模块,点击“导航工具条”中得“毛坯形状”,在弹出得“毛坯设置”对话框,选择【包围盒】得类型创建毛坯,点击“全选”按钮,选择构成工件得所有曲面创建毛坯,完成设置;6GVHRQz。
HT729nj。
PWYw4jB。
图12毛坯设置
1、2、5输出设置
NC加工模块,点击“导航工具条”中得“输出设置”,在弹出“输出设置”对话框中,选中“指定坐标点”,X、Y、Z得坐标均设定为0。
设置完毕后,单击“确定”按钮。
PKesqlq。
Xqw9poY。
6J2LfFj。
图13输出设置
1、2JDSoftSurfMill7、0三轴加工实例
现在我们使用JDSoftSurfMill7、0进行三轴路径编程,在下面得加工流程中我们将逐步了解、学习3轴加工组中得相关加工方法:
U23Ibfr。
lnU4dxK。
DEHtdYH。
Ø曲面分层粗加工—环切加工
Ø成组平面加工—环切加工
Ø曲面残料补加工—依据当前残料模型
Ø曲面精加工—角度分区
Ø曲面清根加工组—混合清根
Ø路径加工过程分析
1、2、1模型粗加工
2、打开原始文件,切换到NC加工模块。
图14NC加工模块导航工作条
在菜单栏中得“刀具路径”下拉菜单中选择“路径向导”。
图15选择“路径向导”
在弹出得“选择加工方法”对话框中选择“3轴加工”中得“分层区域粗加工”,走刀方式为环切走刀,加工余量为0、15mm,加工精度(即弦高误差)为0、005。
设置完毕后,单击
进行下一步设置。
o1ERvUg。
CupqYDK。
iF0Fxbh。
图16选择加工方法及参数
在弹出得“选择刀具”对话框得刀具表中选中“[牛鼻]JD-10、00-1、00”,并设置走刀参数。
设置完毕后,单击
进入到“基本加工域”对话框。
ShyT4Ae。
D3XSbPD。
PuJJfzD。
图17选择刀具及设置走刀参数
在弹出得“基本加工域”对话框中,点击“加工面”下得“拾取所有”按钮
将曲面模型全选为加工域,然后点击确定按钮
进入“刀具路径参数”对话框。
Fsh677U。
P1Kazqn。
WOzw1Hz。
图18设置加工域
在弹出得“刀具路径参数”对话框中,设置分层区域粗加工中得环切走刀得基本参数。
设置完毕,点击“计算”按钮,计算开粗路径。
8pEhCUZ。
e1nbhKs。
7BvDNDW。
图19设置路径参数
注意:
由于设置得路径间距为6、5mm(见第4步),大于刀具直径得50%,所以在参数中我们一定要选中“环切并清角”、“光滑路径”选项,以避免加工路径因路径间距过大而留下残料,并且光顺了路径,提高了加工得流畅性。
jbXehtU。
zyhbvUg。
zehUEHj。
程序自动生成加工路径
图20生成加工路径
1、2、2精加工底面
3、启动“路径向导”命令,在“选择加工方法”界面选择“3轴加工”中得“成组平面加工”。
方法参数设置为:
走刀方式为环切走刀。
设置完毕后,单击
进入刀具设置。
gCjFjVB。
YAESYtR。
IPOwcmx。
图21选择加工方法及参数
在弹出得“选择刀具”对话框中,在刀具表中选中“[牛鼻]JD-10、00-1、00”,将走刀参数设置完毕后,单击
按钮,进入“基本加工域”对话框。
Qow3lYI。
AqygSgF。
cvOuo6T。
图22设置走刀参数及走刀参数
在弹出得“基本加工域”对话框,点击“加工面”按钮,全选曲面,然后使用“Ctrl+鼠标左键”将模型顶部小平面去选。
然后点击“保护面”按钮,使用鼠标左键将顶部小平面选中。
操作完毕,单击确定键
进入“刀具路径参数”对话框。
jNCblYT。
gKVUZy3。
Zo7b6Pr。
图23选择加工域
在弹出得“刀具路径参数”对话框右侧得参数设置界面中,使用默认参数值。
图24成组平面加工
在“刀具路径参数”对话框得左侧选中“加工余量”选项,修正“加工余量”参数值:
加工面底部余量设置为0,其它如下图所示。
设置完毕后,点击“计算”按钮。
qZBH9zS。
3ttE936。
lgyR1J8。
图25设置加工余量
程序自动生成加工路径。
图26生成成组平面路径
1、2、3曲面残料补加工
4、启动“路径向导”命令,在“选择加工方法”界面选择“3轴加工”中得“曲面残料补加工”。
方法参数设置为:
定义方式设置为当前残料模型,加工余量为0、15mm,加工精度为0、005。
设置完毕后,单击
进入下一步刀具设置。
6sEO1U3。
VrbpgBk。
tMKt58v。
图27选择加工方法及参数
在弹出得“选择刀具”对话框中,在刀具表中选中“[球头]JD-6、00”,将走刀参数设置完毕后,单击
按钮,进入“基本加工域”对话框。
f9aoyTU。
Fj5mmMc。
9EAyA9a。
图28选择刀具及走刀参数
在弹出得“基本加工域”对话框中,点击“加工面”下得“拾取所有”按钮
将曲面模型全选为加工域,然后点击确定按钮
进入“刀具路径参数”对话框。
bXzSG5r。
hRYFsBY。
eq8Mw85。
图29选择加工域
在弹出得“刀具路径参数”对话框得参数设置中,使用默认参数值,点击“计算”按钮。
图30曲面残料补加工参数设置
程序自动生成加工路径。
图31生成残补路径
1、2、4半精加工
5、启动“路径向导”命令,在“选择加工方法”界面选择“3轴加工”中得“曲面精加工”选项。
方法参数设置为:
走刀方式为角度分区,路径角度为45,加工余量为0、07mm,加工精度为0、002。
设置完毕后,单击
进入刀具设置。
OkTaJFc。
Xqmd1x8。
RZs1SQR。
图32选择加工方法及参数
在弹出得“选择刀具”对话框中,在刀具表中选中“[球头]JD-4、00”,将走刀参数设置完毕后,单击
按钮,进入“基本加工域”对话框。
OX5lB3P。
sKNQiU6。
GblzmZH。
图33选择刀具及走刀参数
在弹出得“基本加工域”对话框,点击“加工面”按钮,将型芯曲面选中为加工面,点击“保护面”按钮,将底平面选中为保护面。
操作完毕,单击确定键
进入“刀具路径参数”对话框。
fB0wjoT。
tJ7o17r。
ApxnmXg。
图34选择加工域
在弹出得“刀具路径参数”对话框得参数设置中,使用默认参数值,点击“计算”按钮。
图35曲面半精加工参数设置
程序自动生成加工路径。
图36生成半精加工路径
1、2、5精加工
6、启动“路径向导”命令,在“选择加工方法”界面选择“3轴加工”中得“曲面精加工”选项。
方法参数设置为:
走刀方式设置为角度分区,路径角度为45,加工余量为0,加工精度为0、002。
设置完毕后,单击
进入刀具设置。
svLNGRJ。
B4TVVFK。
APkT7pM。
图37选择加工方法及参数
在弹出得“选择刀具”对话框中,在刀具表中选中“[球头]JD-3、00”,将走刀参数设置完毕后,单击
按钮,进入“基本加工域”对话框。
R7JwXpU。
AmP5uAH。
p0a0KnQ。
图38选择刀具及走刀参数
在弹出得“基本加工域”对话框,点击“加工面”按钮,将型芯曲面选中为加工面,点击“保护面”按钮,将底平面选中为保护面。
操作完毕,单击确定键
进入“刀具路径参数”对话框。
KAXwAcC。
ygeQWtY。
gZGagHx。
图39选择加工域
在弹出得“刀具路径参数”对话框得参数设置中,使用默认参数值,点击“计算”按钮。
图40曲面精加工参数设置
程序自动生成加工路径。
图41生成精加工路径
1、2、6精加工曲面清根
7、启动“路径向导”命令,在“选择加工方法”界面选择“3轴加工”中得“曲面清根加工”选项。
方法参数设置为:
清根方式设置为混合清根,加工余量为0,加工精度为0、002。
设置完毕后,单击
进入刀具设置。
iayV27m。
CFdHej1。
Br7MG9z。
图42选择加工方法及参数
在弹出得“选择刀具”对话框中,在刀具表中选中“[球头]JD-2、00”,将走刀参数设置完毕后,单击
按钮,进入“基本加工域”对话框tijEdyZ。
6hAUZQ5。
2L0VpWC。
图43选择刀具及走刀参数
在弹出得“基本加工域”对话框,点击“加工面”按钮,将型芯曲面选中为加工面,点击“保护面”按钮,将底平面选中为保护面。
操作完毕,单击确定键
进入“刀具路径参数”对话框。
y6pgb5v。
0QfM8bR。
H0hjEB5。
图44选择加工域
在弹出得“刀具路径参数”对话框得“清根加工”参数设置中,点击“上把刀具”按钮,进入“当前刀具表”对话框。
NPU1hAQ。
39bTjj2。
iuDEXO1。
图45清根加工
在弹出得“当前刀具表”对话框中,选中“球头刀JD-3、00”,然后点击“确定”按钮,返回“刀具路径参数”对话框。
jqMtaQB。
lZiM3lF。
kqFMeWA。
图46当前刀具表
在“刀具路径参数”对话框,“上把刀具”参数值已被定义为球头刀3、0,点击“计算”按钮。
图47上把刀具
程序自动生成加工路径。
图48生成路径
1、2、7加工过程分析
为了检查路径参数得合理性以及确保加工安全,输出路径之前必须经过一系列加工过程检查,避免路径过切与刀具发生碰撞。
下面以路径过切检查为例说明:
wWqwR3u。
D6CZCL6。
PNPWx7e。
8、NC加工模块,从菜单栏得“刀具路径”得下拉菜单中,选中“加工过程分析”得“过切检查”选项。
图49路径过切检查
在弹出得“过切检查”对话框中,选中“过切检查”选项,并点击“选择路径”按钮。
图50路经检查设置
在弹出得“选择路径”对话框,点击“选择所有路径”按钮,设置完毕后,点击“确定”按钮,返回“过切检查”对话框。
S4xWSiv。
LZQFNV6。
JIdpix5。
图51选择检查路径
在“过切检查”对话框点击“开始检查”按钮,检查完毕,弹出“检查结果”对话框。
图52路径检查结果
1、2、8输出加工路径
经过对上述路径得加工过程检查,没有发现任何问题,我们即可将生成得加工路径按照加工机床支持得路径格式输出,在机床上完成加工即可。
cTpf5jD。
TuIxFqT。
vV5RP5i。
9、从菜单栏得“刀具路径”得下拉菜单中,选中“输出刀具路径”选项。
图53输出刀具路径
在弹出得“输出刀具路径”对话框中,点击“
”按钮,将需要输出得加工路径全部选中放在右侧对话框中(如果需要排序,可以按“路径输出排序方法”中提供得方法进行排序),并设置输出文件名与文件存放目录(默认文件名为ENG0、ENG,保存目录为D:
\EngFiles文件夹中)。
设置完毕后,点击“确定”按钮。
HcxtZ2Z。
bFROT1w。
9zUnYVv。
图54刀具路径输出
点击【确定】按钮,输出路径。
图55刀具路径输出进度
路径输出完毕。
图56输出结果
 升级会员
升级会员 