电机检修.docx
《电机检修.docx》由会员分享,可在线阅读,更多相关《电机检修.docx(21页珍藏版)》请在冰豆网上搜索。
电机检修
电动机检修
电动机检修周期。
1电动机小修;每年一次。
2电动机大修:
3年一次。
3主机付属电动机(压、漏油泵电动机等)大、小修随主机进行。
4220kV油开关,隔离开关操作电动机大、小修随开关进行。
电动机小修。
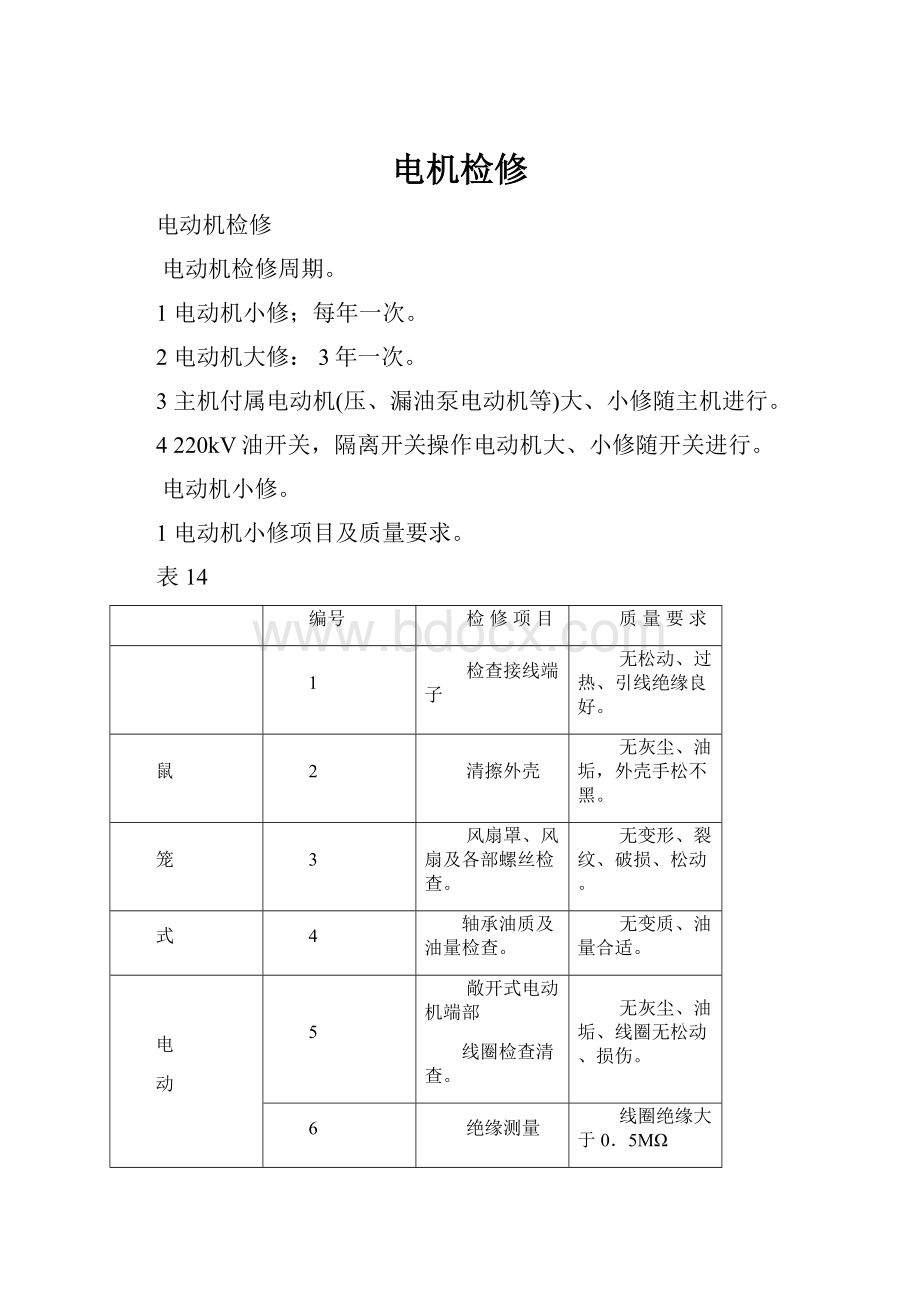
1电动机小修项目及质量要求。
表14
编号
检修项目
质量要求
1
检查接线端子
无松动、过热、引线绝缘良好。
鼠
2
清擦外壳
无灰尘、油垢,外壳手松不黑。
笼
3
风扇罩、风扇及各部螺丝检查。
无变形、裂纹、破损、松动。
式
4
轴承油质及油量检查。
无变质、油量合适。
电
动
5
敞开式电动机端部
线圈检查清查。
无灰尘、油垢、线圈无松动、损伤。
6
绝缘测量
线圈绝缘大于0.5MΩ
机
7
试运转
转动灵活,无异声,振动在规定范围内,电流没超过额定值,转向正确。
绕
线
8
执行鼠笼式电动杉L小修项目
执行鼠笼式电动机小修质量标准。
式
电
动
机
9
滑环、电刷、刷握架、弹簧检查
滑环表面光滑、无烧伤点无过热。
碳刷完整,
碳刷与滑环表面吻合、接触3/4以上,连线接
头无过热,绝缘无损伤,弹簧无损坏,压力均
在0.15—0.25MPa之间,刷握架无损坏。
10
绝缘测量
转子、刷架均在0.5MQ以上
直
11
执行鼠笼式电动机小修项目
执行鼠笼式电动机小修质量标准。
流
电
12
执行<5·2·1>主、付励磁机小修项表中编号2、3、4、5、6中的检修项目
执行<5·2.1>条主、付励磁机小修项目表中
编号2、3、4、5、6畸,的质量标准。
动
13
执行鼠笼式电动机小修项目
执行鼠笼式电动机小修质量标准。
机
14
刷握与整流子表面距离
3一一3.5nlnl
表15
电动机转数
振动式许值(mm)
3000
0.05
1500
0.085
1000
0.1
750
0.12
600
0.16
500
0.2
鼠笼式电动机小修方法及工艺要求
1小修不拆机,用汽油或带电清洗剂清擦电动机外壳,擦后用手摸不黑。
2检查接线端子螺丝有无松动引线绝缘是否有过热或损伤。
螺丝松动的应拧紧,接头发热的卸开打磨,引线绝缘有过热或损伤的应包扎绝缘,严重的应更换。
3电机外部紧固螺丝检查。
松动的应拧紧,损坏的应更换。
检查风扇罩是否固定牢,有无变形。
风扇有无松动、破损及裂纹,不严重的应处理,严重的应更换。
4轴承油质枪查:
卸开外油盖检查润滑油有无变黑、变稀或干结。
发现变质应分析原因并处理。
轴承内的油量是否合适,不足的应适量补加,补加油型号与原油型号相同。
没有外油盖的电动机可不检查润滑油。
5敞开式电动机端部定子线圈检查,无松动、损伤。
油垢用白布粘少量汽油清擦干净。
6定子线圈500V摇表测量绝缘电阻不低于0.5MΩ,低于的应干燥或处理。
7最后试运转,观察转动是否灵活,有无异声,有无振动,三相电流是否平衡(用
钳形电流表测),电流是否超出电机额定电流。
敞开式试运转时注意观察转子鼠笼条端部
是否冒火花,如有火花即转子鼠笼条有断裂应处理。
交流电动机连续起动,如无制造厂规
定时,冷状态允许连续起动二次,热状态只允许起动一次。
8电动机振幅不应大于下表
绕线式电动机小修方法及工艺要求:
1电动机小修不拆机。
2执行鼠笼式电动机小修检修方法及工艺要求1条、2条、3条、4条、6条中的检修方法及工艺要求。
3滑环检查:
表面光滑无烧伤点,如有用油光锉锉平。
无过热,发现过热变色应查找原因并处理。
滑环与轴的固定无松动。
4电刷、刷握架及弹簧检查:
碳刷完整,与滑环表面吻合接触3/4以上。
接线头无过热,绝缘无损伤。
弹簧坏的应更换。
相邻间滑环碳刷辫不能相靠。
吹灰,滑环表面用白
布粘少量酒精或带电清洗剂清擦。
·
5转子系统用500V摇表测绝缘不低于0.5MΩ。
6试运转除与鼠笼式电机相同外还应观察滑环电刷处是否冒火花,如火花过大应处理。
直流电动机小修检修方法及二工艺要求。
1直流电动机小修不拆机。
’
2用压力不大于0。
3MPa风吹灰。
整流子表面用白布粘少量酒精或带电清洗剂清
擦,沟内如有碳或金属屑应用非金属片清刮干净。
3接线端子,连线,引线无过热、损伤。
接线端子(线头)过热开焊的要重新焊
接。
绝缘过热损伤的应重新包扎绝缘。
处理后应保证绝缘良好,不发热。
4刷握、弹簧有裂纹或损伤的应更换。
弹簧力在0.15~0.25MPa之间。
5碳刷有损坏、刷辫断股1/4的,磨损到铆钉以下长度5mm的都应更换。
每组更换碳刷块数不得超过1/2。
更换后的碳刷用00#水砂纸打磨,保证与整流子面吻合3/4以上。
一台电动机内严禁使用两种不同型号电刷。
6励磁回路、磁极线圈用500V摇表测绝缘电阻不得小于0.5MΩ,如小于应查找原因并处理。
8试运转,观察电机转动是否灵活,有无异声,振动值是否在规定之内。
整流子火花是否在正常运行范围,火花过大应查明原因并消除。
编号检修项目
质量要求
鼠
1
拆装电源线
拆线时做好标记,接线保证接良好。
笼
2
执行小修检修项目
执行小修质量标准
式
电
3
电机分解,抽出转子
端盖方位作好标记,不应擦伤铁心、线圈。
动
4
检修转子
无灰尘、油垢,无异常,线圈绝缘≥0.5MQ。
机
5
检修转子
无灰尘、油垢,无异常
6
检修轴承
清洗干净,转动灵活,无锈斑点,间隙合格。
7
装配
位置正确,转动灵活。
绕
线
8
执行鼠笼式电动机
大修项目
执行鼠笼式电动机大修质量标准。
式
电
9
执行绕线式电动机
小修项目
执行绕线式电动机小修质量标准。
动
机
10
转子线圈、绑线检修。
无灰尘、油垢,绝缘无损伤、过热,绝缘电阻大或等于0.5MΩ。
绑线无松散损伤。
直
执行鼠笼式电动机
大修项目
执行鼠笼式电动机大修质量要求。
流
电
执行直流电动机小修目
执行直流电动机小修质量要求。
动
转子电枢及绑线检修
无灰尘、油垢,无绝缘损伤、过热,绝缘电阻≥0。
5MΩ。
绑线无松散损伤。
电枢无开焊
机
磁极检查
无松动,开焊,绝缘无损伤、过热,绝缘电阻≥0.5MΩ。
电动机大修。
电动机大修项日及质量要求。
(见表17)
鼠笼式电动机大修方法及工艺
1大修抽出电动机转子。
2执行鼠笼式电动机小修方法及工艺要求。
3拆开电机接线端子处电源侧引线,:
将三相短路接地。
拆开电机接地线。
4电动机从机座上移出。
5拆下电机联轴器(靠背轮)。
在端盖口作出标记,便于回装时复位。
6敞开式电动机测量定转子空气间隙,并作好记录。
7拆卸端盖,先后随轴承结构型式不同而定。
a滚动轴承一般多在前端(负荷端),因此先拆下后端,便于端盖与轴承分离。
b再卸前端端盖。
8抽出转子,在抽转子时做好防止擦伤铁心及线圈的措施。
转子抽出后应放在予先
准备奸的枕木或毛毡上并防止滚动。
9定子检查及修理。
a用0.2—0.3MPa干燥压缩空气吹灰,用酒精或带电清洗剂清擦铁心及端部线
蜀。
b检查线圈接头有无发热、绝缘老化变色。
如有应重新焊接和绝缘包扎处理。
c检查线圈应无枯焦、擦伤,必要时加以更换。
d检查铁心有无松动,磨擦、锈斑、过热。
严重松动和铁心过热的应更换电机。
如有磨擦痕迹,应分析原因给以消除,锈斑应除掉。
e槽楔有无松动,退出及过热。
松动的槽楔应重新楔紧,退出的重新更换,如有因过热而发黑的应分析过热原因给以消除。
h用500V摇表测线圈绝缘电阻≥0.5MΩ。
转子检查及修理
a用0.2—0.3MPa压缩空气吹灰,用汽油清擦。
b检查鼠笼条有无断裂,松动。
松动的两端头处应焊牢。
断裂的打坡口后焊牢(用同种金属焊接)。
c检查风扇有无断裂,松动。
如有应处理。
d检查转子表面有无锈斑。
如有应除掉。
轴承检查
a用汽油清洗干净。
b检查滚珠或滚柱内外套,滚珠或滚柱架等严重磨损、锈蚀和金属剥落的应更换。
c轴承间隙测量,用塞尺或直径1mm(直径可根据轴承大小选择)。
注意测量后轴
承内不能有金属物遗留。
轴承磨损量不得超过下表允许值。
表18滚珠及滚柱原有径向间隙和磨损许可值
轴承内径
径向间隙(mm)
(mm)
新滚珠轴承
新滚柱轴承
最大磨损
20——30
0.01——0.02
0.03——0.05
0.1
35——50
0.01——0.02
0.05——0.07
0.2
55——80
0.01——0.02
0.06——0.08
0.2
85——120
0.02——0.03
0.08——0。
10
0.3
130——150
0.02——0.04
0.10——0.12
0.3
d轴承更换:
轴承应放在油槽内加热,温度控制在90~100℃之间,轴承在油槽中垫起,使其不直接置于油槽底。
加热30余分钟即可套装,装后轴承内套与轴肩间隙应不大于0.05mm,如用蜗流加热,也应按此温度执行。
轴承装配不准在冷状态硬打。
e轴承应采用干净润滑油脂,严禁油内含有杂物及金属粉屑,注油量占空间4/5左右,不要注得太满以免引起轴承在运行中散热不好而发热。
鼠笼式电动机装配。
a电动机装配分解时相反程序进行。
b应注意转子插入方向及端盖安装方位正确。
c装回时不应触伤线圈、铁心及轴等。
d敞开式沿圆周120°位置测空气间隙,其差值不大于平均值10%。
试运转,在鼠笼式电动机小修试运中加两条,转向符合要求。
各部位温升正常。
绕线式电动机大修方法及工艺要求。
1大修抽出电动机转子。
2执行绕线式电动机小修方法及工艺要求。
3执行鼠笼式电动机大修方法和工艺要求中的1~13条。
(除第10条转子检查及修理外)
4转子表面无锈斑,如有应除掉。
5转子槽楔无松动、退出,如有重新楔紧。
电枢绑绳无松散,如有松散的应用规格相同绳绑紧。
6转子抽出检查,转子绕组各部接头无过热开焊,绕组无过热及绝缘损伤。
如发现应处理。
直流电动机大修方法及工艺要求。
1大修抽出转子。
2执行直流电动机小修方法及工艺要求。
3执行鼠笼式电动机大修方法及工艺要求中的1~11条。
4定子检查及修理。
a用0。
2—0。
3MPa干燥压缩空气吹灰,用酒精或带电清洗剂清擦干净。
b检查磁极有无松动,如有松应紧固。
磁极线圈有无过热,擦伤,绝缘老化,匝间短路。
必要时加以更换。
c用500伏摇表测磁极线圈绝缘电阻≥0.5MΩ。
5转子抽出后,检查电枢绕组接头有无开焊,开焊的应重新焊接。
绝缘有无损伤,如有应处理。
绝缘电阻≥0.5MΩ。
(用500V摇表测)
6电枢槽楔无松动、退出,如有应重新楔紧。
电枢绑绳无松散,如有松散的应用规格相同的绳绑紧,电枢绝缘大于0.5MΩ。
7检查转定子有无磨擦痕迹,如有应查明原因消除。
8刷握架(刷握)不能沿旋转方向正或反方向移位,如有移位必须试验。
9试运转:
在直流电动机小修试运中加一条。
转向是否正确。
各部温升是否正常。
电动有下列情况时,应进行抽转子大修(包括准备安装和新安装的电机)
1出厂日期超过制造厂保证期限者。
2经外观检查或电气试验有可疑者。
3敞开式电机经端部检查有可疑者。
4试运转时有异常情况者。
交流电机线圈重绕。
交流电机重绕时应将下列数据收集齐全,准确。
并作好记录。
1电机总槽数。
2线圈导线直径(规格型号)。
3接线方式(三角型或星形)。
4并联支路。
5并绕股数。
6绕线方式(单层或双层)。
7每只线圈匝数。
8节距(跨多少槽)。
9绘出绕组展开图。
10测量线圈端部和直线部分长度。
11线圈主绝缘和层间绝缘厚度(层数)及材料规格型号。
线圈重绕前的准备工作。
1根据测量数据制作绕线模。
注意线模不能太大,可不能太小。
2根据线圈匝数绕制线圈。
3绝缘材料、槽楔及嵌线工具准备。
4清理线槽。
按绕组展开图嵌入线圈,并注意:
1线圈嵌入前应先将绝缘垫好,绝缘伸出铁心长度根据电机容量大小来定,一伸
出15~25mm。
2线圈嵌入时注意槽口处导线、主绝缘不能损伤。
3应使两端长度均匀,排列整齐。
4双层绕组应先嵌入下层边。
层间要垫入绝缘,打入槽楔时利用槽口绝缘将导复
盖好。
端部相间要垫入绝缘。
5按展开图将线圈接好,用焊锡焊牢,无绝缘部分包扎绝缘,小电机即可用塑玻
璃软管套上。
用绑绳将端部绑扎好,并做到整齐不松散。
线圈端部整形成喇叭口。
更换绕组的电机应作以下试验。
1测量电机绝缘电阻。
2测量线圈直流电阻。
3测极性。
4作线圈耐压试验(浸漆后进行)。
5作空载试验(浸漆后进行)。
6必要时作负荷试验(浸漆后进行)。
电机浸漆:
1浸漆前将电机预烘105~110℃(按照电机绝缘等级干燥温度见4.2。
3.7)4—6小时。
预烘一定要彻底,若潮气没排完,,浸漆后就无法排出。
2有条件可采用浸入法,将电机倒置(线槽直立方向)全浸入漆内,需浸10~15
min至没汽泡冒出为止。
3可采用多次浇法:
将电机倒置(线槽直立方向),下面放一漆盘,用漆自顶端灌
入直至下端全部浸透为止,翻置再用上述方法浇入。
浸完漆放在空气中滴干,铁心内腔擦干净,将电机逐渐加温干燥,干燥温度预烘相同。
用同样方法经多次浸漆干燥,中间每次干燥至少6h。
最后一次干燥应在温度不变(105—110℃)绝缘电阻稳定不变(大于或等于0.5MΩ)稳定3—5h为合格。
4高压电机绝缘值应根据电压等级来定。
见附录J。
5绕线式电动机转子更换线圈后也用上述方法浸漆。
6常用电机浸漆牌号1032三聚氰胺醇酸漆。
不得使用无牌号或气于绝缘漆。
具有特殊要求三相异步电动机检修
QB型主变压器潜油泵及电动检修。
1检修周期。
小修:
每年一次。
2大修:
泵组在运行中如出现过热、振动、异声、严重漏油及异常时应及时大修。
3漏油泵组小修方法,质量要求及工艺要求。
小修泵组不解体,泵组外壳及联接法兰各部无漏油,用汽油清擦干净,擦后用手
摸不黑。
电机过滤网清洗。
a电机尾部下面放置一小油桶。
b取下尾部法兰,取出滤网。
c用毛刷在:
㈠争油桶将纤维,杂质清洗干净,装回前用合格变压器油再冲一次。
d如滤网有损坏的应更换滤网。
e装回与拆开时顺序相反,装复后不渗油。
f电机接线端子及电缆检查。
接线螺丝无松动,电缆与端子接触良好,无过热绝缘无损伤。
接线盒密封垫无损伤、老化。
发现问题应处理。
g滤网清洗后按下步骤注油、排气。
潜油泵出口没装逆流阀的注油、排气步骤:
第一关闭油泵进油阀,拧开油泵及电动机顶部排气孔螺丝(不要拧开太多,防喷油。
第二,微开潜油泵出口阀对潜油泵组油至电动机及磊排气孔出油为止,拧紧电动机及泵壳排孔气螺丝。
第三,全开潜油泵出油阀,微开冷却器顶部排气孔螺丝排余气,直至没气泡溢出为止,拧紧该螺螺。
注油排气结束。
潜油泵出口阀带逆流阀的注油、排气步骤:
第一:
潜油泵进油阀全关闭,拧开电动机及泵顶部排气孔螺丝,
第二:
卸开示流继电器底板或该孔口堵板,向孔内注合格油至电机及泵壳顶部排气孔出油为止,返复多次添注油待泵组内气体全部排出为止。
拧紧该螺丝。
继续注油至示流器孔出流为止,装复示流器或孔口堵板,
第三:
微开潜油泵出油阀,微开冷却器顶部排气孔螺丝,启动潜油泵电动机,然后微开潜油泵进油阀及出油阀至冷却器顶部排气孔无气溢出为止,拧紧该排气孔螺丝,停止潜油泵电动机,
第四;静止几分钟后再按第三步重复起动电动机重复排气,至确认没气溢出为止。
电机及电缆绝缘测量≥0.5MΩ(用500V摇表测)。
如小于0.5MΩ应查找原因并处理。
(在电机操作盘处测)查出的缺陷在小修中不能处理但又会影响安全运行时,应将小修改为大修。
潜油泵组大修方法、质量要求及工艺要求。
1执行潜油泵组小修方法,质量要求及工艺要求。
2拆开电动电源线并将电源侧三相短路接地,做好标记以便回装。
卸开连接法兰将泵组移出。
3卸开泵盖取下泵轮。
4取下电机前后端盖并检查各部密封垫是否有损伤,是否老化、如有损伤或者化
应更换。
5抽出电机转子,检查鼠笼条有无断裂,定子槽楔有无松动、定子线圈有无过热,
松动。
转子鼠笼条有断裂的应更换电机,槽楔松动的应重新楔紧。
定子线圈有松动的应重新绑扎浸添。
定子线圈清擦(用白布粘干净变压器油清擦)。
在抽出转子时注意不要擦伤
定子线圈。
如定子线圈有过热或损伤应更换。
6轴承更换;运行一年后应更换新轴承。
用E级以上精度轴承,严禁使用无名牌无
级别轴承。
轴承装配工艺应正确。
7回装与拆卸顺序相反。
8用千分表检查叶轮上端密封环外园的径向跳动公差,不得超过0.07mm。
9密封试验:
如采用80℃热油(指进油)打油压0.25~0.4MPa或打气压
0.25MPa维持2——4h。
10组装后手搬转动灵活,并检查蜗壳与叶轮入口处配合尺寸,13kW的应不大于
0.25~0.30mm,如大于要求尺寸会影响效率,应修补或更换新叶轮。
11注油排气按小修中执行
12大修交流试验电压为1760V的75%一分钟
13试运转:
无振动,声音无异常,转向正确。
三相电流平衡,三相电流差小大于
10%。
最大负荷电流不超过电机额定电流。
14试运转必须注油后进行。
15在解体大修过程中,工作场地应干净。
BBP系列三相异步盘式变压器潜油泵及电动机检修。
检修周期
小修:
—年—次。
大修:
油泵在运行中如出现过热、振动、异声、严重漏油等异常时及时大修。
小修检修方法、质量要求及工艺要求:
1泵组外壳检查无渗油及损伤并用汽油清擦,擦后手摸不黑。
2电机接线端子及电缆检查,接线螺丝齐全松动,过热,接线盒密封圈无损坏、老化。
如发现问题应处理。
3电机及电缆绝缘测量≥0.5MΩ,如小于应查找原因并处理。
绝缘在潜油电机操作盘处测。
4查出的缺陷在小修中不能处理但又影响安全运行时,应将小修改为大修。
大修检修方法、质量要求及工艺要求。
1执行小修检修方法、质量要求及工艺要求。
2拆开电机电源线,将电源测三相短路接地。
卸开联接法兰将泵组移出。
3泵组解体,在解体过程中工作场地要干净,不能损伤各部绝缘及零件。
a卸下接线盒,解开内部导线,
b分离油泵壳和底盘,
c卸下轴后部的紧固螺丝,从泵壳里卸下一整体装置的叶轮、转子和轴,
d卸下轴上的销子、间隙调整片和密封圈;
c卸下弹簧挡圈和调整片,从叶轮转子上卸下装置成一体的轴和轴承,
f要同时取下两个轴承。
4泵组结构图及名称见附录C。
5轴承更换:
发现轴承有异常应更换。
更换E级以上精度轴承,严禁使用无名牌无级别轴承。
轴承装配工艺应正确。
6回装:
回装与解体时顺序相反进行。
7转向确定:
此泵组无转向观察孔,所以确定转向时应注意,力法如下:
a从吸入口看是反时针方向,
b根据离心泵反转流量减小,扬程降低,电动杉L功率增加(电流增大)原理。
可采用油泵进出油阀在某—开度不变,用钳形电流表测电流小的一种接线定为正转方向(正确方向)。
YQSY系列充油式潜水电动机检修
检修周期
小修:
—年一次。
小修:
电机定子绕组对地绝缘,电阻低于0.5MΩ或电机贫油保护:
频繁动作后必须进行(测绝缘用500V摇表)。
小修检修方法、质量要求及工艺要求。
1电机引线(起动开关外)、接线螺丝有无松动、过热,绝缘有无损伤,贫油保护
回路动作正常。
因为贫油的电机容易进水造成电机烧损事故。
2凡贫油的电机应吊出添加合格变压器油。
补加油的专用工具见附表D(补充
件)
3注油方法;将电机吊起或垫平立放(注意防止倾倒伤人)均可,先拉紧压油弹
簧到并紧状态,再打开电机顶部的油塞,向机内缓慢注油。
注满油后拧紧油塞,卸除螺杆
使弹簧放松,此时机内产生油压,为排除机内残存气体,再松开油塞自然排气,待无气排出声,开始溢油时为排气完毕。
漆加油量;150A电机H二150±5lllm,200及250B电机H:
110±5mm,见附录D。
4对于潜水泵电机定子线圈绝缘为5~100MΩ的,可用新换油的办法来提高绝缘电阻,换后应大于100MΩ。
5将潜水泵复位。
大修检修方法、质量标准及工艺要求。
1热行小修检修方法、质量要求及工艺要求。
2拆卸程序
a先将压油弹簧拉紧,拧下油塞,放油。
b拆下支架(30)和密封盖(27)取出机械密封。
c卸下油襄护套(?
)(150A、及200B电机为右旋转螺纹连接,用链钳拆装),使整个油缸装配部份去掉。
若不需更换油襄(43),此部件不应再分‘解。
d拆开信号线,卸下贫油信号触头装配(42)。
e拧出螺栓(40),将下端盖(14)连同转子(21)一起抽出。
注意不要碰伤绕组。
若不需更换下轴承时,此部件不应再分解。
当继续解体时要注意锁紧螺母(41)的旋向为左旋。
f.最后拆除上端盖(23)。
若静密封和引线电缆均无问题,最好不拆上端盖o
装配程序及注意事项。
电机的装配顺序与拆卸相反。
只需注意如下各点:
a尽量不用旧胶件,对新胶件要仔细检查。
b.装前对零件要认真清洗和干燥,保证清洁又无水份带入机内。
c各连接止口处要涂密封胶。
d机械密封的安装要特认真,工作镜面上不允许有一点点灰尘和垢污。
e装入机械密封的胶件(如JJ一14,JJ一75等)要借助装配套进行,以免划
伤。
f下轴承的安装方向不得搞错。
h贫油保护信号线不可漏接,余线长度要绕在机架上,不得悬浮油中。
回装后按3方法注油。
打压时,电机进行密封试验,用拉紧螺杆加压无渗油为合格。
试运转
转向确定,根据潜水泵的流量减小,扬程降低,电机电流增加原理,出水阀在某一开
程不变,取电流小的接线为正转。
(用钳形电流表测)
YLB系列深井泵用三相异步电动机检修
小修:
一年一次
大修:
三年一次
小修检修方法、质量要求及工艺要求。
1执行三相鼠笼式电动机小修检修方法、质量要求及工艺要求。
2上端轴承油少了应漆加,油变质应更换(上端轴承用10号机械油)。
加油或漆加油位均应保持油标孔的中间位置。
大修检修方法、项目、质量要求及工艺要求。
1执行鼠笼式电动机大修检修方法项目,质量要求及工艺要求。
2通电试运前应将止逆装置卸开空转,确定转向无误后再装复止逆装置带负荷试运转。
JR系列电动机检修(上厂2.3号低压气机电动机)
检修周期,检修项目,检修质量要求,检修方法及工艺要求与绕线式电动机除下
条外完全相同。
大小修应检查起动切换装置,切换不灵活应处理,严重磨损的部件应加工更换。
触刀和触头烧伤的应打磨处理,严重的应更换。
电机维修
发电机维护
1定期进入发电机风洞内巡回检查。
2听机内有无异常,鉴别周围气味是否正常。
中性点、发电机出线及瓷瓶等处有无放电现象。
3巡检时无论机
 升级会员
升级会员 