仓泵检修工艺规程.docx
《仓泵检修工艺规程.docx》由会员分享,可在线阅读,更多相关《仓泵检修工艺规程.docx(7页珍藏版)》请在冰豆网上搜索。
仓泵检修工艺规程
仓泵检修工艺规程
1.1设备概况及参数
1.1.1设备概况
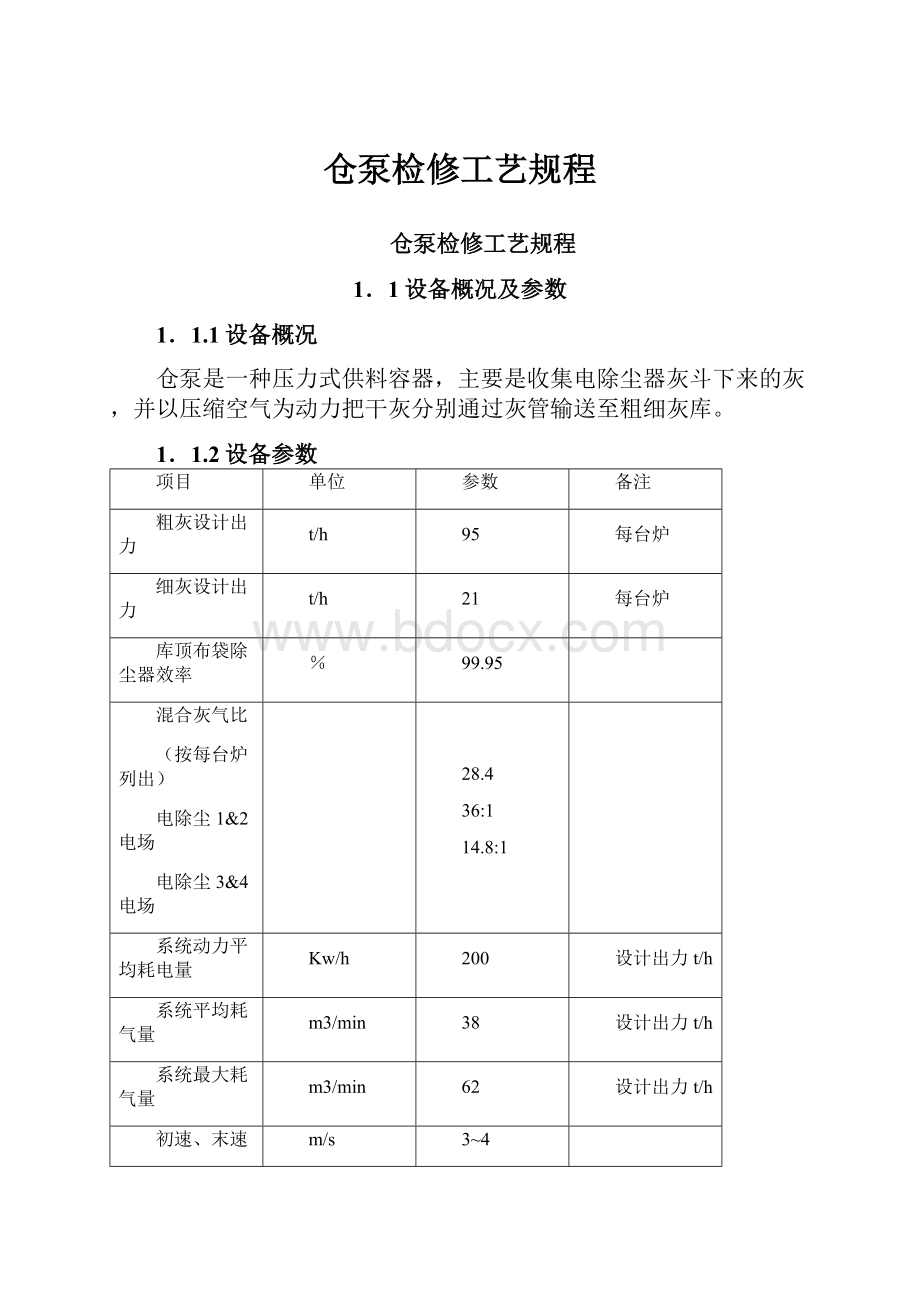
仓泵是一种压力式供料容器,主要是收集电除尘器灰斗下来的灰,并以压缩空气为动力把干灰分别通过灰管输送至粗细灰库。
1.1.2设备参数
项目
单位
参数
备注
粗灰设计出力
t/h
95
每台炉
细灰设计出力
t/h
21
每台炉
库顶布袋除尘器效率
%
99.95
混合灰气比
(按每台炉列出)
电除尘1&2电场
电除尘3&4电场
28.4
36:
1
14.8:
1
系统动力平均耗电量
Kw/h
200
设计出力t/h
系统平均耗气量
m3/min
38
设计出力t/h
系统最大耗气量
m3/min
62
设计出力t/h
初速、末速
m/s
3~4
10~12
粗灰管:
电除尘1.2电场
φ219×8mm
细灰管:
电除3&4电场
φ168×7mm
仓泵设计压力
MPa
0.8
输送设备数量及型号
一电场
二电场
三电场
四电场
省煤器
设备数量
8台
8台
8台
8台
8台
设备型号
80/12/8MD泵
45/8/8MD泵
6/8/6MD泵
6/8/6MD泵
8.0/8AV泵
型号
80/12/8MD泵
45/8/8MD泵
6/8/6MD泵
8.0/8AV泵
工作温度
200℃
200℃
200℃
480℃
工作容积
2.265m3
1.274m3
0.17m3
0.283m3
入口阀直径
300mm
200mm
200mm
200mm
1.2检修类别、周期及工期
检修类别
周期
工期
大修
2年
1个月
小修
6个月
15天
1.3检修项目
1.入口膨胀节检查
2.检修入口圆顶阀
3.检修排气阀
4.检修仓体
5.检修管路切换阀
6.检修止回阀
1.4检修步骤、工艺方法及质量标准
1.了解仓泵现有缺陷,准备起吊工具和其它拆卸工具
2.准备好各种易损件
3.仓泵入口膨胀节检查,清理积灰,检查有无损坏,视情况更换
1.4.1检修灰斗下手动插板门
检查阀板的灵活情况,视情况进行拆解或更换
1.4.2检修入口圆顶阀
1.拆下仓泵入口圆顶阀,并进行检查,应完整无损,无磨损,阀板密封面应光滑无毛刺、无沟痕,若阀板局部有沟痕,可用电焊补焊并打磨平整,如有大面积磨损应更换阀板
2.检查阀轴,门轴若有磨损应必须更换,以免密封不好造成漏灰
3.检查阀体及门板挡圈,阀体无明显磨损,挡圈焊接牢固无磨损,如局部磨损可用电焊补焊后打磨平整光滑,如大面积磨损超过1/2应更换阀体
4.检查入口圆顶阀密封圈,密封圈无损坏,球顶无磨损结垢;检查入口圆顶阀两侧轴封,填料完好,两侧轴承转动灵活。
5.拆下入口圆顶阀气缸,通上压缩空气,检查各结合面是否有漏气,检查气缸阀片是否窜气。
解体气缸,清理缸桶和阀片,无划痕、应密封严密,驱动轴两侧轴承无损坏。
6.入口圆顶阀回装,门轴加油
1.4.3检修管路切换阀
1.拆下管路切换阀
2.解体排灰阀阀体
3.检查阀体及密封圈,阀体的磨损应小于原厚度的1/3,密封圈应完好,阀体旋转面应光滑无沟痕。
4.拆下管路切换阀气缸,用压缩空气检查各结合面是否有漏气,检查拉杆密封圈是否漏气,检查气缸活塞密封圈是否窜气。
5.解体气缸,清洗各部件,各联接螺栓紧固,活塞密封圈涂油后回装。
6.管路切换阀回装
1.4.4检修仓泵泵体
1.拆卸仓泵本体下部法兰
2.清理仓泵泵体内的局部积灰
3.检查仓泵内各部位的磨损情况,如发现局部磨损严重应进行补焊,焊条选用应于泵体适应。
4.检查各法兰。
1.4.5仓泵止回阀检修
1.拆开止回阀。
2.检查各止回阀阀芯情况,破损的应更换
3.回装止回阀,严密
1.4.6.圆顶阀阀顶密封圈的更换和检查
1.顶板/接头的螺栓,掉出由顶板/接头、密封圈、嵌入环和接头箍圈等组成的拆除密封组件。
2.记下接头箍圈下的垫片的垫片的数量和厚度。
使用0.4mm、0.8mm和1.5mm厚度的垫片,得到要求的密封间隙(密封圈和圆顶之间)。
3.从嵌入环上拆下密封圈,检查磨损和损坏的情况。
必要时马上更换。
4.用手动圆顶,检查轴承状况。
如果轴承卡住或需要更换,按照(圆顶阀轴承拆除/更换)部分处理。
5.重新组装阀门时,确保顶板/接头下侧没有腐蚀。
所有表面应清洁,保证密封的严密。
6.将垫片装入阀体,随后装接头箍圈和嵌入环/密封圈。
7.顶板/接头就位,注意不要压住密封圈,拧紧螺栓。
8.拥塞尺检查圆顶(处于关位置时)和密封之间的间隙是否正确。
要求的间隙表示在本部分的相应图纸上。
1.4.7.圆顶阀轴承拆卸与更换
直行程气缸型。
1.拆除气缸的防护罩头部盖板。
2.拆除汽缸防护罩外侧盖板。
3.拆除气缸与摇臂连接。
4.拆出气缸。
5.拆除销轴润滑脂注入油嘴。
6.敲出固定圆顶阀与销轴的弹簧销,必要时拆除气缸摇臂。
7.拆除气缸防护罩内侧板。
8.取出销轴,吊出球顶。
注意:
销轴上是否有薄垫片,应注意垫片的安装位置,回装时在原位置应装入这些垫片。
9.现在把轴承和密封推向阀门中心,拆除。
注意密封件的安装顺序和方向。
10.彻底清洗并检查所有机加工面。
检查球顶和销轴的表面是否平整,必要时更换。
去除边缘的毛刺,防止重新安装时损坏更换的密封和轴承。
1.仔细地把更换的密封装入座圈,密封唇朝向座圈的倒角边。
12.座圈平直压入孔内。
轴承导向边朝向孔,轴承孔与阀体1/8“NPT孔中心对准。
平直压入直到轴承位于孔表面下约3mm.另一侧重复相同过程
13.密封之间的空间填满ShellMalleusJB或相当的润滑脂,轴承也使用这种润滑脂.
14.重新装入薄垫片(如果有),新O型圈沿着销轴滑入轴套.
15.销轴滑过轴承直到它与第一个密封接触.另一侧重复相同过程.
16.保持球顶靠近孔,用塑料/皮锤敲打销轴穿过密封和球顶.重新安装注润滑脂嘴.”
17.转动销轴,直到轴孔和球顶对中。
装人弹簧销定位。
18.阀门转动180度。
19.按照步骤2-7的相反顺序重新安装气缸组件,缸套固定就位。
20.重新安装汽缸防护罩头部盖板。
21.调整限位开关,拧松汽缸摇臂上的锁定螺母。
圆顶阀全关时,拧出螺钉,直到六角头与限位开关上的撞杆接触。
螺钉拧紧4mm,压下撞杆。
注意:
圆顶阀维修前,确保阀体已下降下来。
拆除轴承前,关断冷却水源(对水冷圆顶阀)。
扇形气缸型。
1.拆除密封头组件。
2.转动球顶到一个阀门开关的中间位置。
 升级会员
升级会员 