夹具制作标准日系标准概要.docx
《夹具制作标准日系标准概要.docx》由会员分享,可在线阅读,更多相关《夹具制作标准日系标准概要.docx(20页珍藏版)》请在冰豆网上搜索。
夹具制作标准日系标准概要
新项目夹具设计技术要求
1、使用耳环夹紧气缸的夹紧部件
1.1、结构形式
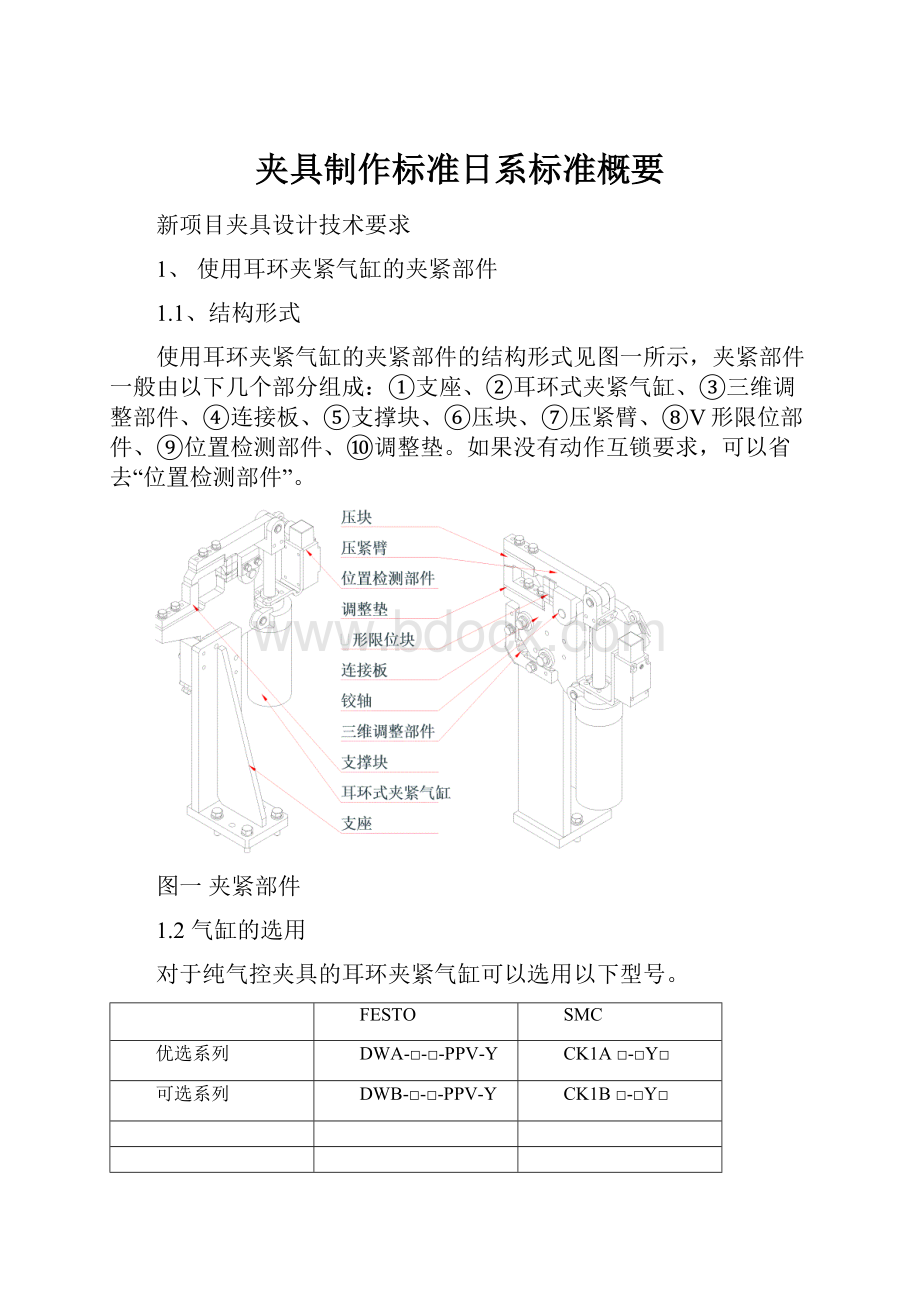
使用耳环夹紧气缸的夹紧部件的结构形式见图一所示,夹紧部件一般由以下几个部分组成:
①支座、②耳环式夹紧气缸、③三维调整部件、④连接板、⑤支撑块、⑥压块、⑦压紧臂、⑧V形限位部件、⑨位置检测部件、⑩调整垫。
如果没有动作互锁要求,可以省去“位置检测部件”。
图一夹紧部件
1.2气缸的选用
对于纯气控夹具的耳环夹紧气缸可以选用以下型号。
FESTO
SMC
优选系列
DWA-□-□-PPV-Y
CK1A□-□Y□
可选系列
DWB-□-□-PPV-Y
CK1B□-□Y□
夹紧部件夹紧力强制性要求:
夹紧部件在钢板上的夹紧力不得小于40daN。
1.3压紧臂的结构
压紧臂结构建议采用图二所示的形式。
L1:
铰轴中心到V限位块中心的距离、L2:
V限位块中心到压紧臂端点的距离。
L1与L2的推荐比值为1:
2,特殊情况下此值不得小于1:
3。
压紧臂与压块的连接采用两钉两销固定,螺钉为M8,销直径为φ6。
图二压紧臂参考图
1.4铰轴处的结构
铰轴处的结构建议采用图三所示的形式,部分零件采用下列规格:
铰轴规格:
φ16×50、含石墨轴套规格:
φ16×φ22×16,铰轴采用卡板固定。
图三铰轴处结构图图四U形限位块
1.4U形限位块的结构
夹紧部件工作位置的限位块建议采用U形结构(图四),采用这种结构即可保证夹紧后压头与支承块的间隙,也可在夹紧部件倾斜布置时,保证压头的几何位置。
1.5零件的材料及热处理
夹紧部件的零件材料及热处理参考以下表格内的内容,或选择相同机械性能的材料。
当型面定位块有焊钳导向功能时,型面定位块要采用抗磁性不锈钢材料,同时绝缘良好。
当焊钳焊接时,被焊钳包容的夹具零件要采用抗磁性不锈钢材料。
支座
调整部件
连接板
支撑块
压块
压紧臂
U形限位
调整垫
材料
Q235-A
Q235-A
Q235-A
42CrMo
42CrMo
Q235-A
45
Q235-A
厚度
/
/
18mm
18mm
18mm
18mm
/
/
热处理
时效处理,
去应力
/
/
表面淬火HRC55或调质T235
表面淬火HRC55或调质T235
/
表面淬火HRC55
/
表面处理
按工艺要求油漆
表面氧化
表面氧化
表面氧化
表面氧化
表面氧化
表面氧化
表面氧化
1.6定位装置功能可调
调整垫片长于定位基准面,并有螺钉与连接板紧固。
1.7夹紧部件相对与夹紧面的布置
1.7.1夹紧部件正常情况下夹紧钢板所允许的最大倾角15°,要求与PSAFER106第4.2的规定一致。
图七三维调整部件
1.7.2夹紧部件铰轴的位置要求与PSAFER106第4.2的规定一致。
2、使用CNOMO标准夹紧器
2.1优先使用CNOMO标准的MECACHROME公司产品;
2.2手动夹紧器使用压头及其它手动系列,要考虑可靠性;刚性;强度,在夹具、吊具,辅助工装上使用时,全部选用好手及优派公司加强型(重型)系列。
重新设计时要考虑铰轴处有轴套。
3、翻板
3.1、翻板结构形式
3.1.1、小翻板
小翻板一般由以下几个部分组成:
①支座、②气缸、③铰轴部件、④转臂、⑤限位块、⑥位置检测部件。
以下三种情况采用小翻板(见下图):
①耳环夹紧气缸夹紧力达不到要求时;②耳环夹紧气缸夹紧部件的L1:
L2比值太小;③转臂上带夹紧器。
图八小翻板1结构图图九小翻板2结构图
3.1.2、中大型翻板
中大型翻板一般由以下几个部分组成:
机架、支座、带锁紧的气缸、铰轴部件、翻板到位限位块、翻板轴向限位块、到位缓冲器、维修安全销、位置检测部件、到位锁紧机构、机械平衡装置。
图十中型翻板结构图
3.2气缸及其附件的选用
对于小型翻板气缸推荐优先选用FESTODNC-□-□-PPV和DNC-□-□-PPV-A系列产品,气缸杆端采用双耳环;中大型翻板气缸(缸径大于等于φ80mm)优先选用FESTODNC-□-□-PPV-KP和DNC-□-□-PPV-A-KP系列带锁产品。
FESTO
优选系列
DNC-□-□-PPV
DNC-□-□-PPV-A
DNC-□-□-PPV-KP
DNC-□-□-PPV-A-KP
无位置感测,可在翻板上加精确的位置检测
有位置感测,仅检测气缸的工作位置
无位置感测,可在翻板上加精确的位置检测
有位置感测,仅检测气缸的工作位置
用于小翻板
用于小翻板
用于中大型翻板
用于中大型翻板
为降低成本,加气控单向阀可用于中大型翻板
/
/
可选系列
DNG-□-□-PPV-A加气控单向阀可用于中大型翻板
小翻板气缸杆端采用SG系列的双耳环(见下图),但对于中大型翻板,特别是两根铰轴的翻板气缸杆端必须采用SGS系列的关节轴承(见下图)。
图十一关节轴承SGS图十二双耳环SG
如气缸采用下图的安装方式,大型翻板的驱动气缸座需考虑剪切力,要装限位块或加工支座沉槽;支座铰轴到安装支承面的高度不能太高,否则要对支座采取加固措施。
旋转翻板安装有轴承座的要安装轴承座限位块。
图十三气缸支架固定方式
安装气缸的铰支座优先选在气缸的两端。
3.3铰轴处的结构
图十四小翻板铰轴机构图图十五中大型翻板铰轴机构图
铰轴处的轴套及端面止推垫全部用含石墨润滑轴套及止推垫。
3.4缓冲器的选用
可选用FESTOYSR系列产品。
3.5限位块的结构
在翻板工作位置和打开位置都要有限位块,打开位置只需使用平挡块即可,在工作位置时精度要求高,限位块要采用以下结构:
⑴U形限位块(如图四)、⑵平挡块加铰轴轴向导向板(如图十七),以保证翻板轴向精度,此结构在大翻板上较常见,安装定位块的机体强度要足够,受力合理(建议安装在耳轴支架的轴线上,如受空间限制,必需在两侧都有安装)。
3.6安全维修销
维修销(见图六)只在停机维修时使用,在翻板工作和打开位置设计两个锁孔,当维修销插入锁孔时翻板不会意外动作而酿成事故。
维修销在插入锁孔和放置位置要有检测开关,保证维修销插入锁孔和不在放置位置时设备禁止运行。
用铁链将维修销拴在放置位置,防止丢失。
图十六安全维修销图十七锁紧装置-轴向导向板-缓冲器-锁孔图十八弹簧平衡装置
3.7到位锁紧机构
中大型翻板和带焊钳的翻板在工作位置要设计锁紧装置。
反作用力较小的翻板可以使用夹紧气缸直接锁紧,如图六所示的结构。
如果翻板上有焊钳(特别是反作用焊钳),应使用气缸和楔块组成的锁紧装置,反作用力要传递到固定机架上,而不能由气缸来承担。
3.8机械平衡装置
大型翻板在运动的过程中,存在较大的转动惯量,设备在运行时会出现较大冲击,从而降低设备的可靠性和使用寿命。
使用机械平衡装置,可以减小冲击,保证断气时将负载固定住,设计时可选用驱动力较小的气缸。
常见的机械平衡装置有弹簧平衡装置、气液式平衡系统。
3.9零件的材料及热处理
翻板的零件材料及热处理参考以下表格内的内容,或选择相同机械性能的材料。
机架
支座
铰轴
限位块
调整垫
材料
Q235-A或A3
Q235-A或A3
45
45
Q235-A
热处理
时效处理、
去应力
时效处理、
去应力
表面淬火HRC50
表面淬火HRC55
/
表面处理
按工艺要求油漆
按工艺要求油漆
表面氧化
表面氧化
4、气动控制
4.1气控原理图的设计
气控原理图的内容
原理图格式:
原理图采用A4规格AutoCAD的DWG文件格式,请参考DPCA/STG/FER提供的气动原理图模板。
原理图包含的内容;
⑴封面
⑵目录
⑶节拍图
⑷动作流程图
⑸元件布置图(不能使用夹具的俯视图代替):
气缸、检测开关、行程阀、夹具轮廓、工件轮廓及元件的标记/型号/UNITNo.;
⑹气动元件符号说明
⑺气源处理:
要标记设备需要的参数(工作压力、流量、耗气量)
⑻逻辑控制部分原理图
⑼动作执行部分原理图:
要标记气缸工作参数、气管流量(见PSA.FER170的3.14)
⑽操作台面板布置图:
操作台面板尺寸、元件布置,元件标记
⑾气控板布置图:
气控板尺寸、元件布置、元件标记
⑿气动元件清单
⒀所有元件的标牌
以上内容在附件一:
气动原理图模板内有详细要求。
4.2气动元件的选用
主控气阀:
采用SMC的产品,两(三)位五通气控主阀选用VSA7-6系列、两(三)位五通电控控主阀选用EVS7-6系列。
如果一个主控气阀驱动的气缸数量超过10个时,要增加一个主控气阀。
当一组动作的两个压头有运动干涉时,两个压头要由两个主控气阀分别控制。
带手动控制的阀与自动控制的阀分别设置阀岛,避免干扰。
CBS及双手按钮:
选用捷高产品
控制回路的气阀:
选用FESTO产品
驱动气缸及压头的单向节流阀:
阀体为金属的FESTO产品GRLA-□-B系列;过渡接头LEGRIS0105配0132;气管选用LEGRIS橡胶软管。
气管与接头:
⑴控制回路,可选用FESTO的双层阻燃软管及快插接头;
⑵气动驱动元件选用LEGRIS橡胶软管,气管接头要采用拆卸方便的活接头,如LEGRIS系列的0109配合0132系列宝塔式接头使用(或0118配合0132、0105配合0132);
0132××××0109××××0118××××0134××××
如采用0134系列宝塔式接头,必须考虑可维修性。
4.3焊钳的气动控制
夹具上装有焊钳时,焊钳的气控回路要与夹具的气控回路分开,两个回路要有独立的气源处理组件。
4.4气配板
气源处理组件放在气配板下部,离地面高度不小于400。
气源控制站必须安装供维修用的安全快插接头座,统一型号为FestoKD-1/4-S.
连接气管至少有一端的接头要采用0132系列宝塔式接头,以便于拆卸。
气控夹具的逻辑元件布置合理,连接气管和接头可选用FESTO的双层阻燃软管及快插接头,配管排列整齐美观,管口要有标签。
上述气动元件型号的选择请参考DPCA/STG/FER编写的《气动元件选型表》。
5定位销部件
5.1.1定位部件的构成
定位部件一般分为固定定位部件和活动定位部件。
固定定位部件一般由支座、功能可调整部件、定位销座、定位销组成。
5.1.2活动定位部件
活动定位部件一般由支座、三维调整部件、气缸及导向部件、定位销组成。
图十九活动定位部件
在空间容许的情况下,安装在运动部件上的定位装置(活动定位销),在运动方向上应有不小于5%运动空间的限位装置,作用力点应在驱动元件的轴线上。
采用双导杆标准元件时,导杆的导向有效长度应有可靠的稳定性,或在导杆上有可安装限位的结构。
推荐使用FESTO产品DFM-B-KF(循环滚珠轴承导向)。
5.1.3定位销与销座
定位销
※选用材料:
20Cr;
※热处理:
渗碳淬火,渗碳深度1.2(直径小于12mm)—1.5(直径大于12mm)mm,表面硬度要求HRC48-52;
※装在磁场内的定位销
※选用材料:
不锈钢1Cr18Ni9Ti
※热处理:
仅对工作表面进行渗氮处理;
※定位销直径:
定位销直径=定位孔名义直径0.2mm;
※定位销加工公差:
※定位销工作表面形式:
圆柱形、菱形、削扁、带缺口(如下图)
※定位销的工作表面:
定位销截面可以是圆形、菱形、削扁或圆形带缺口的。
(如下图)
※定位销的连接配合:
(如下图)
※定位销的尺寸请按DPCA/STG/FER提供的图纸(DWX0001--DWX0006)制作。
见附件二:
定位销图纸
※固定定位销的的安装形式
※定位销座的选择:
△定位销座可采用统一的形式,如下图:
定位销直径
A
B
C
D
E*
F
I
R
S
T
U
MABEC编码
20
12
90
30
9
5,5
20
20
47,5
15
16
14
G866241405
2040
20
95
40
11
7,5
20
30
47,5
20
26
22
G866241406
4060
30
110
40
11
7,5
30
30
57,5
25
26
32
G866241407
△注意:
定位销座销孔不得为盲孔。
6焊点导向部件
6.1材料
固定式焊点导向板
推荐使用:
铜合金(铬锆铜CuCrlZr)要考虑焊钳导向板和支座之间的绝缘;
推荐板厚:
最小16mm。
翻板上的焊点导向
尽量使用:
铜合金(铬锆铜CuCrlZr)要考虑焊钳导向板和支座之间的绝缘;
推荐板厚:
最小16mm。
考虑到重量的要求,推荐使用CESTILENEHD1000R(苹果绿色)材料;
推荐使用板厚:
最小20mm。
活动式焊钳导向板
手持移动式焊点导向板
考虑减轻焊点导向板的重量,推荐使用CESTILENEHD1000R(苹果绿色)材料;推荐板厚:
最小20mm。
6.2焊钳通过性强制性规定
设计时,焊钳运动应符合产品图理论要求,焊钳运动要方便工人操作。
6.3制造过程强制性规定
焊点导向板的制造分两个阶段:
⑴临时性:
选用价格便宜便于修配的材料制造,焊点导向板的尺寸及安装位置根据调试要求及时修改。
⑵最终确定:
调试合格后,确定焊点导向板的实际尺寸和位置,根据6.1的要求制造,并安装到位,终验时提供与实物相符的图纸资料。
6.4焊钳导向板的结构及安装
焊钳导向板焊钳导向板安装
焊点导向板导槽形状优先选用V形,也可采用U形(焊钳导向板图),在V/U形槽边缘加工5×30°倒角作为预留磨损量(一般为5mm左右),铜质材料的焊钳导向板,要加绝缘垫和绝缘套筒。
绝缘垫和绝缘套筒的材料要采用不易破碎的胶木,推荐选用树脂胶木。
固定式焊钳导向板
焊钳或焊点导向板一般安装在装配钢板的下面,与钢板表面平行,距离为2~5mm。
安装在钢板固下面的固定式焊点定位板,可方便焊接一排焊点。
当焊件边缘被其他件干涉时,需使用该焊点定位板。
固定焊钳导向板
7翻转夹具:
翻转轴承座采用自动调心轴承座,大型轴承座两侧加档块或限位槽;
翻转夹具的导向定位装置尽量靠近定位盘,导向定位装置座与机架的联结要有定位销,两侧加档块或限位槽,防止导向定位装置座扭转;
翻转装置的重心要尽量靠近转轴,必要时加配重。
8旋转夹具
旋转夹具的回转机构应运转灵活,无侧向分力,有足够的支承半径,有防倾翻措施
旋转夹具的旋转限位应有抗冲击缓冲装置。
 升级会员
升级会员 